
鼓风机防喘控制系统的应用研究∗
2018-07-10 09:25:04张寿明
计算机与数字工程 2018年6期
方 林 张寿明
1 引言
鼓风机是高炉冶炼的核心设备,所输送的高压热风为铅、锌、锗等金属冶炼的稳定生产与高效生产提供足够的能源;万一高炉送风系统出现故障,矿物质与燃料将失去力的支撑,必然导致高炉内的物料瘫塌,甚至冶炼高炉的报废。喘振是鼓风机最常见的异常现象,也是鼓风机固有的机械特性,喘振会使机组产生振动,具有极大的危害性[1]。
喘振的传统控制方法是通过建立数学模型实现对被控对象的控制;由于PID算法容易实现,鲁棒性强,可以消除稳态误差;因此,在实际的工业生产中被广泛应用。纯粹的PID算法稳定性差,响应时间慢,很容易受外界环境干扰;实际中的被控对象都具有非线性、不确定性以及时滞性,单一的PID线性控制很难满足复杂的工业的需求[2~3]。
2 鼓风机喘振原理分析
2.1 喘振形成的原因
鼓风机主要是对气体做功,将鼓风机的机械能转换为气体流动的动能与势能,用来满足金属冶炼的需求[4];所谓喘振就是鼓风机的叶片对气体做功的过程中,气体的动能与势能出现紊乱,导致鼓风机叶片的温度增加,管网压力与气体输出压力出现周期性变化,气体流速与叶片线速度形成的冲角超过临界值,使鼓风机叶片背部产生涡流,入口处气体流速降低,产生“失速”现象,从而引起鼓风机周期性的振动。喘振引起的机身振动可能会造成轴承损坏,轴瓦烧毁,叶片断裂[5]。在实际的生产过程中,喘振的影响因素主要有以下几方面:
1)入口导叶突然关闭,导致气体流速突然减小,气体与叶片形成的冲角超过了叶片冲角的临界值。
2)气体输出管道阻塞引起管网压力增大,管网内气体回流到鼓风机引起鼓风机机身的振动。
3)鼓风机启动瞬间,气体出口流量小于气体入口的流量,导致鼓风机喘振。
4)鼓风机转速突然降低,导致叶片附近出现相对于管网压力而言的负压,使气体回流产生喘振。
2.2 鼓风机“失速”现象
鼓风机入口气流在叶片旋转力的带动下,以一定的风速在鼓风机入口处流动;并在气体输出过程中产生相应的管网压力与排气压力。鼓风机入口处的气流速度与鼓风机叶片的线速度形成的夹角,即冲角[6];由于各种客观因素的存在,鼓风机的叶片并不是完全相同的,所以,鼓风机每一个叶片都有特定的冲角临界值;当鼓风机入口处气流与叶片产生的冲角大于叶片的临界冲角值时,鼓风机叶片的背部就会出现涡流,导致叶片附近排气压力迅速降低,使叶片产生“失速”;由于少量“失速”叶片不会马上对负载造成很大的影响,因此,“失速”叶片的负载全部加到正常运行的叶片上,导致正常运行的叶片过载;所以,“失速”现象会快速的在鼓风机叶片之间传递。轴承旋转角速度一定时,鼓风机叶片边缘的线速度是最大的,“失速”现象会首先出现在叶片边缘处[7]。
Ψ>Φ(失速)Ψ≤Φ(正常)
Φ为鼓风机入口气流流速与叶片线速度产生的冲角值。C为鼓风机入口处气流实际的速度。ω为鼓风机动力电机的角速度。R为鼓风机叶片边缘距轴承的长度。Ψ为鼓风机叶片的冲角临界值。
2.3 鼓风机喘振与防喘特性分析
喘振线是鼓风机喘振区域与稳定运行区域的分割线;鼓风机出现喘振时,鼓风机的叶片背部出现涡流,气体管网压力会迅速上升,气体排气压力减小,且管网压力大于排气压力,导致管网内气体逆流,使鼓风机的机组出现振动[8~9]。从图1可以看出,随着鼓风机气体出口流量不断减小,管网压力不断增大至a点,气出口流量下降至e点;由于管网内气体波动,管网压力值由a移动至k点,管网气体倒流,鼓风机入口气体流速与叶片边缘线速度的夹角超过叶片冲角的临界值,导致鼓风机出现“失速”;随后管网压力逐渐降低,鼓风机叶片背部涡流暂时消失,气体出口处的排气压力稍微增加,鼓风机气体出口流量从t2返回到鼓风机喘振点e处。以上过程的不断循环,从而引起鼓风机间歇性振动称为喘振[10]。

