
平旋盘式微调镗排的设计
2018-07-25 06:40胡运林王春研
机械制造 2018年3期
□胡运林 □王春研
昆明学院自动控制与机械工程学院 昆明 650214
1 设计背景
微调镗排作为安装镗刀的装置,可以通过微调机构实现对镗刀刀尖到镗杆轴心线距离的精确调整,其调整精度直接决定加工孔径的尺寸精度。在目前应用的微调镗排中,所采用的技术不尽相同,如采用压电晶体进行补偿,可以实现对镗刀的径向尺寸进行微量调整,但调整量小,适合在自动加工中对刀具磨损进行自动补偿。较为普遍的调整方式是采用机械机构调整,如采用螺纹细分技术、斜面细分技术、差动螺旋细分技术等,一般均能达到微调刀径的目的,但普遍存在精调尺寸范围过小或不便于粗调尺寸等问题。
针对以上问题,笔者设计了一种平旋盘式微调镗排。这一装置精调尺寸范围大,且便于快速粗调尺寸,使用方便。
2 设计思路
平旋盘式微调镗排的机构传动系统如图1所示,主要设置有刀柄、刻度盘、行星架、第一中心轮、第二中心轮、宽齿行星轮、锥齿盘、小锥齿轮、滑块等构件,其中刻度盘、第一中心轮、第二中心轮和锥齿盘共轴,行星架可沿刻度盘上设置的滑道径向移动,实现宽齿行星轮与第一中心轮、第二中心轮的啮合和分离动作,构成齿轮开合机构。
行星架、第一中心轮、第二中心轮、宽齿行星轮构成少齿差机构。采用少齿差机构作为微调机构,可以获得较大的传动比,进而使微分效果显著,从而提高微调镗刀刀径的尺寸精度。
设第一中心轮的齿数Z1=99,第二中心轮的齿数Z2=100,由于第一中心轮与刀柄固定连接,当行星架下移,使宽齿行星轮与第一中心轮、第二中心轮啮合后,拧动刻度盘便能带动行星架旋转,从而带动宽齿行星轮旋转。

式中:n1为第一中心轮的转速;n2为第二中心轮的转速;nH为行星架的转速;Z1为第一中心轮的齿数;Z2为第二中心轮的齿数。
因第一中心轮与刀柄固定连接,则n1=0,由式(1)得:

