
不锈钢薄垫片精密加工工艺研究
2018-07-30 09:05程剑
机械工程师 2018年7期
程剑
(江苏省相城中等专业学校,江苏 相城 215000)
1 问题的提出
在管道横向限制件产品加工制造过程中,有一种不锈钢薄垫片零件,该垫片配套数量较多(30件/单台机组),奥氏体不锈钢(0Cr18Ni9)材质,厚度尺寸为8.4+(0.05~0.15)mm,长宽尺寸分别为1046 mm、489 mm,面平行度允差0.15 mm,面平面度允差0.4 mm,双面表面粗糙度分别为Ra1.6 μm和Ra6.3 μm。对于近0.52 m2大面积的不锈钢薄板件,要实现如此高的设计技术要求,其加工的技术难度不言而喻[1]。如果能够顺利解决这一技术难题,不仅关系到能否按期完成该重点工程项目,还可以为今后在类似高精度不锈钢薄垫片加工方面积累宝贵的经验[2]。
1)现有工艺方案。
仅工艺技术方案就制定了数种,其中主要试验方案有[3]:
方案一:剪切备料(δ=10 mm钢板坯料)→双面刨、铣去除厚度方向上的部分加工余量至δ=9 mm→采用工装过桥板解决工件的装夹、定位问题,在M7150/NB平面矩台磨床上正反磨削至图示尺寸→修整外形→检验测量。
方案二:等离子切割备料(δ=10 mm钢板坯料)→双面刨、铣去除厚度方向上的部分加工余量至δ=9 mm→采用专用设备,双面抛光成形处理至图示尺寸→修整外形→检验测量。
除以上常规加工工艺以外,技术组还委托一些专业冶金机械单位,尝试了冷滚压、双面同步挤压等特种加工工艺,但无一例外地出现了这样或那样的加工缺陷,尤其是平面度和平行度以及表面粗糙度这3项技术指标,根本无法同时保证产品设计技术要求。其中最为突出的一项技术难点在于:无法有效地解决工件在加工过程中或加工后,因出现缓慢的延迟变形,导致原本检验合格的工件出现严重的平面度超差等问题,严重影响了工件的成品加工合格率。
2)现有工艺方案技术分析。
在多次的工艺试验之后,我们对不锈钢材料的加工性能有了一定的了解,同时也对该垫片零件在各种加工工艺试验中出现的技术问题进行了细致、认真的分析,总结出垫片出现上述加工质量问题的主要技术因素有[4]:
a.奥氏体不锈钢材质本身对于机械切削加工的抗力特征十分显著,机加工性能较差,在加工过程中容易形成二次应力集中,导致工件出现较大的变形。
b.奥氏体不锈钢钢板在轧制后内部存在着大量的残余应力,且由于该种不锈钢本身具有良好的塑性和韧性,其内部的残余应力会在较长的周期内缓慢得到释放,因而造成垫片在机加工后发生较大的弹性变形。
c.奥氏体不锈钢较小的导热系数使得其在机加工切削过程中,即便是产生轻微的切削热量,也会给工件带来一定的变形,尤其对于薄壁、大尺寸类工件,这种变形会更加明显。
d.由于加工零件属于超薄件,且外形尺寸偏大,因此零件自身的刚度十分薄弱,在原材料中转、下料、机加工等每一道加工工序上都极易产生外力变形,且这种变形是无法通过后期单纯的人工或机械矫正实现零件的精密平整处理的。
e.零件在前期采用刨、铣、滚压等常规机械加工方法去除钢板毛坯余量的工艺,未能充分考虑到这些加工工艺方法的切削抗力对零件本身所造成的影响,致使零件在加工过程中的变形趋势加剧。
f.零件在后期精密磨削加工时,采用了粒度为60目的普通绿碳化硅砂轮。在切削过程中,砂轮黏附现象严重,容易出现堵塞现象,从而无法很好地控制加工切削热,使得工件在加工过程中,不断地发生着微量变形。同时,也不能很好地保证磨削面的表面粗糙度,致使工件无法达到设计制造要求。
2 新工艺设计构思
