
滚珠丝杠副螺帽回珠槽仿型铣具设计
2018-07-30 09:05岳林峰郭辉田辉许锋国
机械工程师 2018年7期
岳林峰, 郭辉, 田辉, 许锋国
(中航飞机股份有限公司 长沙起落架分公司,陕西 汉中723000)
0 引言
滚珠丝杠副装置是将旋转运动转变为直线运动或将直线运动转变为旋转运动,是传统滑动丝杠的进一步延伸和发展。滚珠丝杠副主要由螺母、丝杠、滚珠和反相器组成。丝杠和螺母之间以滚珠作为滚动介质。当滚珠丝杠副装置中的丝杠旋转时,内装滚珠一边沿丝杠螺旋滚道绕丝杠公转,一边还绕自身轴线自转。为防止运动过程中滚珠从滚道内滚出,一般都在螺母的螺旋槽两端设有回程引导装置或在螺母基体设置回珠螺旋槽,通过反相机构(如反相器和挡珠器)使内外螺旋滚道形成闭合回路,保证滚珠可在螺旋滚道与螺旋回珠槽顺畅循环。
1 传统螺旋回珠槽挂轮加工
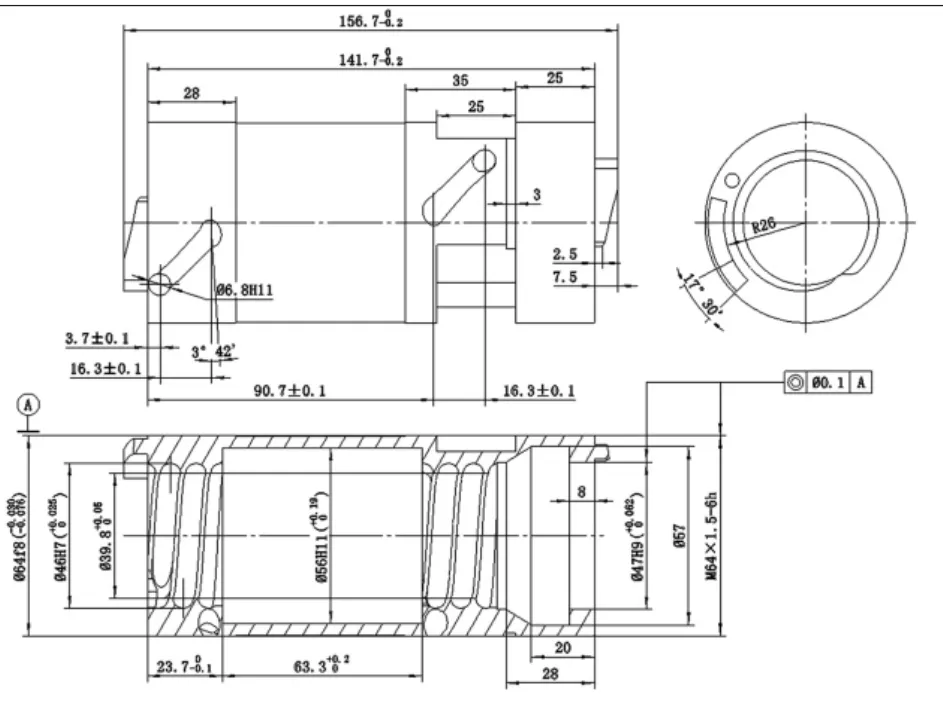
图1 螺帽二维图
螺帽作为飞机襟翼收放机构的关键核心件,其回珠循环方式属外循环中的典型螺旋槽式循环方式,通过在螺母基体外圆加工出螺旋回珠槽,使回珠槽两端4个空间孔与内螺纹滚道平滑相切过渡。螺帽回珠槽宽为6.8H11 mm、深为7H11 mm螺旋槽,其表面粗糙度Ra1.6 μm,与两侧φ6.8H11 mm空间孔圆滑切入螺帽螺旋滚道中(图1)。传统回珠槽的加工方法主要是挂轮加工法。
1.1 挂轮加工
挂轮加工主要利用铣床附件,在齿轮箱上通过挂轮和介轮调节传动比,来实现螺旋线铣削功能。挂轮加工方法又分为主轴挂轮法和侧轴挂轮法。
螺帽螺旋回珠槽主要采用侧轴挂轮法,原理是用一个分度头(如FW250型分度头)将侧轴与机床工作台进给丝杠通过一组交换齿轮连接。当手动旋转工作台上的分度头手柄时,传动链使纵向工作台产生直线移动,其传动原理与图2左图相同。铣削工件时,动力源是通过一组交换齿轮由机床工作台进给丝杠传给分度头,由分度头带动工件旋转实现螺旋槽加工。因此,挂轮比i的计算公式为

式中:z2、z4为主动齿轮的齿数;z1、z3为从动齿轮的齿数;40为分度头定数;p为纵向工作台进给丝杠螺距,mm;L为工件螺旋槽导程,mm。
螺帽采用工作台进给丝杠螺距p=6 mm普铣进行加工时,工件螺旋槽导程为186.49 mm(计算过程见第2节),则z2z4/(z1z3)=40×6÷186.49,则齿轮齿数可选择:z1=80,z4=60,z2=z3=C(C为常数)。挂轮加工常受挂轮和介轮齿数影响,传动比多为近似值,精确控制工件螺旋槽导程困难,加工效率低下。