如对刻度盘进行100等分圆周,则相对于刀柄转动一个刻度,刻度盘转动的转数为0.01 r。行星架设置在刻度盘上,可得星架转动的转数θH=0.01 r,则第二中心轮转动的转数θ2为:

第二中心轮与锥齿盘固定连接,滑块又与锥齿盘形成平面螺旋副,如锥齿盘的平面螺纹螺距为10 mm,则刻度盘相对于刀柄转动一个刻度时,滑块的移动距离S为:

可见,刻度盘每转一个刻度,镗刀的镗孔尺寸可调整0.001 mm。
锥齿盘和小锥齿轮啮合在一起构成锥齿轮副。当上移行星架,使宽齿行星轮与第一中心轮、第二中心轮脱开后,转动小锥齿轮,便能带动锥齿盘旋转,以实现快速粗调镗刀加工尺寸。
3 结构分析
平旋盘式微调镗排主要由挡圈、小锥齿轮、圆挡板、长方挡板、螺杆、刀柄、刻度盘、圆盘、滑块、镗刀、刀杆、紧固螺钉、轴用弹簧挡圈、轴承、行星轮、轴承体、第一平键、第二平键、扇形挡板、第一中心轮、第二中心轮、锥齿盘、内六方螺钉和紧定螺钉等组成,装置立体图如图2所示,装置立体分解图如图3所示,装置剖视图如图4所示。
行星轮通过两个轴承支承在轴承体上,并通过轴用弹簧挡圈实现轴向固定。轴承体设置在刻度盘的滑道内,螺杆安置在轴承体的螺纹孔中,并通过挡圈实现与刻度盘的轴向固定。第一中心轮通过第二平键固定连接在刀柄上,第二中心轮与锥齿盘固定连接在一起,且第二中心轮空套在刀柄上。圆盘通过第一平键与刀柄实现周向固定,并通过扇形挡板实现轴向固定。滑块安置于圆盘的滑道内,并与锥齿盘上设置的端面螺纹形成平面螺旋副。小锥齿轮通过圆挡板安置在圆盘上,通过安置挡圈与圆挡板实现轴向固定,并与锥齿盘形成锥齿轮副。刀杆安置在滑块上设置的锥孔内,镗刀安置在刀杆的方孔中,通过紧固螺钉实现镗刀与刀杆的固定连接。滑块通过紧定螺钉实现与圆盘的固定连接。
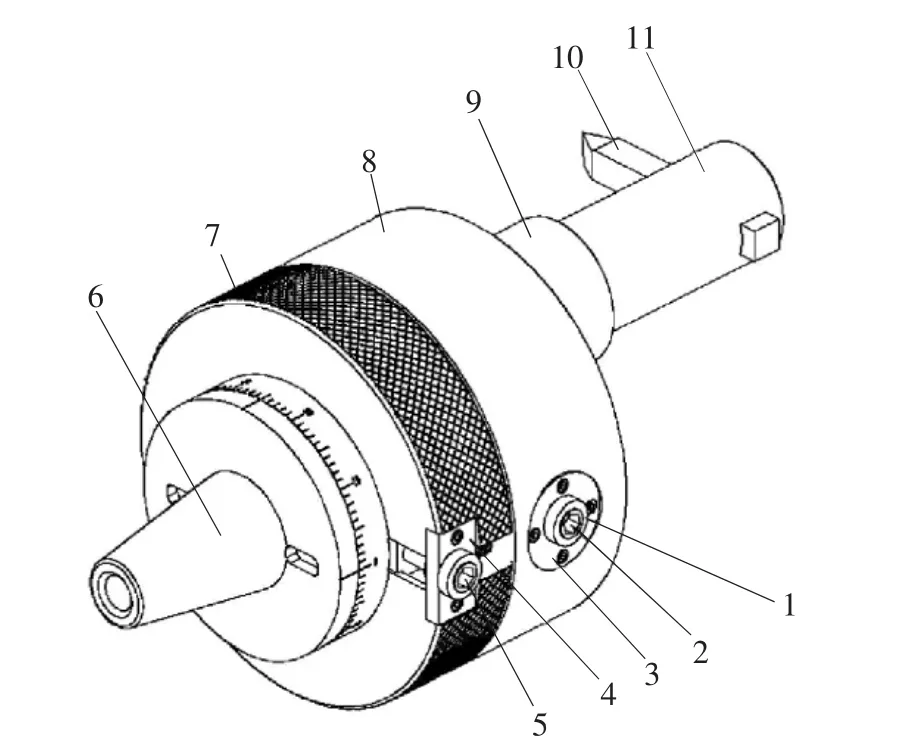
▲图2 平旋盘式微调镗排立体图
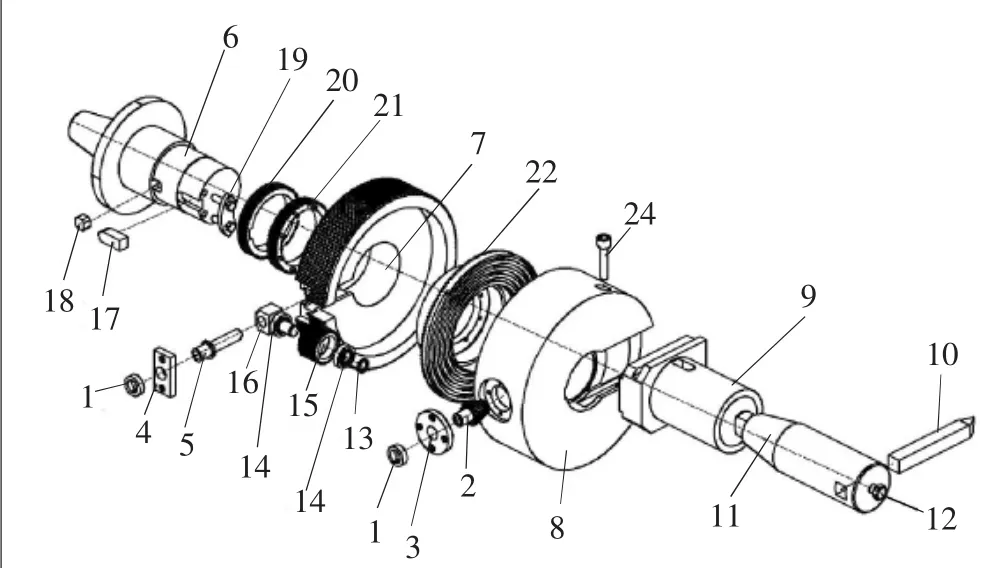
▲图3 平旋盘式微调镗排立体分解图
