
数控可转位刀片周边磨床的研发和应用
2018-07-31 03:20陕西汉江机床有限公司谭晓庆王飞姚博世厦门大学
世界制造技术与装备市场 2018年3期
陕西汉江机床有限公司 谭晓庆 王飞 姚博世厦门大学 姚 斌
一、概述
随着高速切削技术的深入发展,航空航天、汽车制造、大飞机、高铁制造等国家重点领域和民用加工制造行业精密数控刀片市场需求不断增长,硬质合金、陶瓷和CBN材料可转位刀片加工制造业快速壮大。国产精密可转位刀片加工制造装备发展起步较晚,经过多年的潜心研究,国产精密可转位刀片周边磨床整机设计制造水平有了大幅提升,机床性能和技术水平赶超国外同类先进设备。
陕西汉江机床有限公司联合厦门大学,一直致力于精密可转位刀片加工制造装备的研发与制造。陕西汉江机床有限公司凭借在精密工具磨床、精密螺纹磨床领域雄厚的技术实力,以国家科技重大专项实施为契机,先后完成了2MZK7150、2MK7130、2MK7130A系列可转位刀片周边磨床产品的研发制造和产品定型。
二、产品性能介绍
2MK7130A数控可转位刀片周边磨床采用FAGOR 8070数控系统实现多轴联动插补,机床配置上下料机械手,通过机械手一次装夹即可完成刀片周边轮廓、倒角、倒圆、双面倒棱、开槽等加工操作,也可用于非标刀片的周边曲线加工,适用于批量生产。机床配置机械手自动上下料,具有自动化程度高,加工刀片种类范围广,加工效率高,工艺适应性好、节能环保、性价比高等特点,针对国内用户,还具有人机交互界面宜人、售后服务方便迅捷等优势。
机床主要技术参数如下:

图1 2MK7130A数控可转位刀片周边磨床
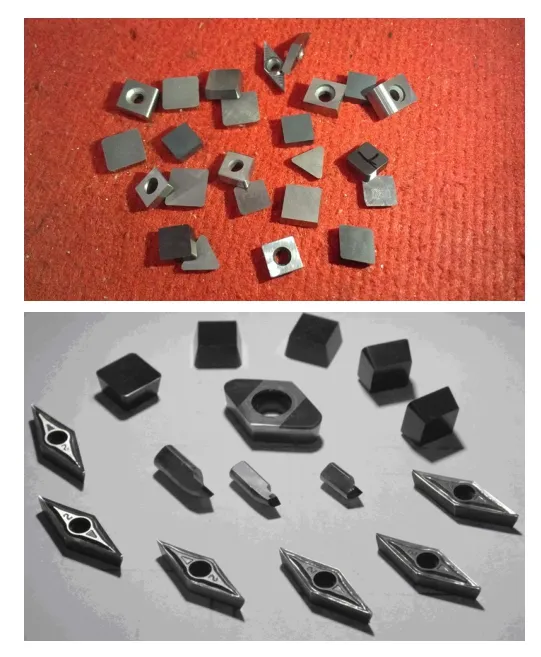
图2 加工的用户试磨件
其中,以2MK7130A为代表的数控可转位刀片周边磨床, 产品各项性能指标和机床工作精度,达到国外同类先进设备水平,打破了国外高端装备长期垄断我国精密可转位刀片加工装备市场的局面,产品已在国内多家用户得到示范应用。
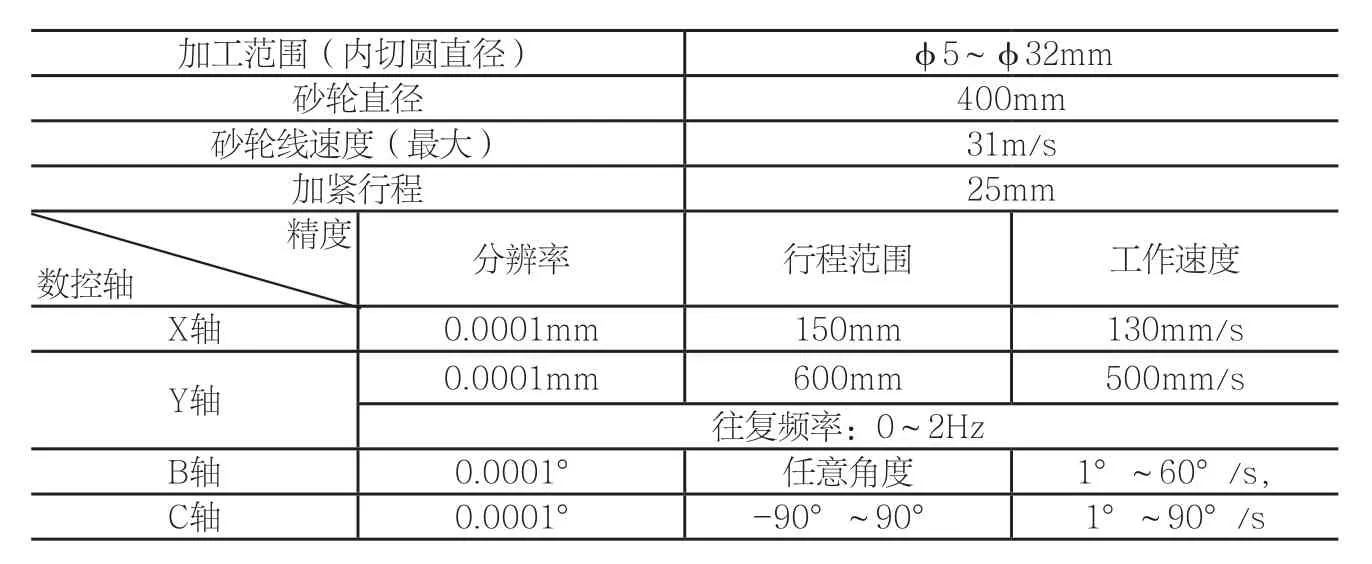
