
密炼机新型微肋转子的设计及其混炼流场模拟分析
2018-07-23 07:34林广义赵辉绩孔令伟于晓东张士杰
橡胶工业 2018年11期
林广义,赵辉绩,刘 峰,孔令伟,于晓东,张士杰
(青岛科技大学 机电工程学院,山东 青岛 266061)
现有密炼机转子一般分为剪切型和啮合型两种,而剪切型转子以高剪切特性在橡胶行业中占据主要市场[1-2],其中四棱剪切转子是剪切型转子的典型代表。转子结构构型直接影响混炼效率和混炼胶质量[3-8]。为提高混炼效果,传统方法一般是增大转子长棱和短棱数量,加剧胶料紊流。但转子棱的增多必然会增加转子的制造成本,而且研究表明,六棱转子对橡胶混炼效果的提高并不显著[9-10]。
本工作汲取销钉转子的设计理念[11],对原有的四棱剪切型转子进行改进,在长棱与短棱之间增加若干微肋结构,其形状与转子短棱的形状相似且均有一定螺旋角度。微肋对称分布在转子两侧,同侧微肋间的螺旋方向相反,同时微肋凸棱的最大回转直径小于转子长棱和短棱的最大回转直径。微肋转子在不增加长棱和短棱的前提下,通过微肋结构强化转子的剪切分流作用,从而提高橡胶的混炼效果。
1 模型建立
1.1 物理模型
本研究所建立的微肋转子模型是在传统四棱剪切型转子的长棱与短棱之间加上两对微肋结构,如图1所示。

图1 四棱微肋剪切转子的物理模型
选用材质为不锈钢,转子棱峰、棱侧及端面堆焊耐磨硬质合金,经打磨、镀硬铬后抛光。四棱剪切型转子和微肋的参数[12]如下:中心距 320 mm,回转直径 370 mm,长棱轴向长度 480 mm,短棱轴向长度 120 mm,长棱螺旋角度 32°,短棱螺旋角度 45°,微肋螺旋角度 40°。
两对微肋对称分布在转子两侧,微肋棱长与短棱的棱长比为3/5,其中一对微肋的螺旋方向与短棱相反,另一对则与短棱相同,使胶料在微肋区域受到方向相反的轴向力,从而加剧胶料紊流,加强橡胶与填料混合。