1.2 仿型加工
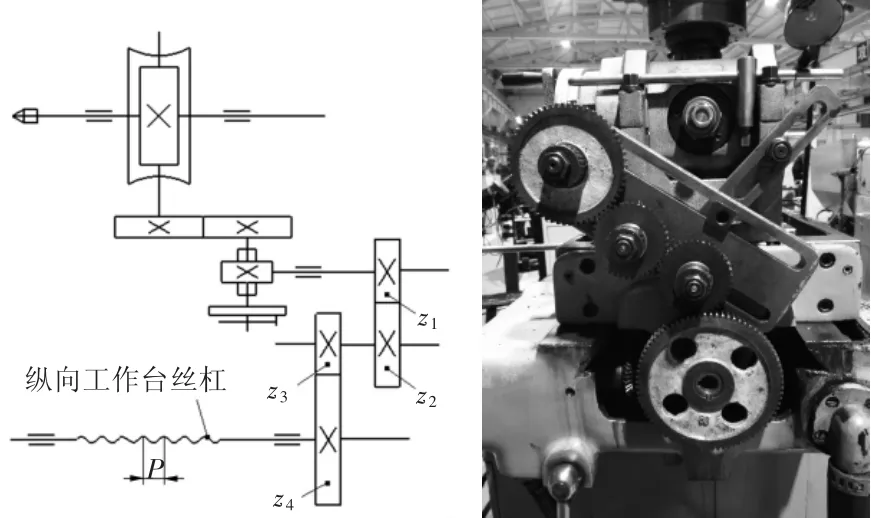
图2 挂轮加工原理及挂轮在普铣中的应用
仿型加工铣削是按照靠模进行加工,通常使铣刀沿着与工件形状完全相同或相似的靠模外形轮廓线作进给运动而获得的正确外形的加工方法。靠模与工件尺寸比不小于1,当靠模尺寸大于工件尺寸时,加工的零部件外形精度较高,反之亦然,一般取为1:1。螺帽仿型铣具与工件具有相同的螺旋角和旋升高度。
回珠槽仿型加工,主要利用螺旋升角与螺距关系,即

式中:θ为螺旋升角,(°);P为导程,mm;D为直径,mm;H为旋升高度,mm;l为旋升高度H的弧长。
2 手摇式仿型铣具设计及虚拟样机仿真
螺帽基体回珠槽为螺旋结构,两端呈一定斜角切入内螺旋槽,为确定回珠槽距或螺旋线长度,可以有2种方式:1)回珠槽进出孔位点确定,可以通过几何投影确定旋升高度,算出弧长;2)直接借助CAD/CAM软件确定孔位点,利用软件投影或缠绕工具直接作出回珠槽轴线,其余尺寸还可以借助测量工具直接获得。图1中工件外圆直径为φ64 mm,轴向H值为16.3 mm,可计算得弧长l为17.565 mm,则P=πDH/l=186.49 mm,θ=tan-1(H/l)=42.85°。
为提高普铣加工效率,依据仿型原理,可设计一款用于普铣加工回珠槽的手摇式仿型铣具。仿型铣具螺旋槽螺旋升角与螺帽回珠槽螺旋升角相同,同为42.85°,由于仿型铣具螺旋槽外圆直径为φ50 mm,轴向移动H值仍然为16.3 mm,则由螺旋升角公式可推导出P=145.64 mm。
2.1 仿型铣具

图3 手摇式仿型铣具结构图
仿型铣具主要功能部件如图3所示。在普铣加工螺旋槽前,可提前安排钳工工序加工出图1中4个空间φ6.8H11 mm孔的初始孔,将铣具拨销摇转至图3最右端(拨销与基座弹簧销轴的弹簧此时弹性变形最小),调节机床刀具位置于工件最右侧φ6.8H11 mm孔中心,将φ6.8 mm圆柱铣刀沿Z轴下降一个数值(设计值),随后缓慢而匀速地顺时针转动仿型铣具手柄,此时与手柄螺纹连接的拨销心轴带着工件螺旋转动,同时工件在轴向方向被插在拨销心轴的定位销推动,在基座中由一端螺旋转动至另一端。整个运动过程中,手柄带动工件转过42.85°,轴向移动16.3 mm,拨销与基座弹簧销轴的弹簧处于最大变形值,此时抬起刀具至一安全高度,一条回珠螺旋槽铣削成型,整个过程φ6.8 mm圆柱铣刀仅沿机床轴做往复运动。另一条回珠螺旋槽加工流程与之完全相同。