加工范围(内切圆直径) φ5~φ 32mm砂轮直径 400 mm砂轮线速度(最大) 31 m/s加紧行程 25 mm精度数控轴 分辨率 行程范围 工作速度X轴 0.0001mm 150mm 130mm/s Y轴 0.0001mm 600mm 500mm/s往复频率:0~2Hz B轴 0.0001° 任意角度 1°~60°/s,C轴 0.0001° -90°~90° 1°~90°/s
机床主要技术指标与国内外同类先进产品对比如下:

主要指标 国 外 2MK7130A 2MK7130 2MZK7150加工范围(内切圆直径) φ4~φ50 φ5~φ32 φ5~φ32 φ5~φ50砂轮直径 400mm 400mm 400mm 400mm砂轮线速度max 63m/s 31m/s 31m/s 120m/s行程范围X轴 160mm 150mm 150mm 160mm Y轴 539mm 600mm 170mm 590mm A轴 -22°~28°-22°~67° — — -25°~40°-25°~202°B轴 任意 任意 任意 任意C轴 -100°~110° -90°~90° -90°~90° -100°~100°
三、新技术应用情况
2MK7130A数控刀片周边磨床在设计开发时,借鉴了2MZK7150、2MK1730机床成熟的结构和工艺,结合计算机三维仿真技术、结构分析与优化、热力耦合等多种先进设计手段,特别是一些关键技术应用,对提升机床整机的性能和机床工作精度具有促进作用。
1.高刚性精密机床结构设计与制造技术
(1)概要
数控可转为刀片周边磨床主要由床身、两坐标工作台、回转工作台、头尾架、砂轮主轴、砂轮修整器、砂轮清洗装置、工件自动测量与自动定位装置、上下料机械手,辅以计算机控制系统、液压系统、润滑系统、气动系统、恒温冷却系统、油雾分离系统、安全防护装置等组成。
(2)创新点
根据整机结构布局和刀片加工工艺要求,建立整机数字模型,借助仿真分析技术对关键部件进行结构优化和热力耦合与分析,提高整机动静态特性和热特性,降低零部件热变形对刀片加工精度的影响,提高整机结构刚性、可靠性和精度保持性。