1.2 基本假设
在综合考虑流场的几何特征、胶料特性、流动状态和加工条件等因素的基础上,进行以下简化假设:(1)胶料为不可压缩非牛顿流体,且忽略重力、惯性力等体积力;(2)胶料流动状态为幂律型层流,雷诺数较小,胶料充满整个密炼室,流体本构粘度方程符合Bird-Carreau模型;(3)胶料在密炼室内壁和转子外表面上无滑移;(4)流场各点等温,各物性参数不随温度变化。
1.3 有限元模型
密炼室内的空间减去两转子的体积形成胶料的流场。本研究运用Gambit中的网格重叠技术对密炼机内的胶料部分和微肋转子分别进行网格划分,如图2所示。

图2 胶料和微肋转子的有限元模型
胶料部分运用胶料边界条件设置单元网格,边界划分成100份。微肋转子选择四面体网格,网格尺寸为4 mm。胶料和微肋转子划分网格后共有872 786个单元、274 918个节点。
1.4 边界条件
(1)壁面边界条件:根据壁面无滑移假设,转子外表面胶料的速度与转子表面相同。
(2)压力边界条件:混炼过程中密炼室处于完全封闭状态,且胶料完全充满,流体没有进出口,因此转子高速转动时会产生较大的压力峰值,容易造成模型不稳定,故应对流场压力较低的区域进行零点压力设定,通过设置约束条件使模型求解过程稳定。
综上所述,对微肋转子流场进行有限元分析所设置的边界条件和胶料物理性能参数如下:密度 1.066 Mg·m-3,非牛顿指数 0.75,零剪切粘度 10 000 Pa·s,无穷剪切粘度 0,转子转速60 r·min-1,密炼室内表面速度 0。
2 结果与讨论
对比模拟分析微肋转子和普通四棱转子的混炼流场。
2.1 压力场
普通转子和微肋转子混炼流场的压力分布分别如图3和4所示。

图3 普通转子混炼流场的压力分布

