
11-38 12PR KT676拖拉机驱动轮轮胎的设计
2018-07-21 06:02赵海燕焦世新王柱庆
橡胶科技 2018年10期
赵海燕,焦世新,王柱庆
(新疆昆仑工程轮胎有限责任公司,新疆 库尔勒 841011)
随着经济和农业技术的快速发展,农业机械化程度逐步提高,较大规格农业轮胎需求量呈直线上升。为满足国内外市场需求,我公司在进行广泛的市场调研后,开发了农业轮胎系列产品。现将11-38 12PR KT676拖拉机驱动轮轮胎的设计情况简介如下。
1 技术要求
根据GB/T 2979—2008,确定11-38 12PR KT676拖拉机驱动轮轮胎的技术参数为:标准轮辋 W10,花纹型号 KT676,充气外直径(D′) 1 540 mm(1 517.2~1 568.5 mm),充气断面宽(B′) 305 mm(292.8~323.3 mm),标准充气压力 250 kPa,额定负荷 2 495 kg。
2 结构设计
2.1 外直径(D)和断面宽度(B)
合理设计轮胎模腔尺寸是保证成品轮胎充气外缘尺寸和使用性能达到要求的关键。确定适合的B可提高轮胎胎侧刚性,防止胎侧屈挠增大而造成水平轴偏移。参考我公司相近规格轮胎的膨胀率,为保证充气轮胎的外缘尺寸在要求范围内,本设计外直径膨胀率(D′/D)取1.006 5,断面宽度膨胀率(B′/B)取1.051 7,则D为1 530 mm,B为290 mm。
2.2 行驶面宽度(b)和弧度高(h)
拖拉机主要在农田作业,其轮胎必须具有较好的牵引性和通过性。适当增大b和减小h,可增大轮胎与土壤的接触面积,减小轮胎对土壤的压力,提高轮胎的行驶稳定性。本设计b/B取0.982 7,则b为285 mm;h/断面高(H)取0.107 1,H为280 mm,则h为30 mm。
2.3 胎圈着合直径(d)和着合宽度(C)
拖拉机轮胎作业时承受垂直负荷和切向牵引力的作用,由于充气压力低,轮胎在牵引力的作用下易在轮辋上滑动,导致胎圈磨损,为保证胎圈与轮辋紧密着合,本设计d与轮辋直径相同,轮辋直径为970 mm,则d取970 mm;C比轮辋宽度小12.7 mm(0.5英寸),C为254 mm。
2.4 断面水平轴位置(H1/H2)
拖拉机轮胎胎面花纹较深,作业时应力主要集中在冠部,易出现断面水平轴上移或冠裂等现象。因此,H1/H2应取较小值,以使轮胎断面水平轴向胎圈方向移动,减少花纹块应力集中,同时有利于轮胎牵引力传递。本设计H1/H2取0.666 7,则H1为112 mm,H2为168 mm,胎趾倾角取5°。
轮胎断面轮廓如图1所示。
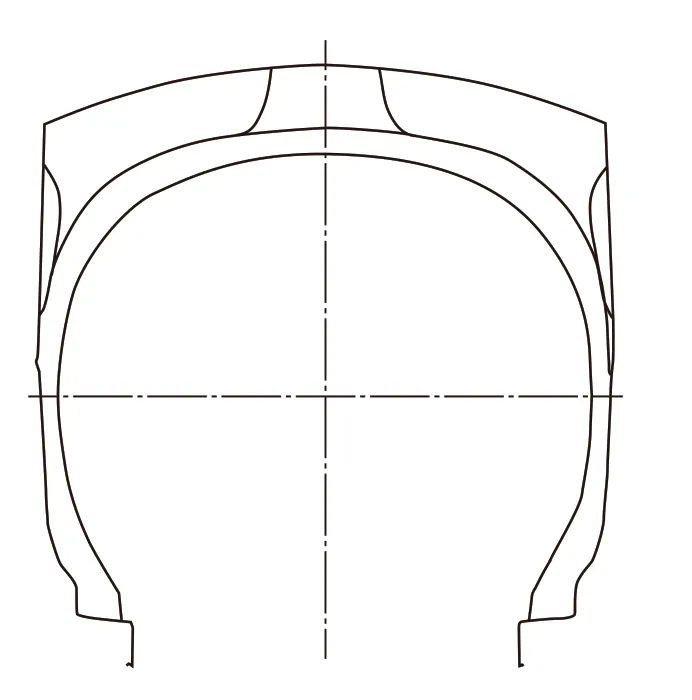
图1 轮胎断面轮廓示意
2.5 胎面花纹
本设计胎面采用型号为KT676的人字形花纹,花纹深度为32.5 mm,花纹周节数为28,花纹饱和度为29.85%。为提高花纹块根部抗裂性和稳定性,减小轮胎在作业时花纹块移动,适当增大了花纹块支撑角度,即前支撑角度为12°~16°,后支撑角度为16°~20°;同时,增大花纹块根部连接弧以加大花纹块根部胶料厚度。
胎面花纹展开如图2所示。
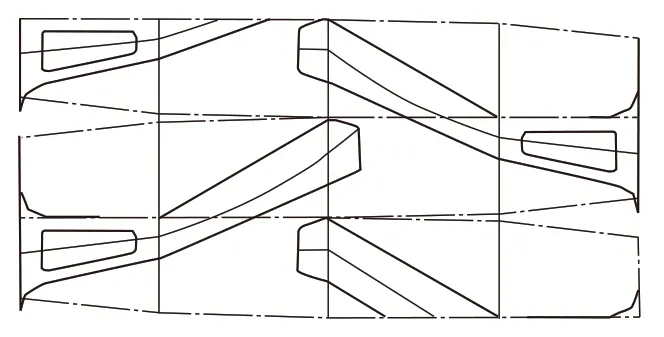
图2 胎面花纹展开示意
3 施工设计
3.1 胎面
优化胎面胶配方,使胎面胶的耐磨性能、抗刺扎性能和抗切割性能好;胎侧胶采用耐屈挠性能和耐老化性能好的专用配方。