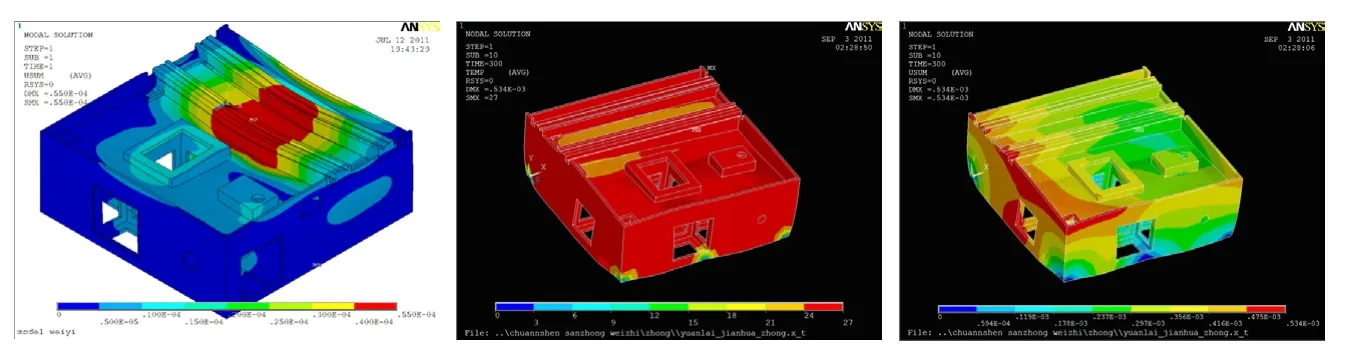
图3 床身位移云图、温度场分布、总变形云图
(3)技术特点
针对床身受环境温度变化和各种温度变化产生的原因,研究运动发热、切削发热及其热变形对床身几何精度、床身稳定性的影响,制定热平衡及热变形补偿技术策略。
经过床身结构优化,在机床载荷集中位置采用三角式或田格式加强筋增加床身刚性,采用自然时效处理方式,人工精密刮研,确保床身的几何精度稳定可靠。

图4 床身的时效处理和精密刮研
2.两坐标工作台设计与制造技术
(1)概要
安装在床身上两坐标工作台主要是为磨头提供X、Y向驱动力。刀片加工时,需要磨头纵向进给(X轴)、工件主轴回转(B轴)与回转工作台(C轴)三轴联动插补。有双面倒棱工艺要求的刀片,还需磨头磨头横向进给插补(Y轴)。
(2)创新点
两坐标工作台采用高精度滚珠丝杠驱动,精密丝杠专用轴承支撑,安装时合理预紧丝杠,提高系统刚性以及定位精度和重复精度。
工作台双向导向支撑可选用平V导轨、贴塑导轨和直线导轨等方式。鉴于工件材质均为难加工材料,且系统要求参与插补各轴运动灵敏,选用精密直线导轨作导向支撑,通过导轨和滑块间的油膜起到减震阻尼作用,降低振动对加工精度和工件表面质量的影响。
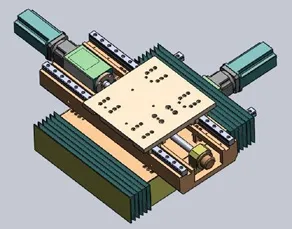
图5 两坐标工作台模型图
(3)技术特点
精密直线导轨具有精度高、运动灵活、互换性好、安调和维护方便等特点,装配时需对导轨接合面,丝杠轴承座安装基面进行精密刮研。为了满足插补轴较高的定位精度要求,还需配置直线光栅尺作为位置反馈元件,实现全闭环控制。由于机床工作时,磨削液中含有大量的高硬度粉末,需对两个方向的精密直线导轨、高精度滚珠丝杠副增加防尘、防喷溅等防护装置。
3.精密回转和分度定位技术
(1)概要
机床在加工带后角的多边形可转位刀片时,需要头架驱动刀片回转和刀片后角加工两个运动,都需要精密回转和分度定位技术,采用直驱技术或蜗轮蜗杆传动实现。
(2)创新点
