
制动圆销扁销孔热冲模具的设计与应用
2018-07-25 08:18:22田建忠
金属加工(热加工) 2018年7期
■ 田建忠

扫码了解更多
制动圆销是铁道货车转向架制动系统中用于制动杠杆的连接件,通过安装制动圆销和扁尾销,可有效防止制动件的脱落和丢失,确保车辆的行车安全,是铁路新制货车和既有货车改造时强制要求使用的制动系列配件。
1. 制动圆销扁销孔制造工艺分析
制动圆销由头部和杆身两部分组成,材质为合金结构钢4 0 C r,杆身表面粗糙度为Ra6.3μm。杆身与头部采用一次温镦成形,加热温度不高于750℃,杆身与头部过渡部位不得切削加工成形,成形后的表面不允许存在折叠、飞边、毛刺、裂纹等缺陷,采用可控温度、可控气氛的热处理炉进行热处理,表面硬度为45~55HRC,淬硬层深度2~6mm,杆身表面脱碳层深度不大于0.15mm。成形后头部标识要求镦出凸字,字高4mm,字迹应清晰、完整。扁销孔不限制成形手段,要求成形后长度尺寸为18+10mm,宽度尺寸为6+10m m,根部圆角R1~R1.5 mm,扁销孔成形后需进行表面发黑处理,黑色氧化膜应达到GB/T15519中的优质膜。
制动圆销扁销孔加工部位的具体要求如图1所示。
根据制动圆销扁销孔加工部位的要求分析,扁销孔的成形方法大致有以下几种方案:
方案1:预制电极,采用电火花机床加工成形。
方案2:预钻底孔后采用线切割机床按照编好的程序切割成形。
方案3:预钻底孔后利用立式铣床加工成两端呈半圆状的长孔,再利用插床清除根部多余金属。
方案4:设计专用模具,一次将扁销孔热冲成形。
综合分析,其中方案1和方案2成形后精度较高,但存在效率低、成本高的弊端,方案3工序繁多,如接刀不好,会严重影响成形后的表面精度,只有方案4效率最高。由于是一次热冲成形,且孔深比较大,热冲后势必在扁销孔出入口处造成金属流向变化,影响产品外观质量,为此需在杆身处预留单边加工量1.5mm,成形后通过切削加工去除热冲后造成的表面缺陷,同时在模具设计时采用小间隙热冲工艺,以保证扁销孔成形后的质量。
成形后制动圆销三维效果如图2所示。
2. 制动圆销扁销孔热冲模具设计
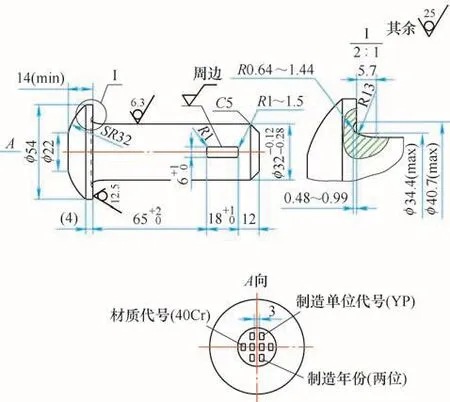
图1 制动圆销扁销孔加工部位要求
制动圆销扁销孔热冲成形时的冲击力非常大,扁销孔出入口处会出现不同程度缺陷,因此热冲成形时需加大制动圆销杆身处的直径,取单边余量1.5mm,毛坯料放置到模具型腔时,以杆身端部距扁销孔一侧12mm处定位,成形后通过切削加工的方法去除热冲造成的缺陷。车削加工时,应保证扁销孔距杆身端部尺寸12mm及倒角C5,长度截取时应严格按照镦头需要预留的金属重量来考虑,之后对圆销头部进行一次温镦成形,满足了成形后杆身与头部过渡部位不得切削加工成形的工艺要求。
图3为制动圆销扁销孔热冲模具结构。模座1与下模6通过内六角螺栓配合定位销连接在一起,导向销7与下模6为过盈配合,与上模8为间隙配合,上模8依靠导向销7与下模准确合模,毛坯端面与定位螺钉4侧面进行轴向定位。冲头9受上模8中扁长孔的约束与精确导向,单边间隙为0.10~0.15mm,通过冲头与上模扁长孔的精确配合,可对冲头起到有效的保护与导向作用,防止冲头折断后伤及模具。冲头与下模扁长孔的单边间隙采用小间隙配合,并应确保四周的间隙均匀一致,单边间隙控制范围为:0.30~0.35mm。上下模及冲头材质均采用3Cr2W8V热模具钢制造,热处理硬度58~65HRC。由于在制动圆销扁销孔热冲成形过程中,冲头承受了较大冲击力,操作时稍有不慎就有可能使冲头折断、崩刃,因此需准备一定数量的备品,以免影响正常生产。

图2 制动圆销三维效果
制动圆销扁销孔热冲成形选用设备为450kg空气锤,模具与工作台无需固定,可自由放置在设备的工作台面上。工件杆部采用中频感应局部加热,加热温度680~730℃,加热时间70~90s,并采用远红外测温仪进行实时测控,为防止过热现象,加热到规定温度后应迅速将工件毛坯放置于模腔内对扁销孔进行热冲成形。
具体操作时,当加热后毛坯放入模具定位后,首先应轻点气锤,使冲头轻微进入毛坯表面进行预定位,第二锤应施加重力向下冲压,一般情况下,第三锤即可将冲头连同多余金属冲出扁孔。使用过程中要注意对模具和冲头及时进行冷却,同时要及时清除模腔内的金属氧化皮。
制动圆销扁销孔热冲模具剖分结构如图4所示。
制动圆销扁销孔热冲模具三维效果如图5所示。
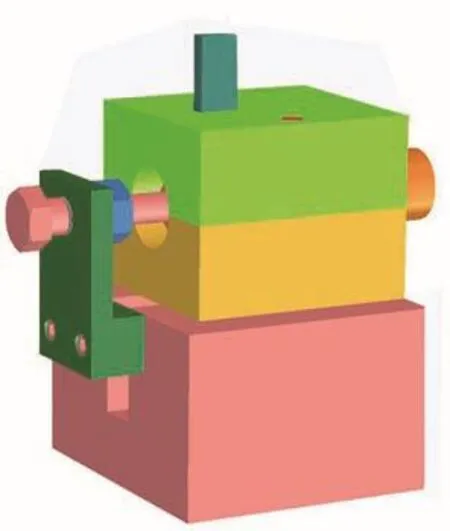
图5 制动圆销扁销孔热冲模具三维效果

图3 制动圆销扁销孔热冲模结构1.模座 2.内六角螺栓M6×30 3.定位块 4.定位螺钉 5.六角螺母M16 6.下模 7.导向销 8.上模 9.冲头

图4 制动圆销扁销孔热冲模具剖分结构
3. 结语
制动圆销扁销孔热冲模具投入使用后,产品质量满足了设计要求,生产效率也得到了极大提高。实践证明,该模具具有结构简单、制造容易、操作方便、效率效高的特点,为满足低成本制造创造了有利条件,同时对类似产品的深孔热冲成形也具有一定的借鉴和示范作用。
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
中国钼业(2022年5期)2022-03-24 10:42:01
建筑机械化(2021年9期)2021-09-30 08:52:08
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
制造技术与机床(2018年9期)2018-09-19 06:48:36
滇池(2017年5期)2017-05-19 03:23:19