图4 微肋转子混炼流场的压力分布
压力场对比分析如下:
(1)混炼过程中胶料的压力分布比较均匀,局部出现高压区和低压区,加速了胶料流动,有利于胶料混合及配合剂分散;
(2)混炼过程中存在负压区域,且微肋转子负压压力较小,普通四棱转子较大,这是由于转子棱增多使胶料从容积大的区域到容积小的区域次数比较多,导致负压区域增多,负压减小;
(3)在吃料一侧压力比较大,另一侧的压力比较小,这是由于在吃料一侧胶料剪切面的楔形区域受到挤压和剪切,从而产生较大压力;
(4)中间截面处的压力最高,越往转子侧面压力越小,这是由于转子转动时胶料沿转子楔形面从一侧向中间流动;
(5)在相同位置的截面处,微肋转子混炼流场的截面压力大于普通的四棱转子,这是由于微肋使胶料流动受阻,从而导致混炼压力增大。
2.2 速度场
普通转子和微肋转子混炼流场的截面速度分布分别如图5和6所示。

图5 普通转子混炼流场的截面速度分布
对比分析速度场如下:
(1)胶料在两转子之间和长短棱顶端与密炼室内壁之间的速度最高,在容积较大处胶料的流动速度最低,这是由于胶料在间隙较小处受到强烈挤压,迫使胶料流速加快;
(2)微肋转子混炼胶料沿轴向速度差值远大于普通四棱转子混炼胶料,且呈现从减小到增大的循环模式,其原因是微肋有一定的倾斜角度,且靠近短棱处微肋的旋转方向与短棱相反,造成流经微肋处时部分胶料受阻,流动速度下降,而另一对微肋的倾斜角度与短棱相同,促进胶料流动,造成胶料速度从减小再增大的趋势,使胶料的拉伸效果得到增强,胶料混合更均匀。
速度是矢量,在Polyflow模拟中可以用速度矢量云图表征胶料流动速度的方向,如图7所示。
从图7可以看出,上下两个面上的胶料向左流动而转子中间的胶料向右流动,使得胶料在混炼过程中可以沿着转子楔形面往复流动,而且微肋的加入并没有影响胶料的整体流动方向。另外,胶料流动速度从转子中心到两侧呈减小趋势,使上下层胶料间产生速度梯度,有一定拉伸作用。