直驱技术传动便捷,但生产成本和加工成本较高,而且结构复杂,还会引入因电机发热和密封对机床温控带来的不利影响。因此,选用一种高精度双节蜗杆-蜗轮副驱动技术,通过调节两节蜗杆间的间隙,达到消除蜗轮-蜗杆副反向间隙的目的,实现回转轴的精密分度。

图6 双节蜗杆-蜗轮副啮合检查
(3)技术特点
机床在加工这类刀片时,回转工作台和头架主轴都有精密分度和可靠定位的要求,采用双节蜗杆-蜗轮副传动可实现较大的扭矩传递,且传动过程中滑动啮合产生的噪音和振动小,借助其自身的反向自锁性,在液压锁紧辅助下,能可靠实现精密定位要求,通过精密位置检测元件,实现全闭环控制。该技术已取得实用新型发明专利。
4.精密砂轮主轴的设计与制造技术
(1)概要
砂轮主轴是刀片周边磨床的关键部件之一,主轴的热伸长、振动、轴端跳动等误差都会直接反映在工件上,主轴精度直接影响磨削工件尺寸精度和表面质量。
(2)创新点
根据周边磨床砂轮主轴三维模型的仿真分析,对砂轮主轴结构和支撑方式进行优化,配备平衡块或精密在线动平衡装置,并综合运用精密回转主轴抑振技术、强制冷却和恒温控制技术,降低主轴不平衡、震动和主轴热伸长对工件尺寸精度的影响。
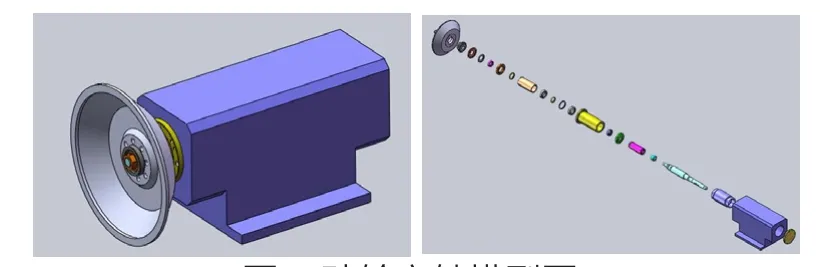
图7 砂轮主轴模型图
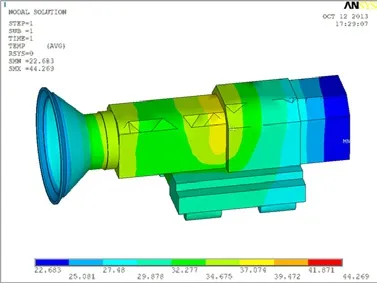
图8 砂轮主轴温度云图
(3)技术特点
精密砂轮主轴采用滚动轴承支撑,灵活合理的轴承配置形式能将大部分的磨削抗力有效地传递给机床床身,并限制主轴受热后向不影响工件尺寸精度的方向伸长。轴承采用强制油气润滑方式,在轴承润滑同时,高速气流将摩擦热量带出,可有效控制主轴热伸长引起的加工误差,防止连续加工时,超硬磨屑因冷却液喷溅对精密轴承造成损坏。
5.工件自动测量与自动定位技术
(1)概要
单件可转位刀片周边加工耗时较短,为适应批量生产模式,应该尽量减少人为干预机床正常工作,配备了柔性机械手实现工件自动上下料。由于同种规格刀片毛坯尺寸误差较大,为节约辅助时间,提高加工效率和合格率,机床配备有工件自动测量与自动定位装置。