图1 气体出口流量—管网压力特性曲线

图2 鼓风机运行曲线
3 鼓风机防喘控制系统设计
3.1 防喘控制系统硬件
系统核心控制器采用s7-300PLC与模糊控制器,上位机采用西门子触摸屏(型号KTP1000 Basic DP);由于Profibus DP总线的传输速读快,抗干扰能力强,所以系统控制器与触摸屏之间采用Profibus DP总线通信协议;鼓风机本身的物理信号采用传感器转换成控制器可以识别的电流信号或者电压信号。

图3 鼓风机防喘控制系统结构图
3.2 防喘控制系统分析
为了保证鼓风机安全、经济、稳定的运行,喘振线必须留出5%~8%的安全裕度;喘振线5%的安全裕度设为防喘报警线,喘振线8%的安全裕度设为防喘振线。本文以鼓风机管网压力、气体出口流量和鼓风机叶片边缘的风速作为喘振间接判别的参考值,设鼓风机在喘振临界点处的管网压力为F,气体临界出口流量为Q0,气体入口的临界风速为C。鼓风机管网压力的实际测量值为f,气体出口流量的实际测量值为q,鼓风机入口风速的实际测量值为m。防喘振线对应的管网压力为喘振临界管网压力的92%,防喘振线对应的气体出口流量为喘振临界出口流量的95%,防喘振线对应的气体入口风速为临界风速的108%;喘振报警线对应的管网压力为喘振临界管网压力的95%,喘振报警线对应的气体出口流量为喘振临界气体出口流量的92%,喘振报警线对应的气体入口风速为临界风速的105%。
当F*92% ≤f<F*95%且C*105%<m ≤C*108%且Q0*95%<q≤Q0时,副防喘振阀开启;当F*95%≤f或m≤C*105%或q<Q0*92%时,主喘振阀与副防喘振阀同时开启并产生报警。
3.3 PID控制器工作原理
PID控制是工业中应用比较普遍的控制方法,PID控制的原理图如下:
设定值与实际值的偏差量:e(t)=R(t)-y(t)

u(t)为控制器输出量。R(t)为控制器输入量。Kp为比例系数,使偏差信号e(t)向减小到的方向变化,比例系数过大可能引起系统振荡。Ti为积分时间常数,用于消除静态误差,积分的时间太短会降低控制系统的稳定性。Td为微分时间常数,抑制控制系统的振荡,提高控制系统的稳定性。

图4 PID控制原理图
当采样周期lim T=0时:

PID控制算法的离散化公式:

k为采样序号,u(k)为第k次数据采样的输出值,e(k-1)为第k-1次数据采样的偏差值。
3.4 模糊控制器设计
模糊控制是建立在人类模糊性思维上的一种非线性控制,可以通过模糊控制条件语句描述模糊控制规则,所以模糊控制器又称为语言型控制器[11]。模糊控制器由模糊化接口、模糊推理机、知识库、解模糊接口组成,其中查表法、硬件模糊控制器与软件模糊推理法是模糊控制算法的方式;模糊控制器以运算的速度快,精度高,使用方便的优点,在工业上被广泛使用[12~13]。
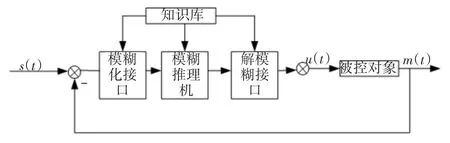
图5 模糊控制结构图
S(t)为模糊控制器的输入值,m(t)为模糊控制器的输出值
3.5 模糊PID控制控制系统设计
1)模糊化处理
偏差E的论域E={-3,-2,-1,0,1,2,3};对应的语言变量{NB,NM,NS,ZE,PS,PM,PB}偏差变化率EC的论域EC={-3,-2,-1,0,1,2,3},对应的语言变量{NB,NM,NS,ZE,PS,PM,PB}。

