
优化设备液压与润滑管理,降低设备运行费用
2018-07-20 06:54张中刚
冶金动力 2018年8期
张中刚
(宣化钢铁集团有限责任公司设备能源部,河北张家口 075000)
引言
随着科学技术的不断进步,设备“零故障”成为钢铁企业设备管理者追求的目标,而做为设备“血液”的润滑油品管理水平的好坏,直接决定着设备是否高效稳定运行。目前,宣钢设备润滑管理还停留在粗放型管理状态,在润滑油品的使用上,一些低性能油品在宣钢仍大量使用,从管理上存在润滑管理大而不精,“五定”管控力度不够,以及对润滑、液压系统细节问题注意和处理的不细等问题,造成了油品用量居高不下,设备运行成本偏高,严重影响了设备的使用寿命,为此,做为企业精细化管理的最基础环节,润滑的精细化管理势在必行。
1 健全制度,规范操作,改进工艺,延长寿命,降低消耗量
(1)在设备液压、润滑管理工作当中,对设备润滑标准及很多设备润滑管理提出了更细化的要求,组织各单位液压、润滑专家进行讨论,最终编制下发了《液压、润滑油站管理办法》。根据管理办法中的技术管理、6S管理和消防安全管理,组织各单位推行液压、润滑标杆站,每月推行申报一批,验收一批,各单位组织内部向标杆学习,并且统一液压、润滑油站标识牌和检查看板,强化设备润滑工艺流程管理,最终达到油站个个达标,将全公司液压、润滑管理提高一个水平。目前全公司418个液压、润滑油站全部通过验收达标。
(2)在加强工艺流程管理的同时,将无泄漏管理工作纳入润滑管理范畴,将设备泄漏治理与油耗挂钩,对非常规耗油,组织分析,并对责任单位进行严肃考核,各单位引以为戒,加强设备润滑基础管理。
(3)宣钢实施开展了设备状态受控点项目。通过选取受控点设备,建立润滑受控点,进行各受控点的在线监测,定期进行取样、检测分析,并由专业检测人员出具诊断报告。油品检测分析通过“设备状态信息发布系统”(图1)及时发布,润滑各级人员可随时查询受控点设备的油液监测数据、理化指标分析、诊断报告等状态信息,为准确把握油品在线运行状态提供了科学依据。共计对105台(套)在线设备进行了油质的检测分析和信息发布,检测点数据达到196个,其中,正常设备57台(套),由于油质理化指标变化需引起注意设备35台(套),异常设备必须立即进行处理的设备1台(套)(一钢轧厂3#转炉倾动稀油润滑系统)。对需要引起注意设备及异常设备,各单位均采取措施进行了改进和处理,达到了预期效果。
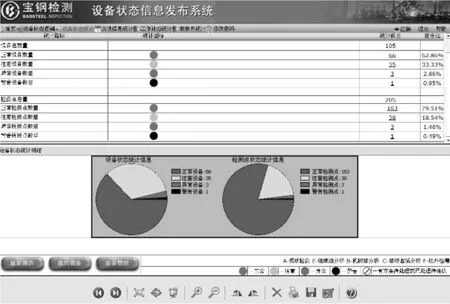
图1 设备状态信息发布通系统
结合设备润滑状态发布系统发布的油液监测报告及实际运行状况,将油液监测周期由过去的6个月缩短为3个月,同时缩短了在线滤芯定期更换周期,改变原来每年2次换油的模式,根据油液劣化趋势的分析,按照油液实际运行指标换油。对使用中的油品进行抽查检验,预期更换的油品进行检验,将以前的定期换油变为定质换油。实施设备状态受控点项目,为液压润滑设备稳定运行保驾护航。
2 引用新技术新材料,提升设备密封性能
针对不同液压介质,选择合适的密封件材质与之相匹配,避免密封件与液压介质产生化学反应导致密封失效引发的泄漏问题。目前焦化厂做为试点,已将水乙二醇液压系统密封件统一为丁腈材质;矿物基油液压系统密封件统一为聚氨酯和氟橡胶材质;油管接头密封件统一为氟橡胶组合垫,从根本解决液压系统泄漏隐患。
3 油品整合升级,方便使用及管理
对宣钢在用润滑油品进行升级换代,在保证设备安全稳定运行的基础上,通过组织专门队伍进行科学合理的理化分析对比,对各生产厂除中石化以外的油品进行替代,满足了现代机械设备对润滑油品高性能、通用化,长寿命的要求的同时,也大幅改变了设备的润滑面貌,降低了油品、设备的消耗,节约了设备运行成本。对性能指标相同、工况满足要求的油品由宝特润油品进行替代,减少了油品的种类,为油品的科学管理打下了基础。以焦化厂为例:
(1)对1124个焦炉煤气交换旋塞使用的3006润滑脂和T75润滑脂进行了升级,采用性价比更高的X926高温高负荷润滑脂进行了替换,替换后油脂使用周期延长一倍,而油脂单价降低了167元/kg,过去煤气交换旋塞的清洗周期为1周,每次用量为0.2 kg/个,2015年,在保证焦炉加热系统正常交换的前提下,清洗周期延长至2周,年节约润滑脂用量5844.8 kg,节约费用255.42万元。
(2)用H121水-乙二醇抗燃液压油代替HW-903水-乙二醇抗燃液压油,在完全满足设备安全稳定使用的前提下降低费用2元/kg,1#~6#焦炉四大机车每年正常消耗量为36000 kg,年节约费用7.2万元。
(3)对于使用过程中碳化现象明显、润滑效果差、粘温性能差的低质油品进行了全面淘汰,采用220#齿轮油全面替代了46#机械油;46#空压机油全面替代了13#、19#空压机油;采用复合极压锂基脂全面替代了钙基脂等油品,实现了在线设备用油分类整合,全面升级。
目前在用中石化油品共计48种,占消耗总量的39.5%;宝特润油品共计20种,占消耗总量的54.4%;两大品牌油品总量达到93.9%,提高了进厂油品的质量,降低了采购成本。
4 对液压、润滑系统“跑、冒、滴、漏”进行综合治理,降低油品异常浪费
(1)将运行时间长、老化现象严重、泄漏现象相对频繁、油耗较高的液压系统列为重点治理对象,对液压站内阀组进行逐组拆检清洗,同时严格控制系统压力,杜绝系统超压运行。通过集中治理,治理一般及以上泄漏点1054个,渗漏点2562个,系统泄漏现象明显改善,油耗大幅度降低。
(2)在前期治理的过程中,再次开展液压、润滑“跑、冒、滴、漏”专项治理活动,并按照活动要求对各单位目前的跑冒滴漏点进行统计和分析。各单位未治理的项目主要原因有:(a)设备存在跑冒滴漏,但为长期运转设备,无法进行停机处理;(b)大型减速机传动轴端、密封面存在漏油,体型巨大或无备件,轴端联轴器拆检困难,轴端密封磨损后更换困难;(c)液压阀、油泵、减速机等上报了计划,需催办,待备件到位后处理;(d)由于费用限制,没有备件且未上报计划的;(e)本单位负责维检人员技术力量不够,需外委处理。
针对以上原因,各单位根据实际情况制定相应整改措施,无法及时治理的要采取临时措施治漏,根据实际情况进行逐项解决。各单位维检人员负责对未治理或新增跑冒滴漏项进行排查,并通过培训及帮带等提高职工的综合业务能力。
5 全公司油品实现集中存放管理
为了优化设备润滑工艺,就要从润滑的源头,对油品的存放进行管控。设备能源部对全公司各单位在用油品存放进行现场调查摸底,多数油品在现场存放,少数为库房存放,油品污染、油品外泄和油品高温变质等问题普遍存在,为了更好地控制油品过程质量,组织各单位进行讨论,最后决定在全公司推行油品集中存放,对油品的发放、领用、加油、回收等进行全过程控制,更好地保证油品质量,降低设备磨损和消耗,真正地为设备稳定运行提供保障。首先对二钢轧厂公辅油品集中存放库进行实地勘察,并委托相关公司进行专业设计,目前已按照设计方案施工完毕并投入使用,并按照规定进行定置管理(图2、图3),各单位按照建设标准制作油品集中存放库建设方案。