(2)创新点
刀片加工前,预先设置好自动定位装置毛坯装夹位置。机床工作时,机械手将完工零件取下后,换上待加工刀片毛坯。工件自动夹紧后,自动定位装置返回初始位置。数控系统控制自动测量装置检测毛坯余量和装夹偏差数据,数据经后台程序运算后,系统自动分配各联动轴进给量,实现误差自动补偿。工件加工完工后,数控系统根据预先设定的尺寸公差对完工零件尺寸进行抽检,以判断工件是否合格和确定砂轮修整补偿量,实现砂轮自动修整和误差修正补偿。
对有双面倒棱工艺要求的刀片来说,机床还选配有刀片厚度自动测量装置。
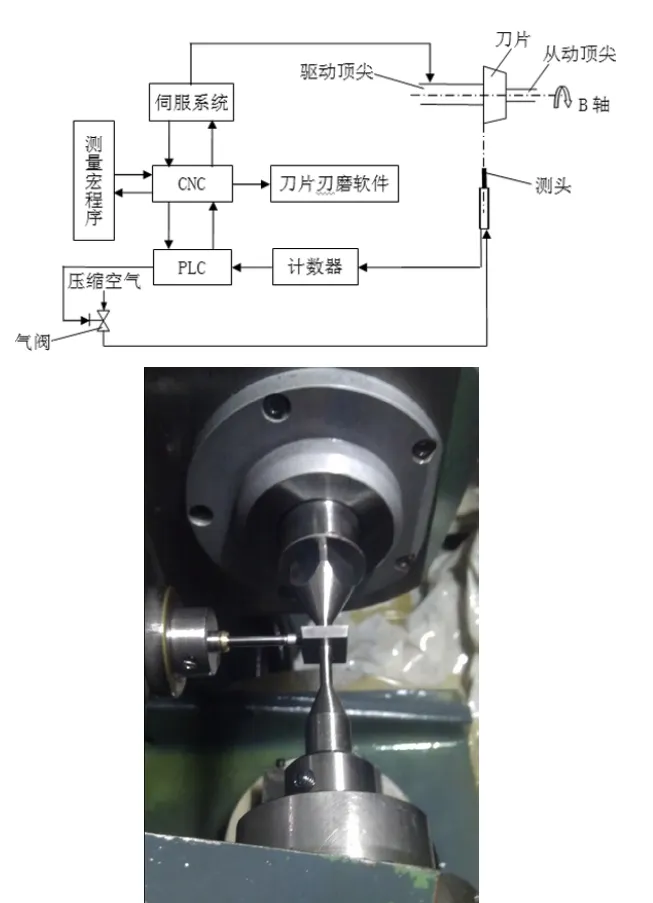
图9 机床自动检测系统结构图
(3)技术特点
刀片检测、定位均在机床上完成,由数控系统程序控制自动完成,避免因多次定位、装夹带来的重复误差,减少机床辅助时间,提高机床加工效率,可通过系统程序参数设置,对测量装置进行误差补偿。
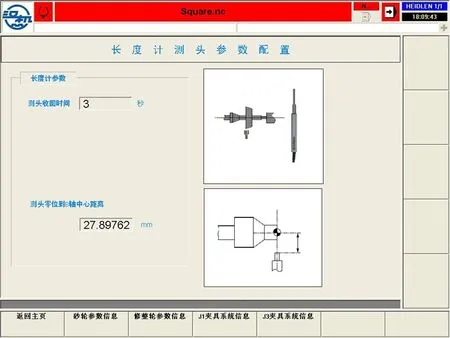
图10 测头误差补偿界面
6.砂轮在线清洗技术
(1)概要
可转位刀片磨屑呈细粉状,机床连续加工时,磨屑在冷却液作用下粘附在砂轮端面而来不及去除,造成砂轮钝化。机床配置有砂轮修整器,砂轮在加工一定数量刀片后,可根据系统设定自动完成砂轮修锐。
由于陶瓷、CBN材料刀片硬度大,为保证加工效率和加工质量,要求金刚石砂轮磨削时,时刻保持磨粒锐度。根据加工刀片材质,机床选配砂轮在线清洗装置,可满足金刚石砂轮实时修锐要求。
(2)创新点
加工陶瓷、CBN材质刀片时,金刚石砂轮快速钝化,造成机床加工效率和工件表面质量下降,甚至因砂轮堵塞导致冷却液无法进去磨削区,造成工件烧伤报废。
砂轮清洗装置的作用在于,清洗因砂轮磨粒空隙堵塞和对钝化磨粒修锐,确保砂轮锐度,提高加工效率和加工质量。通过数控系统程序控制,实现金刚石砂轮在线清洗。
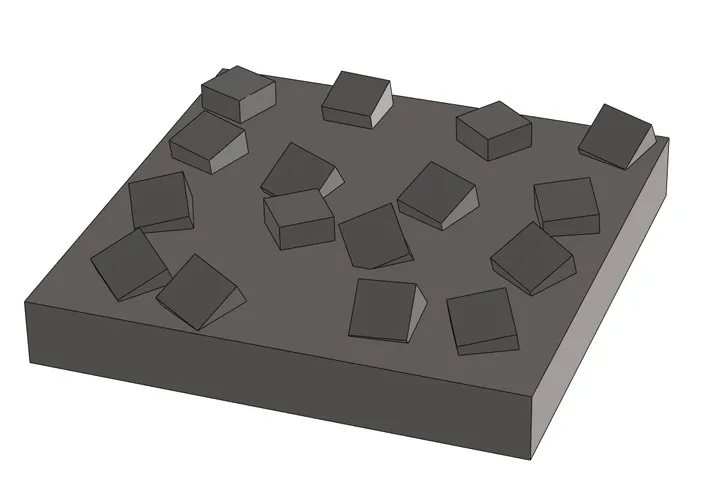
图11 虚拟金刚石砂轮三维视图