图6 模糊PID控制原理图
2)模糊控制规则库设计

PB ZO ZO NM NM NM NB NB e Δe u N B NM NS ZO PS PM PB NB PB PB PM PM PS ZO ZO NM PB PB PM PS PS ZO NS NS PM PM PM PS ZO NS NS ZO PM PS PS ZO NS NM NM PS PS PS ZO NS NS NM NM PM PS ZO NS NM NM NM NB
3)反模糊法设计
模糊控制器把输入的数值经过模糊化、模糊推理得到输出量为一定范围的隶属函数度;由于模糊推理出输出量的仍是模糊量,本文采用加权平均法对推理出的结果进行反模糊化处理。
设模糊控制器推理出的模糊量为w;隶属度中最大的元素为wj;

w(k)为模糊控制器的输出值,kj为系统响应系数。
4)自整定模糊PID控制系统
模糊控制算法与PID控制算法的结合弥补的纯粹的模糊控制或单一PID控制的缺陷;降低了控制系统的调节时间,提高了控制系统的稳定性与灵活性,使鼓风机的防喘控制系统对于外界环境具有很强的适应能力。采用模糊控制对输入的偏差值与偏差变化率分析处理,从而实现对PID算法的比例系数、微分时间、积分时间在线整定,不同时刻的偏差值与偏差变化率都有特定的参数 Kp,Ti,Td;偏差与偏差变化率的大小反应了控制系统振荡的程度,利用偏差与变化率的大小就可评估PID比例系数、积分时间常量、微分时间常量的值,运用模糊推理得出PID参数调整矩阵表如下:

Kp,Ti,Td是经过模糊控制器整定后的PID控制器的参数值,Kp0,Ti0,Td0是PID控制系统的初始参数值。
5)上位机监控系统设计
人机界面是DCS操作员与控制系统实现信息交换的媒介;如图6所示,防喘控制系统的控制信号、反馈信号以及数据采集的信息都在触摸屏上呈现;通过触摸屏实现防喘振阀的手动、自动控制以及鼓风机的负载调节。

图7 鼓风机防喘控制系统的人机界面图
4 1500k W鼓风机(型号GM 65H-1)防喘控制系统改造前后性能分析
通过对鼓风机防喘控制系统改造前后的气体出口流量与排气压力的数据采集、分析得出如图9、图10所示的曲线图;其中实线、虚线分别代表鼓风机防喘控制系统在纯粹的PID算法与模糊PID算法控制下的气体出口流量与排气压力的在一个小时内的变化值;由图可见,实线与虚线相比,在一定的时间内,实线的的变化幅度较大,而虚线的变化趋于稳定。