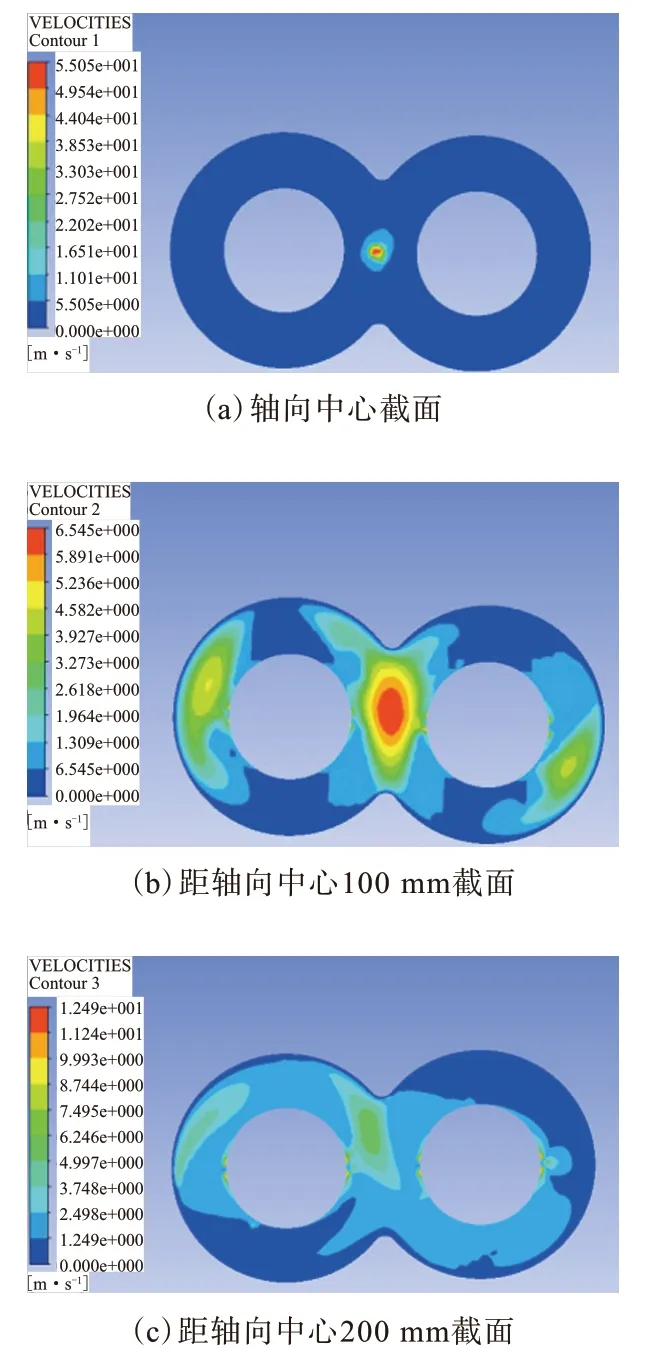
图6 微肋转子混炼流场的截面速度分布
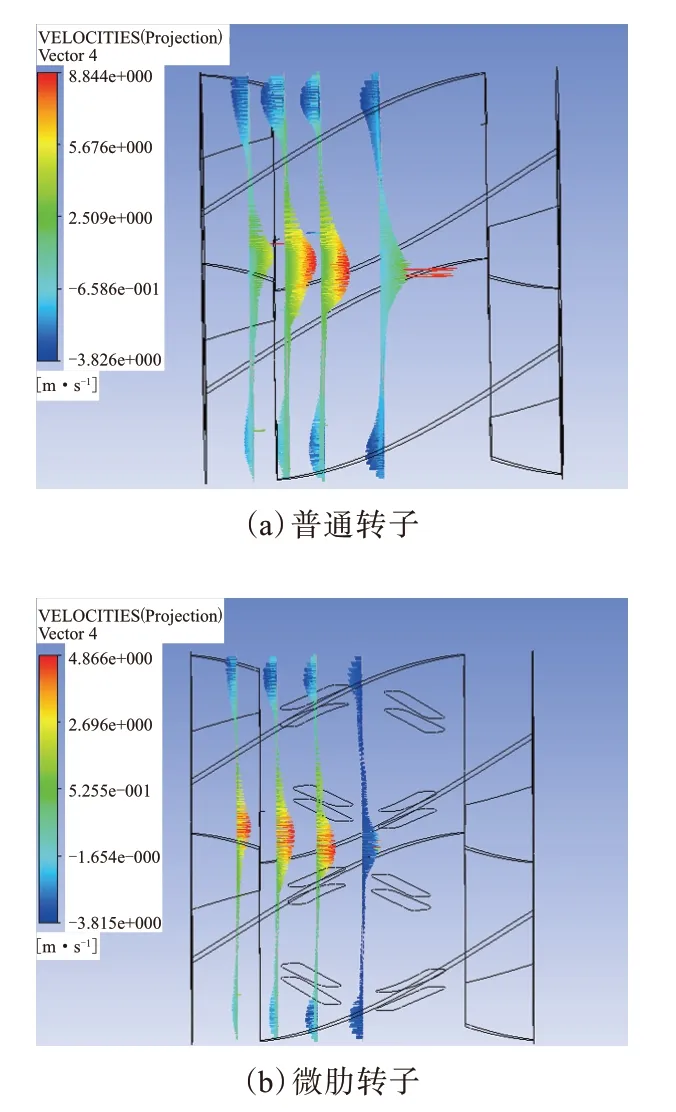
图7 转子混炼流场的速度分布
2.3 粘度场
普通转子和微肋转子混炼流场的粘度分布分别如图8和9所示。

图8 普通转子混炼流场的粘度分布
从图8和9可以看出,长棱和短棱棱顶部位胶料的粘度最小,这是由于棱顶部位是混炼高剪切区域,胶料受到强剪切作用而致粘度下降。
对比图8和9可知:两种转子混炼流场的粘度最高值相差不大,但在两转子之间捏合区域胶料的粘度有一定差异,微肋转子中间捏合区域的胶料粘度较小;微肋的加入使转子的低粘度范围扩大,说明微肋使胶料受到的剪切作用增强。
2.4 混合指数
普通转子和微肋转子混炼流场的混合指数分布分别如图10和11所示。

图9 微肋转子混炼流场的粘度分布
从图10和11可以看出,胶料混合指数最高的区域在两转子中间,最高值可达到0.9以上,而胶料混合指数最低区域一般集中在短棱和长棱棱顶及密炼室内壁区域,其值一般在0.5以下,说明在两转子中间部位胶料主要受拉伸作用,而在转子棱顶与密炼室内壁部位主要受剪切作用。
对比图10和11可知:用微肋转子混炼胶料时,胶料的最大混合指数增大,混合指数值在0.6以上的区域减小,说明微肋使胶料拉伸区域得到集中和加强;微肋的加入使胶料的高混合指数区域减少,尤其是在微肋处胶料混合指数明显下降,胶料受到高剪切的区域增多,这说明微肋使转子的剪切作用加强,而且胶料受剪切、拉伸交替变化区域增多,有助于填料在胶料中的混合和分散。
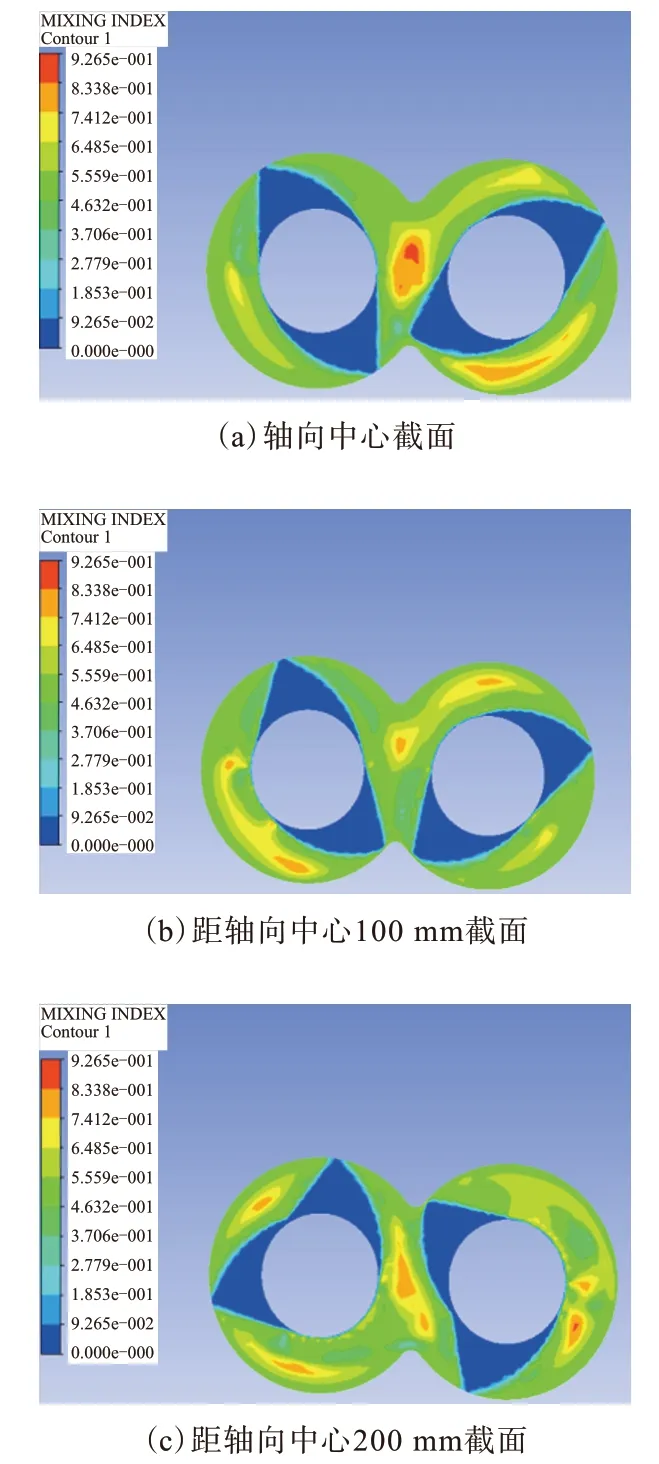