仿型铣具传动链为:摇动手柄→螺纹连接→拨销心轴螺旋转动→零件→回珠螺旋槽。
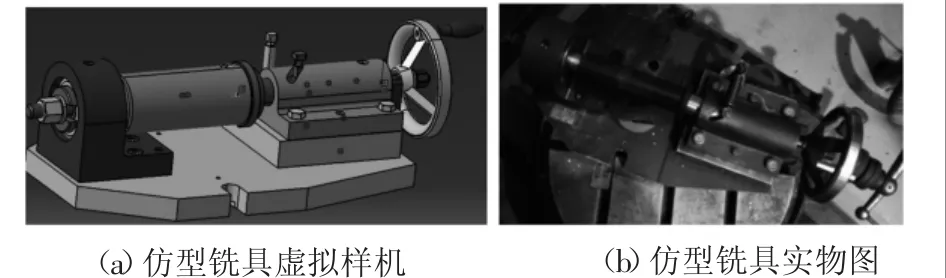
图4 仿型铣具虚拟样机及实物图
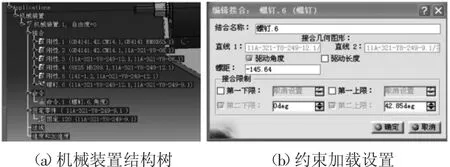
图5 机械装置结构树和约束加载设置
2.2 虚拟样机运动仿真
仿形铣具虚拟样机及实物图如图4所示。样机运动仿真借助CATIA软件DMU运动学模拟器模块进行,流程主要是:创建约束→加载动力源→浏览机制→模拟→分析结果。
加载运动副:在“DMU运动机构”模式下,对手柄、芯轴、止动销、螺帽依次进行“刚性”接触,对于仿型铣具螺旋槽部分进行“固定”,对芯轴、仿型铣具螺旋槽部分施加驱动命令“螺钉”接合,如图5(a)所示。
设置驱动方式:在“螺钉”接合菜单中点选“驱动角度”→“螺距”项设置值为“-145.64”。完成驱动命令设置,可在结构树中看到:“机械装置”-“自由度=0”,说明机构约束条件与驱动均已设置完成,可进行机构运动仿真(如图5(b))。
在仿型铣具三维虚拟样机中添加相应的运动副约束及动力源,提取工件数模一斜孔中心点的s(角度)-t(时间)运动轨迹图,螺帽回珠槽螺转角与理论螺旋槽转角值一致,机构运动仿真过程中,活动工件未出现干涉或越位现象,该虚拟样机功能特性可满足螺帽回珠槽加工需求。
3 结 语
仿形加工方法与挂轮加工法作为普铣螺旋槽类工件铣削的主要手段,加工的产品质量相对稳定,但对于滚珠丝杠副外循环方式,通过螺母外圆铣出螺旋槽,槽的两端钻出通孔并与螺纹滚道相切,形成返回通道的循环方式,后期基本上均需安排一道精加工工序,通过手工打磨保证内、外滚道槽与连接孔圆滑过渡。仿形铣具加工相对于挂轮加工而言,操作简单,加工的工件螺旋槽尺寸形位公差好。因此,仿型铣具可作为普铣加工滚珠丝杠副回珠螺旋槽的首选辅助装备。当然,为了进一步优化加工质量,提高生产效率,也可借助多轴数控机床,在一次装夹情况下,加工空间斜孔、回珠螺旋槽及相互衔接处,更好地保障尺寸一致性和产品质量。
猜你喜欢
家教世界(2022年1期)2022-11-21
家教世界·创新阅读(2022年1期)2022-02-19
意林·少年版(2021年22期)2021-12-09
制造技术与机床(2019年11期)2019-12-04
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
深圳职业技术学院学报(2015年5期)2015-11-30
河南科技(2014年14期)2014-02-27