图8 离心式鼓风机实物图
1)鼓风机防喘系统改造之前
由图9、图10可知,采用纯粹的PID鼓风机防喘控制系统在同样的时间内,鼓风机的气体出口量与排气压力波动性比较大,而且,某一时刻内,鼓风机气体出口流量与排气压力有突然减少的趋势,此时鼓风机有出现喘振的危险;可见,鼓风机采用纯粹的PID防喘控制系统稳定性差,对喘振的调节时间长,导致鼓风机喘振的几率比较高。
2)鼓风机防喘控制系统改造之后
从图9、图10可以看出,采用模糊PID算法的鼓风机防喘控制系统的气体出口流量与排气压力比较稳定,对控制系统的调节相对比较快速,防喘控制对复杂的工业现场适应能力较强,并且防喘控制系统的稳定性较好,明显降低了鼓风机喘振的几率,提高了驰宏公司高炉冶炼的安全性能。可见,在实际工业现场,采用模糊PID算法的鼓风机防喘控制系统比纯粹的PID算法防喘控制系统的稳定性更强,更容易适应鼓风机所在的复杂工业控制环境。
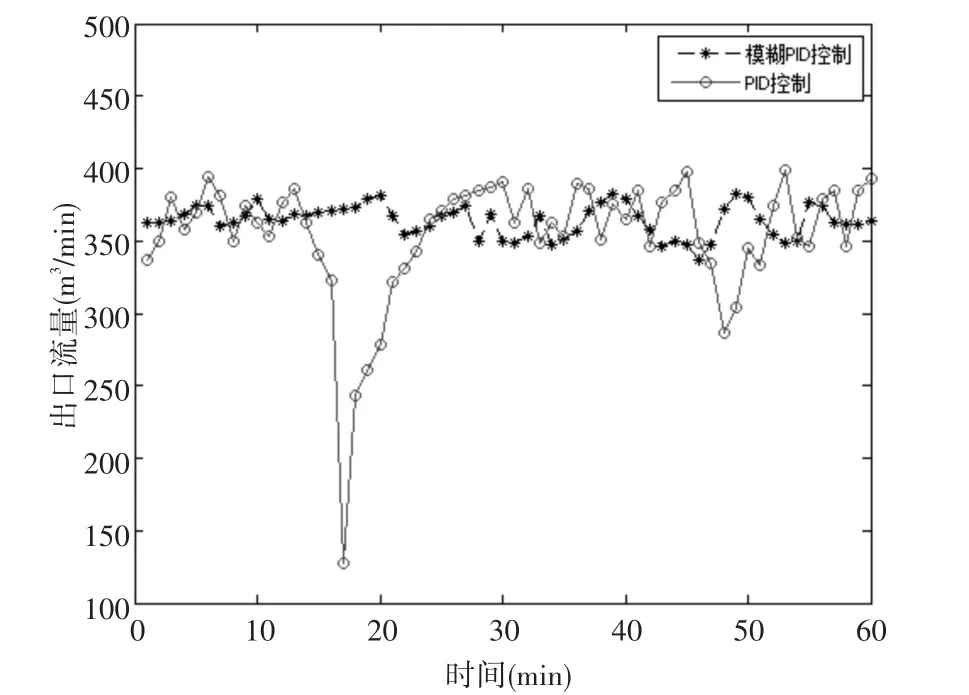
图9 鼓风机出口流量数据分析图
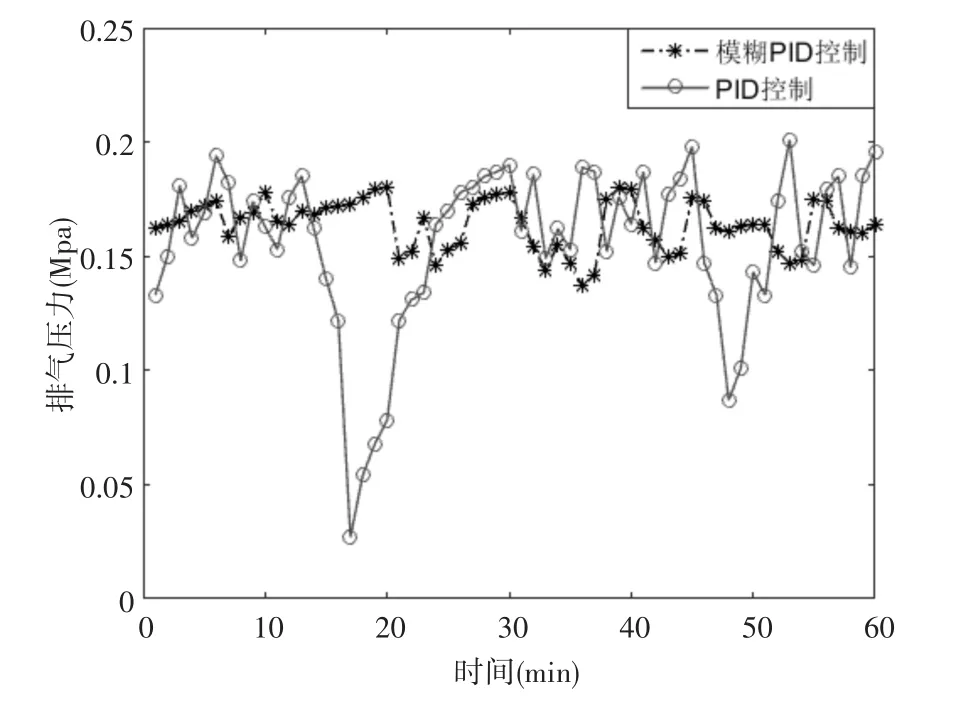
图10 鼓风机排气压力数据分析图
5 结语
鼓风机防喘控制系统在原有PID控制算法的基础上加入模糊控制算法,弥补了纯粹PID算法稳定性差、超调时间长的缺点,提升了鼓风机防喘控制系统对复杂工业环境的适应能力;降低了鼓风机在运行中出现喘振几率,提升了鼓风机实际工作效率,保障了金属冶炼生产的效益。
[1]郑海生.高炉鼓风机防喘振控制系统的分析与研究[J].科技资讯,2014(4):155-156.
ZHENG Haisheng.Analysis and Research of Surge-proof Control System of Blast Furnace Blower[J].Science&Technology Information,2014(4):155-156.
[2]张娟,施洪亮,周琦.AV50-12高炉鼓风机防喘振控制系统的设计与实现[J].电气时代,2015(4):54-56.
ZHANGJuan,SHIHongliang,ZHOU Qi.Design and Realization of AV50-12 Surge-proof Control System of Blast Furnace Blower[J].Electric Age,2015(4):54-56.
[3]王延年,葛家英.模糊PID滑模控制器在鼓风机防喘振中的应用[J].微处理机,2015,36(6):77-81.
WANG Yannian,GE Jiaying.Application of Fuzzy PID Sliding Mode Controller in the Surge of Blower[J].Microprocessors,2015,36(6):77-81.
[4]黄丽梅,李鸣,张宇.基于PLC的鼓风机防喘振控制系统[J].电气传动,2012,42(8):73-76.
HUANG Limei,LI Ming,ZHANG Yu.Anti-surge Control System Based on PLCBlower[J].Electric Drive,2012,42(8):73-76.
[5]LIU Xiaoyang,WANGPing.Anti-surge Control Technologies of Large-Sized Chinese Gas Compression Pump[J].IJCSI International Journal of Computer Science Issues,2013,10(2):118-120.
[6]邵鹏飞,曹江涛,桑红,等.Fuzzy-PID复合控制在温室节水灌溉中的应用[J].传感器与微系统,2016,35(8):144-147.
SHAO Pengfei,CAO Jiang,SANG Hong,et al.Application of fuzzy-PID compound control ingreenhouse water saving irrigation[J].Transducer and Microsystem Technology,2016,35(8):144-147.
[7]张开生,折娇.基于模糊理论的蒸汽加热罐温度控制系统的设计[J].传感器与微系统,2012,31(2):118-120.