图10 普通转子混炼流场的混合指数分布
3 结论
利用有限元分析方法并运用计算流体动力学分析软件Polyflow对比模拟分析微肋转子和普通四棱转子的混炼流场,得到以下结论。
(1)压力场:两种转子在混炼胶料过程中压力分布比较均匀,局部出现高压区和低压区,且微肋转子高压区压力最大值大于普通四棱转子,低压区的低压值则较小。
(2)速度场:微肋转子混炼流场在轴向截面上速度变化梯度较大,有助于提高胶料的拉伸效果。速度矢量云图显示,微肋的加入没有对胶料的整体流动趋势产生影响,且使上下层胶料产生速度梯度,有助于提高胶料的拉伸效果。
(3)粘度场:在两转子之间胶料粘度最小,说明该位置是高剪切拉伸区域;微肋的加入使转子中间捏合区域胶料粘度减小,且低粘度区域扩大。
(4)混合指数:微肋的加入使胶料高混合指数区域明显减少,尤其是在微肋处胶料混合指数明显下降,胶料受到高剪切的区域明显增多,且使胶料受剪切、拉伸交替变化区域增多,有助于填料在橡胶中的混合和分散。
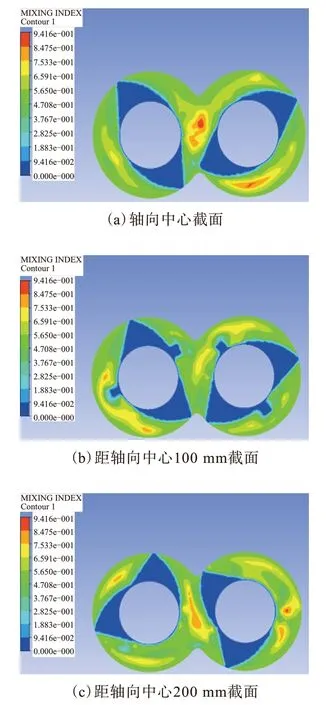
图11 微肋转子混炼流场的混合指数分布
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
橡胶科技(2022年9期)2022-09-29
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
矿产勘查(2020年11期)2020-12-25
航空发动机(2020年3期)2020-07-24
模具制造(2019年10期)2020-01-06
中国塑料(2016年1期)2016-05-17
汽车实用技术(2015年8期)2015-12-26
铁道科学与工程学报(2015年4期)2015-12-24