图2 油品存放定置图

图3 油品档案
6 优化设备液压、润滑管理,充分发挥人的作用
(1)在健全制度过程中,组织各单位液压、润滑管理人员针对设备润滑工艺流程中所涉及的问题进行讨论,并针对存在的各项问题制定相应的条款进行约束和管理,使得制度更加人性化、合理化。
(2)在日常管理过程中,组织设备及油品供应部门技术专家与液压、润滑管理人员针对设备润滑工艺过程中出现的问题进行学术交流,并制定方案进行解决。
(3)设备能源部联系上海宝钢润滑技术部及山西长治润滑机械厂等5位专家,组织各单位液压、润滑管理人员共计300余人针对润滑油品、油液监测技术、液压修理技术等进行了培训,并就实际存在的问题进行了探讨和解决。
7 效果
通过2016年对各单位液压、润滑管理,全公司液压HFI(油箱补油量)指数同比降低0.1692,全公司吨钢油耗(FPM指数)同比降低0.028 kg/t,具体对比情况如表1。2016年与2015年吨钢油耗与HFI指数时间序列图对比见图4(除3月与10月由于二钢轧钢区和二棒年修导致两项指标升高外,其余月份和总体累计都大幅下降)。

表1 用油年度对比

图4 两种序列图对比
8 结语
液压、润滑管理是企业设备管理的重要组成部分,加强设备液压、润滑工作是保证设备正常运转、减少机件磨损、降低动能消耗、延长设备修理周期和使用寿命的有效措施。优化设备液压、润滑管理,就要从完善管理和提升技术两个方面做起,从管理制度制定、油品的选择和整合、管理工作的开展和设备的维护保养等各个方面开展,系统地进行梳理和优化,这样才有利于延长设备的使用寿命,提高设备的运转率,减少故障的发生,有利于生产的顺利进行,降低生产运行成本。
猜你喜欢
机床与液压(2022年21期)2022-11-23
加油站服务指南(2022年6期)2022-07-28
船舶经济贸易(2022年5期)2022-06-02
内燃机工程(2021年6期)2021-12-10
石油商技(2021年1期)2021-03-29
石油商技(2021年1期)2021-03-29
汽车维修与保养(2020年11期)2020-06-09
山东冶金(2019年1期)2019-03-30
电子制作(2018年12期)2018-08-01
浙江大学学报(工学版)(2016年2期)2016-06-05