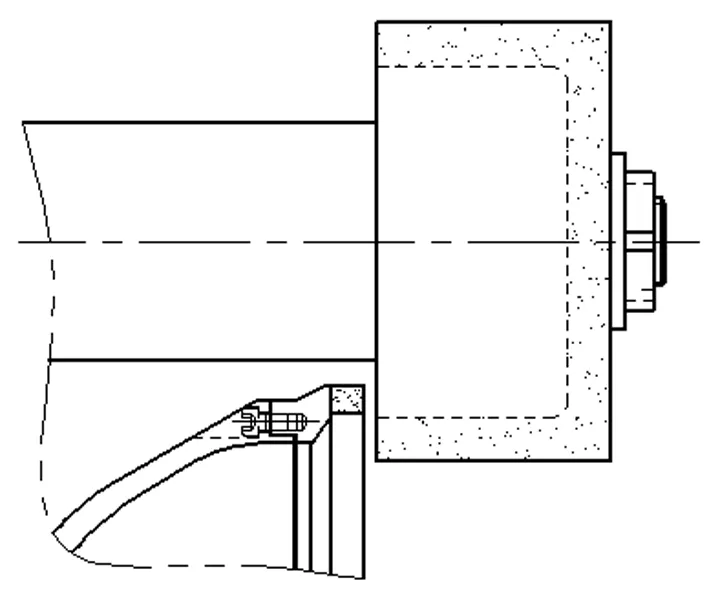
图12 砂轮在线清洗装置
(3)技术特点
砂轮清洗装置工作时,清洗砂轮端面与金刚石砂轮端面实时接触,金刚石砂轮参与工件磨削加工后即进入砂轮清洗区,数控系统控制砂轮清洗装置微量进给,确保清洗砂轮与金刚石砂轮实时接触,实现对金刚石砂轮的清洗和修锐。
该装置在结构布局上,有效利用砂轮周边空间位置,确保金刚石砂轮工作的同时清洗砂轮实时对砂轮金刚石磨粒清洗和修锐。通过数控系统参数设定和程序控制,实现清洗砂轮转速调节和进给误差的自动补偿,控制系统后台将补偿量分配给各插补轴,提高工件加工精度。
四、成果应用及推广情况
2018年4月,陕西汉江机床有限公司参展的2MK7130A数控可转位刀片周边磨床荣获第十届中国数控机床展览会(CCMT2018) 春燕奖,陕西汉江机床有限公司2MZK7150全自动可转位刀片周边磨床荣获CCMT2012春燕奖以来,在精密数控工具磨床领域的再次获奖,表明陕西汉江机床有限公司数控可转位刀片周边磨床系列产品结构和性能指标,得到了中国机床工具协会的一致认可,机床经过国内多家用户生产验证,技术水平和自动化程度满足国内刀片生产企业的要求,具备替代进口设备的能力。
图13 2MK7130A数控可转位刀片周边磨床获奖证书
经过陕西汉江机床有限公司多年来在精密数控工具磨床领域的潜心研究和技术积累,2MK7130、2MK7130A系列数控可转位刀片周边磨床结构日趋完善,机床配置经济合理,满足国内数控精密刀片制造市场需求。公司凭借在国内精密磨削领域的雄厚的技术实力和业界良好的信誉口碑,以及专业的技术支持和迅捷的售后服务体系,该系列产品已在浙江、深圳、江苏、成都、河北等多家用户成功应用示范。 □
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年3期)2019-02-27
机械与电子(2018年10期)2018-10-25
机电工程(2018年2期)2018-03-15
制造技术与机床(2017年7期)2018-01-19