针对上述垫片在加工过程中产生的种种技术问题,根据多年积累的实践经验,结合机械加工工艺学、金属材料热处理学以及材料力学等专业技术,开发出一种适合高精度奥氏体不锈钢垫片加工的工艺。该工艺体系的整体构思如下:
1)备料。采用水切割的工艺方法解决零件在前期选用剪切或数控切割备料所带来的应力集中问题,对于合理分布材料在轧制时的残余内应力,获得较为稳定的备料尺寸是极为有效的(考虑到零件的8.4+(0.05~0.15)mm净尺寸和加工余量,零件选用10 mm的坯料)。
2)矫正。零件在备料工序后,安排一道矫正工序。对下料后的钢板坯料逐件采用平板机进行平整,要求经过矫正后,钢板坯料的整体平面度偏差小于1.5 mm。
3)外力固定。将经过机械矫正后的钢板坯料,以5块为一组,相互叠加放置在专用组合工装内,通过工装周边12只M36×220六角螺栓的连接固定,将5块垫片与上下工装模板牢牢压紧、压平。压紧螺栓时需注意对称施力,确保工件在各个方向上尽量受力均匀,相互间紧贴无间隙。
4)高温去应力热处理。采用石棉隔套保护联接螺栓光杆部分,工装螺母旋合端用耐火泥封盖后,将工装联合体置于箱式热处理炉中,进行870℃/2 h的高温去应力热处理,热处理工艺见图1。
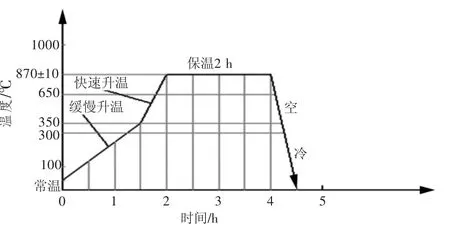
图1 高温去应力热处理工艺
5)板面精整。对经过高温去应力热处理后的垫片再次进行逐件的平面度检查,对于板面平整度误差超过1 mm的零件,需再次进行板面平整,直至满足要求为止。
6)制备定位工艺孔。对板面平整度达到预定质量控制状态的零件,安排一道外型尺寸的精加工工序,以修整零件在平整和热处理两道工序上所产生的微量尺寸跑偏。而后,按照零件设计图采用工装模板加工49-M8螺纹底孔,并按要求制备好螺纹。
7)粗磨。通过垫片平面上49-M8螺纹孔,采用内六角螺栓(M8×20)将垫片牢牢压在工装定位板二上,通过工装定位板二实现垫片在M7150/NB型平面矩台磨床工作台上的装夹定位。然后以较小的切削进给量磨完工件平面(切削进给量一般选择0.02 mm左右,以工件表面不出现色差为宜),待该磨削面全部显现后,将工件移出磨床工作台,拆分垫片与工装板二,翻转垫片后再将垫片与工装定位板固定,继续磨削另一面,直至该平面全部磨出为止。如此反复交替进行磨削,最终保证垫片的有效厚度在8.8~8.9 mm之间。但有一点值得注意:需选用36或46号粒度的单晶刚玉(SA/GD)或微晶刚玉MA(GW)砂轮进行磨削(有条件可配用极压乳化液作为磨削液),以确保磨削面的表面切削质量。
8)低温时效热处理。对完成粗磨工序后的垫片,按照前道热处理的工序准备程序,再次以5块一组,通过组合工装进行压紧、固定联接后,在箱式或井式热处理炉中,进行一次300℃、4~5 h的低温时效热处理,以进一步消除原材料中的各种残余应力,达到稳定和提高垫片平面度偏差的目的,热处理工艺见图2。
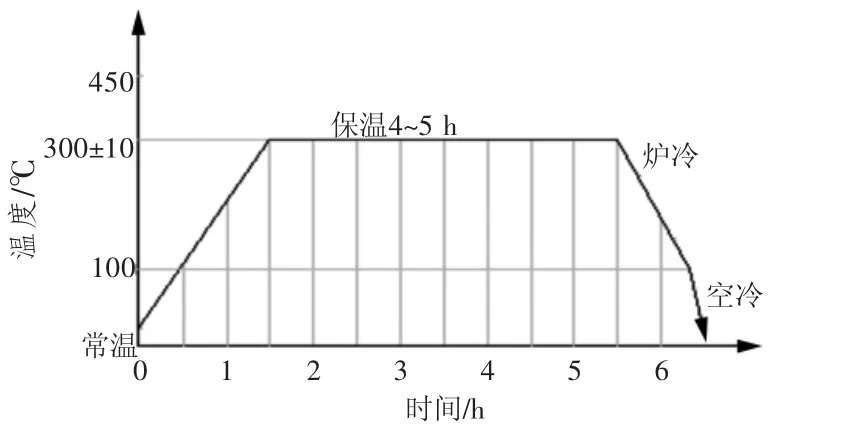
图2 低温时效热处理工艺
9)半精磨、精磨。将垫片再次按照粗磨工序安装程序与工装定位板装配定位后,在同一台M7150/NB型平面矩台磨床上,采用60号粒度的单晶刚玉(SA/GD)或微晶刚玉MA(GW)砂轮,以较小的切削进给量,正、反两面交替实施工件的半精磨、精磨,并定期加以测量,确保工件8.4+(0.05~0.15)mm的厚度尺寸。
10)成形孔加工。对完成精磨工序后的垫片平面上的28-M8工艺螺纹孔,进行扩孔、锪孔处理,完成28-φ8.7H13成形孔的加工。
11)外观处理。对垫片的外观质量进行必要的修整处理。
12)综合检验。对垫片实施逐件、全面的质量检测。