胎面采用两方四块结构,复合挤出。胎面长度为3 215 mm,胎面总宽度为790 mm,基部宽为480 mm,胎冠厚度为33.0 mm,胎肩厚度为27.0 mm,胎面质量为46.6 kg。
3.2 胎体
胎体采用6层加密1400dtex/2V2锦纶6帘布,6#胶体帘布层上贴缓冲胶片,以增强冠部抗冲击能力,胎体帘布贴合方式为4-2。胎体安全倍数为10.4,可满足轮胎较苛刻的作业条件。
另外,适当增大胎冠帘线角度,可以提高胎冠周向刚性,减小胎冠变形,提高轮胎在农田中的通过性。增大胎体帘布裁断角度可增大胎冠帘线角度,本设计胎体帘线裁断角度取34.5°,成品轮胎胎冠帘线角度为52.296°。
3.3 缓冲胶片
缓冲胶片采用天然橡胶/顺丁橡胶并用胶,其与胎面和胎体的粘合性能好。缓冲胶片厚度为0.4 mm,宽度为350 mm,成型贴合时压实,不得有皱褶和气泡。
3.4 胎圈
钢丝圈采用直径为0.96 mm的19#回火钢丝制备,钢丝排列方式为8×9,钢丝圈直径为984 mm。三角胶尺寸为10 mm×18 mm,这样可确保胎圈坚固且有足够的强度和刚性。胎圈部位的材料饱满且均匀向胎侧过渡,减少了成品装配线部位出现疤痕和缺胶现象。
3.5 成型工艺
轮胎成型采用直径为1 090 mm半芯轮式成型机,胎里直径与机头直径之比为1.321,帘线假定伸张值为1.031,计算机头宽度为600 mm。胎体成型反包高度是影响胎侧强度的重要因素,由于拖拉机轮胎充气压力低、胎体薄,半成品易变形,成品轮胎易下沉,因此增大胎体反包高度,反包点延至水平轴上方,可提高胎侧刚性,减小轮胎下沉量,避免胎侧应力集中。
3.6 硫化工艺
采用蒸汽式硫化机硫化,正硫化条件为145℃×65 min,硫化机动力水压力 ≥2.1 MPa,内压蒸汽压力 ≥0.8 MPa,内压冷水压力 ≥2.0 MP,循环过热水出口温度 ≤160 ℃,内压一次过热水压力 2.2~2.5 MPa,内压二次过热水进口压力 ≥2.75 MPa,内压二次过热水进口压差 ≤0.3 MPa,外压蒸汽压力 0.32~0.35 MPa,后充气压力 (0.35±0.05) MPa。成品轮胎外观整洁,无明显疤痕和缺胶的现象。
4 成品性能
4.1 外缘尺寸
在标准充气压力250 kPa下安装在标准轮辋上的成品轮胎D′和B′分别为1 555和312 mm,符合GB/T 1192—2008要求。
4.2 物理性能
成品轮胎的物理性能如表1所示。从表1可以看出,成品轮胎的物理性能达到企业标准要求,完全满足GB/T 1192—2008要求。

表1 成品轮胎的物理性能
5 结语
11-38 12PR KT676拖拉机驱动轮轮胎成品外观质量优良,充气外缘尺寸和物理性能达到国家标准要求。该轮胎批量生产并投入市场后,其耐磨性能、抗刺扎性和牵引性能等受到用户一致好评。该轮胎为企业创造了良好的经济和社会效益。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
轮胎工业(2022年7期)2022-11-25
北京汽车(2020年5期)2020-11-05
中国金属通报(2020年4期)2020-07-04
汽车工程学报(2019年6期)2019-04-07
钻探工程(2019年3期)2019-03-22
钻探工程(2019年1期)2019-02-13
橡胶工业(2018年10期)2018-07-23
军民两用技术与产品(2017年13期)2017-09-07
制造业自动化(2017年2期)2017-03-20
