内孔锥面磨削的最佳条件(续)
2018-07-10 07:15常佳佳
传动技术 2018年2期
常佳佳
(恒星集团, 浙江 杭州 311200)
的C1、H2;可控因素B、G,从缩短加工时间的角度来看,选定B3、G2,B3、G2与最佳条件B1、G1相比,SN比的差小,可以达到质量要求;可控因素D、E、F,从技术上考虑很难实现,因此要再进行试验。

图1 SN比Fig.1 SN ratio
4.4 第二次试验
上述已定的可控因素B、C、G、H固定为B3、C1、G2、H2,进行可控因素D、E、F的3因素3水平试验,试验方案如表5,测试结果如表6和图2。
再次试验的结果表明,SN比差小,从缩短加工时间的角度来选定D2、E3、F3。
5 最佳条件选定结果
从以上试验结果可以看出,最佳试验编号为B3C1D2E3F3G2H2,最佳磨削参数和砂轮修整条件,如表7。

表5 试验方案
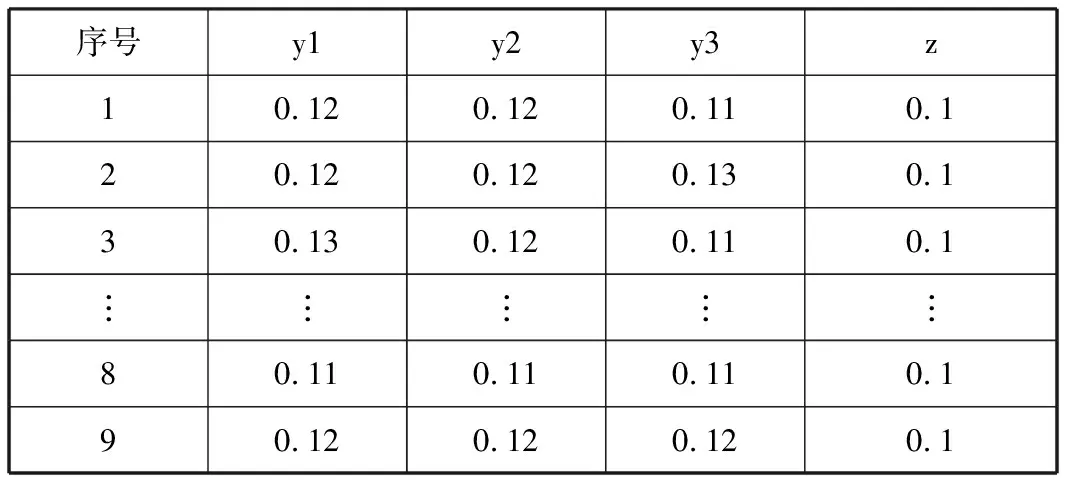
表6 粗糙度测量结果
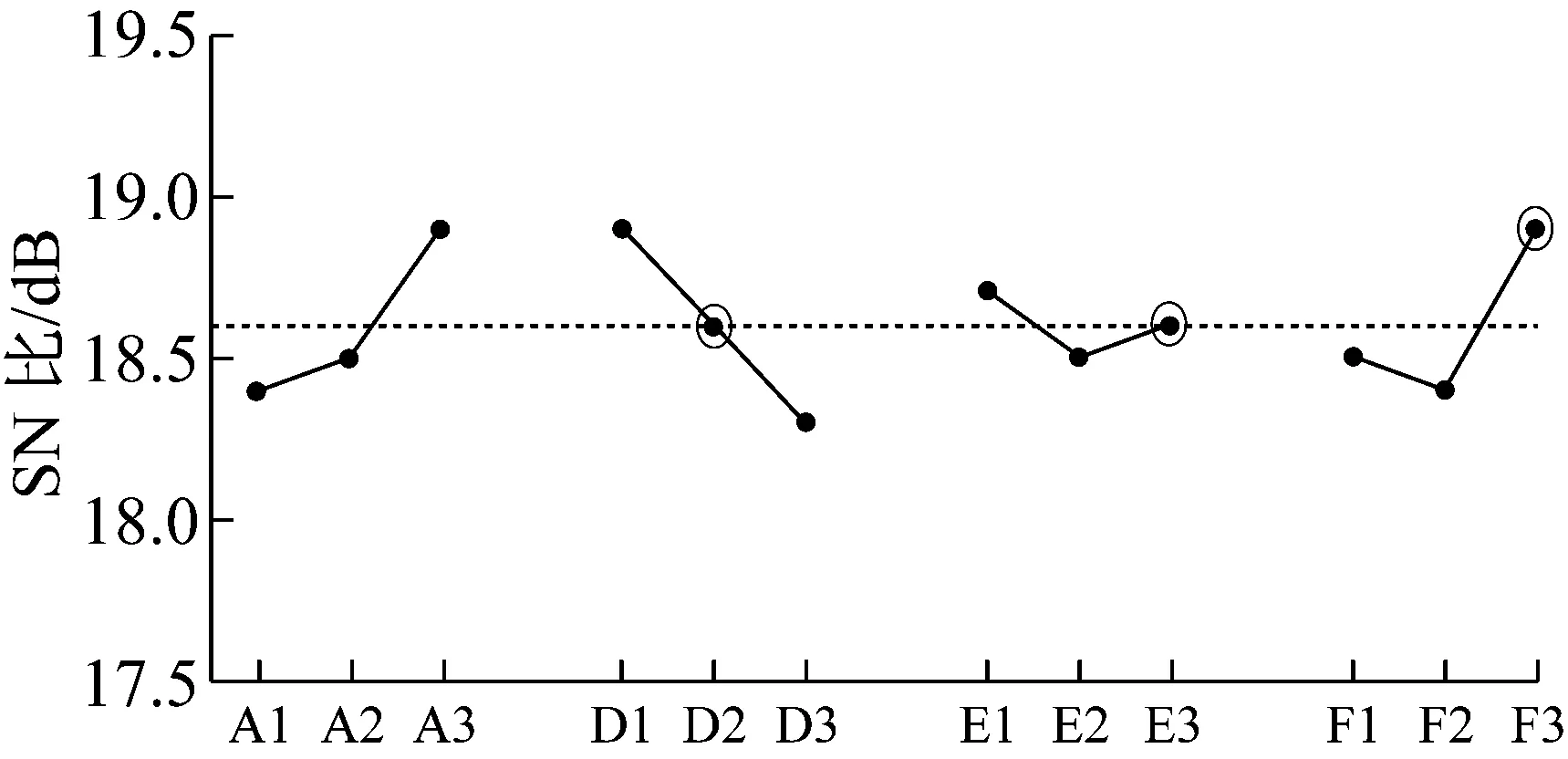
图2 SN比Fig.2 SN ratio
6 最佳加工结果
6.1 加工表面精度
粗糙度:0.12 μmRa(现状0.1 μmRa),波纹度:1.2 μm(现状1.0 μm),较原表面精度有所下降,但达到所需精度要求。
6.2 加工时间
最佳磨削方法和磨削参数,最终加工节拍为6.9分钟/根,现加工节拍为9分钟/根,提高生产效率30%。
7 结论
依据正交试验方法,对内孔锥面磨削方法和磨削参数进行了27次试验,通过对粗糙度和波纹度测定结果和SN比的比较,选定合理的磨削方法和磨削参数,进而缩短磨削时间,降低生产成本。
[1] 王先奎.机械制造工艺学.北京:机械工业出版社,1994.
[2] 杨叔子.机械加工工艺师手册.北京:机械工业出版社,2001.
[3] 诸兴华.磨削原理.北京:机械工业出版社,1988.
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
北京航空航天大学学报(2021年6期)2021-07-20
哈尔滨工业大学学报(2020年1期)2020-12-21
中国设备工程(2020年3期)2020-03-27
汽车实用技术(2019年21期)2019-11-22
模具制造(2019年4期)2019-06-24
汽车实用技术(2019年7期)2019-04-18
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
文苑·经典美文(2008年5期)2008-09-18