至此,该高精度奥氏体不锈钢薄垫片的整体加工工序完成。
3 新工艺技术分析
该加工工艺依靠以下技术论点作为有效解决高精度奥氏体不锈钢薄垫片这一加工难题的主要依据。
1)在下料工序方面,采用了切削加工抗力和热效率相对较小的水切割工艺,替代剪切、等离子切割等常规工艺,既保证了零件在下料工序上尺寸的精细化控制,又大大降低了零件的该工序上的应力集中程度。
2)舍弃了零件坯料采用刨、铣等加工方法去除前期加工余量的工艺,改为直接安排粗磨工艺,可以最大程度上减小钢板在前期机加工工序方面所产生的过量的变形量,缓解垫片后期消除内在残余应力的难度。
3)两次去应力热处理的工序安排,依靠专用辅助配套工装的控制和保证,技术可靠性较强。高温去应力热处理安排在下料、矫正工序之后,此时,钢板经过一系列的机械外力施压之后,内部留有大量的屈服抗力,如果不采用高温退火的热处理工艺方法,很难在短时期内清除这些残余应力,那么,零件在精加工之后,极易出现应力反弹,造成工件返工或报废的可能性较大。粗磨工序之后的低温时效热处理的安排,因此时工件中存在的内应力较小,且主要以前一次高温热处理时所产生的热应力为主,低温人工时效热处理可以起到缓慢释放材料内部的热应力、稳定工件固有加工精度的效果。这两次定向热处理,对于最大程度上消除工件和材料的各种内应力,起到了重要的作用[5]。
4)采用专用工装解决垫片在磨床工作台上的定位、装夹这一技术上的难题,既充分考虑了垫片的定位精度问题,又考虑到了垫片在定位中的均匀受力,对于保证和提高产品的加工精度和质量起到了关键作用。
5)采用单晶刚玉(SA/GD)或微晶刚玉MA(GW)类磨料砂轮,可有效解决砂轮面极易堵塞的问题,大大提高了工件磨削面的整体加工质量。
4 新工艺实践论证
1)质量论证。该加工工艺经过一段时间的实践应用验证,其技术性能指标完全达到了预期的目标。经对加工工件进行一段时间的质量跟踪监测,其结果显示:垫片厚度尺寸均可控制在8.40~8.50 mm;面平行度加工偏差控制在0.08~0.12 mm;面平面度加工偏差控制在0.15~0.25 mm,且双表面粗糙度均能达到Ra1.6 μm。成品一次检验合格率达到98以上,加工质量完全满足产品的各项设计技术要求。
2)加工效率。在实际生产过程中,我们制备了2件定位板,便于垫片在批量加工时的工序流转,大大缩短了加工过程中的辅助装夹时间。在保证垫片加工质量的同时,生产效率得到了较大提高。
5 结论
1)采用该工艺实施高精度不锈钢薄垫片类零件的加工,可以较好地解决常规加工工艺所无法解决的技术难题。在零件批量化生产的前提下,可以实现保证加工精度、提高生产效率、稳定产品制造质量等目标。
2)零件在实施高温去应力热处理时,应严格按照热处理工艺曲线图控制升降温的速度,避免因奥氏体不锈钢热处理工艺不当而产生“敏化”现象,降低材料原有的抗晶间腐蚀的能力。
3)选用合适的不锈钢磨削加工砂轮,并在加工过程中,定期对砂轮进行修整,保持切削刃的锋利,以减小砂轮的黏附阻塞,提高工件的磨削效率。
猜你喜欢
电站辅机(2021年2期)2021-08-19
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
失效分析与预防(2020年1期)2020-06-17
模具制造(2019年4期)2019-06-24
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
新乡学院学报(2016年6期)2016-12-01
Coco薇(2015年10期)2015-10-19
橡胶工业(2015年8期)2015-07-29