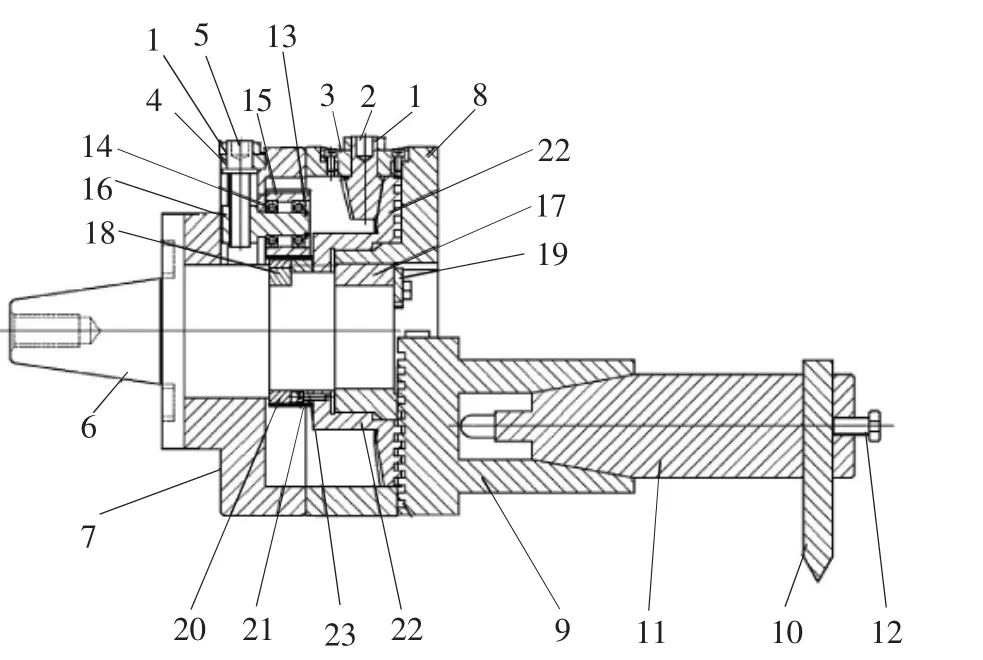
▲图4 平旋盘式微调镗排剖视图
4 应用特点
齿轮开合机构主要由轴承体和螺杆组成,当需要精确调整镗刀刀径时,拧松紧定螺钉,顺时针拧动螺杆,在螺杆和轴承体螺纹孔组成的螺旋副作用下,轴承体在刻度盘的矩形导轨内沿刻度盘的径向向中心滑动,从而带动轴承体上的行星轮,同时与第一中心轮和第二中心轮啮合在一起,通过拧动刻度盘实现刀径尺寸的精确调整。
当需要快速粗调镗刀刀径时,可逆时针拧动螺杆,在螺杆和轴承体螺纹孔组成的螺旋副作用下,轴承体在刻度盘的矩形导轨内沿刻度盘的径向向外滑动,从而使行星轮与第一中心轮、第二中心轮脱开,为粗调镗刀做好准备。拧动小锥齿轮,由于小锥齿轮和锥齿盘啮合在一起,因此便可带动锥齿盘旋转。锥齿盘上设置的平面螺纹与滑块上设置的平面螺纹形成平面螺旋副,这样便可带动滑块沿圆盘的径向移动,从而达到快速调整镗刀刀径的目的。
当镗刀调整到位后,可拧紧紧定螺钉,将滑块压紧在圆盘上,以实现滑块与圆盘的固定连接。
5 结束语
平旋盘式微调镗排采用少齿差行星齿轮机构作为微调机构,微调精度高。采用一对锥齿轮副作为粗调机构,调整过程简单且便捷。采用齿轮开合机构,实现了微调刀径尺寸和粗调刀径尺寸的动作切换。采用平旋盘式结构,刀杆径向调整范围大。
通过以上设计,使平旋盘式微调镗排使用方便,调整快捷。
猜你喜欢
乐器(2021年1期)2021-09-10
制造技术与机床(2019年11期)2019-12-04
北京汽车(2018年4期)2018-09-08
制造技术与机床(2017年3期)2017-06-23
婚姻与家庭·性情读本(2017年1期)2017-02-16
中国塑料(2015年9期)2015-10-14
广西民族研究(2014年6期)2015-05-05
制造技术与机床(2015年10期)2015-04-09
中学生数理化·高一版(2008年4期)2008-11-15