ZHANG Kaisheng,SHE Jiao.Design of temperature control system for steam heatingcan based on fuzzy theory[J].Transducer and Microsystem Technologies,2012,31(2):118-120.
[8]王延年,刘刚.高炉鼓风机防喘振模糊PID控制算法[J].电子设计工程,2013,21(7):88-90.
WANG Yannian,LIU Gang.Fuzzy PID control algorithm for blast furnace blower antisurge[J].International Electronic Elements,2013,21(7):88-90.
[9]Gaurav,Amrit Kaur.Comparision between Conventional PID and Fuzzy logic Controller for Liquid Flow Control:Performance Evaluation of FuzzyAnd PID Controller by using MATLAB/Simulink[J].International Journal of Innovative Technology and Exploring Engineering,2012,1(1):84-88.
[10]赵世祥,陈赞华.高炉鼓风机防喘控制系统的应用[J].冶金动力,2009(3):5-8,11.
ZHANG Shixiang,CHEN Zanhua.Application of Surge-proof Control System of Blast Furnace Blower[J].Metallurgical Power,2009(3):5-8,11.
[11]刘永国,宋进栋.提高高炉鼓风机组防喘振控制过程中的经济性[J].价值工程,2013,32(7):25-26.
LIU Yongguo,SONG Jindong.To Improve the Economy of the Anti-surge Control Process of Blast Furnace Blower Group[J].Value Engineering,2013,32(7):25-26.
[12]秦岩,代伟,杨杰,等.基于软PLC技术的磨矿过程运行控制系统及实验[J].东北大学学报,2015,36(3):309-317.
QIN Yan,DAI Wei,YANG Ji,et al.Design and Experiment of Operational Control System for Mineral Grinding Process Based on Soft PLC Technology.Value Engineering[J].Journal of Northeastern University,2015,36(3):309-317.
[13]李亚军.高炉鼓风机防喘振控制系统设计及控制策略[J].冶金动力,2015(7):37-39,42.
LI Yajun.Design and Control Strategy of Surge-proof Control System of Blast Furnace Blower[J].Metallurgical Power,2015(7):37-39,42.
猜你喜欢
防爆电机(2020年5期)2020-12-14 07:03:52
能源(2018年8期)2018-09-21 07:57:20
能源(2018年8期)2018-09-21 07:57:20
能源(2018年8期)2018-09-21 07:57:18
中国公路(2017年8期)2017-07-21 14:26:20
汽车维护与修理(2016年10期)2016-07-10 08:17:41
西南交通大学学报(2016年3期)2016-06-15 20:29:35
电子制作(2016年21期)2016-05-17 03:53:01
通信电源技术(2016年5期)2016-03-22 01:09:57
电源技术(2015年11期)2015-08-22 08:50:38
