
弯管加工工艺改进
2018-08-02 01:13赵岗平武增荣李长宇冯然然
新技术新工艺 2018年7期
王 敏,赵岗平,武增荣,李长宇,冯然然
(山西航天清华装备有限责任公司,山西 长治 046012)
随着弯管零件在航空航天、动力机械等领域的广泛应用,为了满足设计性能、安装空间及整体化等要求,弯管零件向着轻量化、高强度、高精度和复杂化的趋势发展,空间形状日趋复杂,加工难度日益增大[1]。
大直径薄壁金属液压导管内径大、管壁薄,因而刚度差,弯形时易出现皱纹、凹陷、裂纹和擦伤等缺陷[2]。本文以某弯管零件为例,针对高强度钢30CrMnSiA大直径变曲率薄壁管弯形的现有方法及技术难点,提出了解决这些难点的工艺措施、加工工艺,并成功应用于产品加工中。
1 产品特点
弯管零件图如图1所示,其材质为高强度钢30CrMnSiA,规格为钢管φ33 mm×2.5 mm。根据产品装配空间需求,设计为变曲率弯管,3处弯曲半径分别为36、113和55 mm,空间尺寸及角度均要求严格。通常,在管子弯曲半径R≥3D时,能获得较好的弯制质量;当弯曲半径R<2D,尤其是弯曲半径小、管子直径大、管壁厚度薄时,容易产生皱纹、凹陷等缺陷。

图1 弯管
2 现有工艺方法及技术难点
管子弯曲方法有冷弯和热弯两大类,具体包括手工冷弯曲、装砂冷弯曲、装砂热弯曲、在弯管夹具上弯曲和在弯管机上弯曲等[3]。弯管原工艺方法为装砂压膜弯曲,即装砂→夯实→封堵→压模压制→除砂→校形。其在生产过程中存在如下难点。
1)装砂工作环境恶劣、效率缓慢。为保证砂清洁无杂质,装砂前用水清洗并干燥、过筛,除去尘土和过细砂末,大大影响了弯形效率。在过筛、装砂和出砂工作时,会产生较大的粉尘,环境比较恶劣。
2)成形精度难保证,易产生缺陷。压模如图2所示,压制时,弯管内的填充砂在挤压力的作用下产生了流动现象,使其空间出现了局部空隙,尤其降低了R36 mm处管壁的支承失稳,出现了皱纹和凹陷等缺陷。由于30CrMnSiA弯曲回弹量大,弯管压制后回弹变形大,实际几何尺寸偏离技术要求,需进行校形保证装配需求。弯管在弯形工序工作效率缓慢,成品率低。研制生产过程中弯制校形的弯管如图3所示,由图3可明显看出,R36 mm处较其他部位圆度较差。

图2 压模

图3 压模压制弯管
3)检测难度大。该件为变曲率弯形件,对空间尺寸要求高,压制后各弯曲半径及角度难以检测,极大地影响了生产效率以及产品质量。
综上所述,需对弯管加工工艺进行改进,避免缺陷产生,控制弯曲回弹,弯形后便于检测,以改善工作环境,提高工作效率,提升产品质量。
3 采取的工艺措施
3.1 总体思路
综合分析弯管产品特点、公司设备实际情况及生产成本,确定在上海国青机械有限公司生产的W27YPC-63微电脑控制液压弯管机上进行弯形,设计专用于弯管的弯形模具,通过试验摸索回弹量对弯形模具进行修正,并设计专用检测工装对弯制后的弯管进行检测。
在弯形方式上不再采用原先装砂弯曲方法,选择在弯管机上弯曲。此方法不再进行筛砂、装砂和出砂,极大地改善了工作环境,同时也提高了生产效率。
3.2 弯形工艺过程
对弯管机实施了技术改造,在原设备上增加了芯棒装置及专用弯制模具。改造后的弯管机芯棒及模具如图4所示。

图4 弯形模具
机器带动弯模转动时,弯管也随之转动,弯管缠绕在模具上弯曲成形。通过多次进行弯管弯制试验,对芯棒和压紧模压力进行摸索并进行了固化,保证弯制后的弯管能够达到产品技术要求。
弯制弯管时,首先使用模具1(见图5)将弯管装配至弯管机上弯制R36 mm段;然后使用模具2(见图6)弯制R113 mm段;再使用模具3(见图7)弯制R55 mm段。
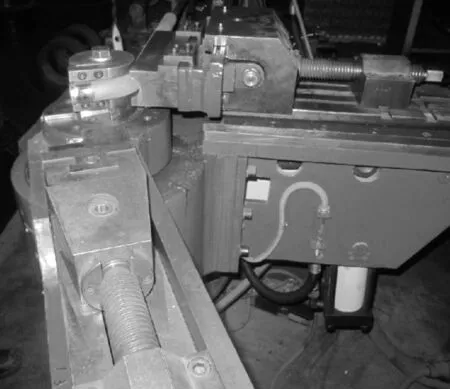
图5 模具1弯制R36 mm段

图6 模具2弯制R113 mm段

图7 模具3
采用W27YPC-63微电脑控制液压弯管机弯制的弯管如图8所示,由图8可以看出,弯管弯形质量良好。

图8 弯管机弯制的弯管
3.3 检测过程工艺措施
设计生产了弯管弯形检测工装,在弯管弯形后能够简便、准确地对弯管进行检测。弯管检测图如图9所示。

图9 弯管检测图
4 结语
通过对W27YPC-63微电脑控制液压弯管机进行技术改造,增加芯棒及专用模具,有效地解决了高强度钢30CrMnSiA大直径变曲率薄壁管弯形后存在的皱纹、凹陷等缺陷,提高了工作效率,提升了产品质量。主要改进点如下。
1)改变以往采用压模进行弯管弯形的落后生产方式,对W27YPC-63微电脑控制液压弯管机进行技术改造实现了弯管弯形,改善了工作环境,节约了新设备投入成本。
2)采用芯棒及专用模具并通过试验摸索弯形回弹量,有效解决了弯管弯形后存在的回弹变形、皱纹和凹陷等缺陷。
3)针对弯管弯形后变曲率难以检测的问题,采用专用弯管检测工装进行检测,提高了工作效率。
猜你喜欢
数学物理学报(2022年4期)2022-08-22
数学物理学报(2022年2期)2022-04-26
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
中学生数理化·七年级数学人教版(2021年10期)2021-11-22
中学生数理化·中考版(2021年10期)2021-11-22
天津冶金(2021年4期)2021-08-18
汽车工程(2021年12期)2021-03-08
金属世界(2018年3期)2018-06-11
有色金属材料与工程(2017年3期)2017-07-15
家庭影院技术(2017年12期)2017-02-06
