
拍照式三维扫描仪在检测航天曲面薄壁工件中的应用
2018-07-07 02:04:54刘延平朱亚蓉
航天制造技术 2018年3期
刘延平 郭 国 朱亚蓉 韩 晋 孙 振
拍照式三维扫描仪在检测航天曲面薄壁工件中的应用
刘延平 郭 国 朱亚蓉 韩 晋 孙 振
(天津航天长征火箭制造有限公司,天津 300462)
以某薄壁曲面零件为例,介绍了应用拍照式三维扫描仪检测工件曲面轮廓偏差及厚度。通过引入特制工装,无需在产品上粘贴标记点,即可使用三维拍照测量机获取产品工程模型,避免了多余物的产生。将工程模型与理论模型进行最佳拟合,通过数模对比,最终实现复杂自由曲面误差评定及厚度检测。结果证明,该方法准确有效,为工程测量人员解决同类问题提供有利依据。
三维扫描仪;曲面轮廓偏差;厚度

1 引言
某曲面薄壁工件是构成火箭贮箱的重要组成部分,该工件的曲面轮廓度和厚度具有较高的精度要求,因而在经过滚弯及化铣加工后,需要检测其壁厚及曲面轮廓偏差。目前检测厚度的方法为:超生测厚仪点测法,即人工手持超生测厚仪在工件上抽样取点检测,该测量方法精度较高,但是存在漏检风险,即使增加取点密度也无法完全避免漏检风险,反而降低检测效率。目前检测轮廓误差的方法为:将工件与模胎贴合,通过塞尺及手敲的方法检测,该检测方法精度较差,过多的依赖人工经验,无法将测量结果量化。综上所述,现有的壁厚及曲面轮廓检测的一致性、全面性及可靠性较差,使运载火箭存在较大的质量隐患。
本文拟采用拍照式三维扫描测量技术解决上述问题。因拍照式三维扫描仪必须使用标记点,将标记粘贴在被测工件上辅助测量增加了多余物风险,与航天产品控制多余物的准则相悖。通过引入特制工装,有效避免了多余物的产生,并提高了检测效率。
2 扫描获取工件模型
白光拍照式高精度三维扫描仪精度参数为0.02mm/m。为了确保测量的准确性,对测量环境进行了控制。在整个测量过程中,测量条件均满足:测量室内气温为20~22℃,湿度为45%~55%,且现场无风、无振动、无强光干扰。
2.1 引入辅助工装
根据被测量工件的轮廓形状,将刚性较好的桁条通过胶结制作辅助工装,如图1所示。将标记点粘贴在辅助工装上,该工装犹如“衣服”,在测量产品前,将辅助工装套在产品上。在测量过程中确保工装与产品之间不产生相对位移,即可满足测量要求,保证数据的准确性。
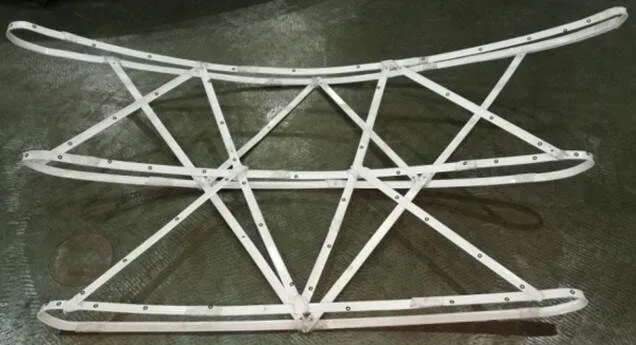
图1 辅助工装
2.2 三维扫描仪获取曲面工程模型
将辅助工装套在工件上,确保牢固。将工件以竖立的姿态放置并固定,操作拍照式三维扫描仪环绕工件,通过拍照扫描获取产品的点云数据,扫描过程如图2所示。值得注意的是,因为需要评价产品的厚度,因此工件的正反面均需要扫描。
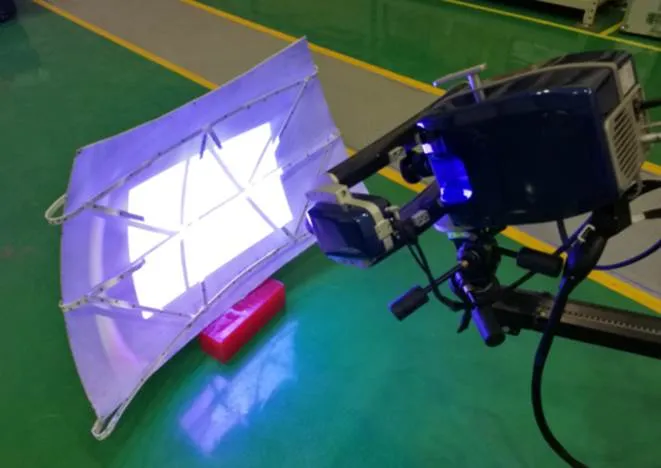
图2 拍照扫描获得工程模型
将拍照扫描所得数据,通过对齐、合并等步骤,最终得到工件的工程模型(三角化模型)如图3所示。因工装遮挡原因,局部小范围区域没有扫描数据,不会影响整体的测量结果。
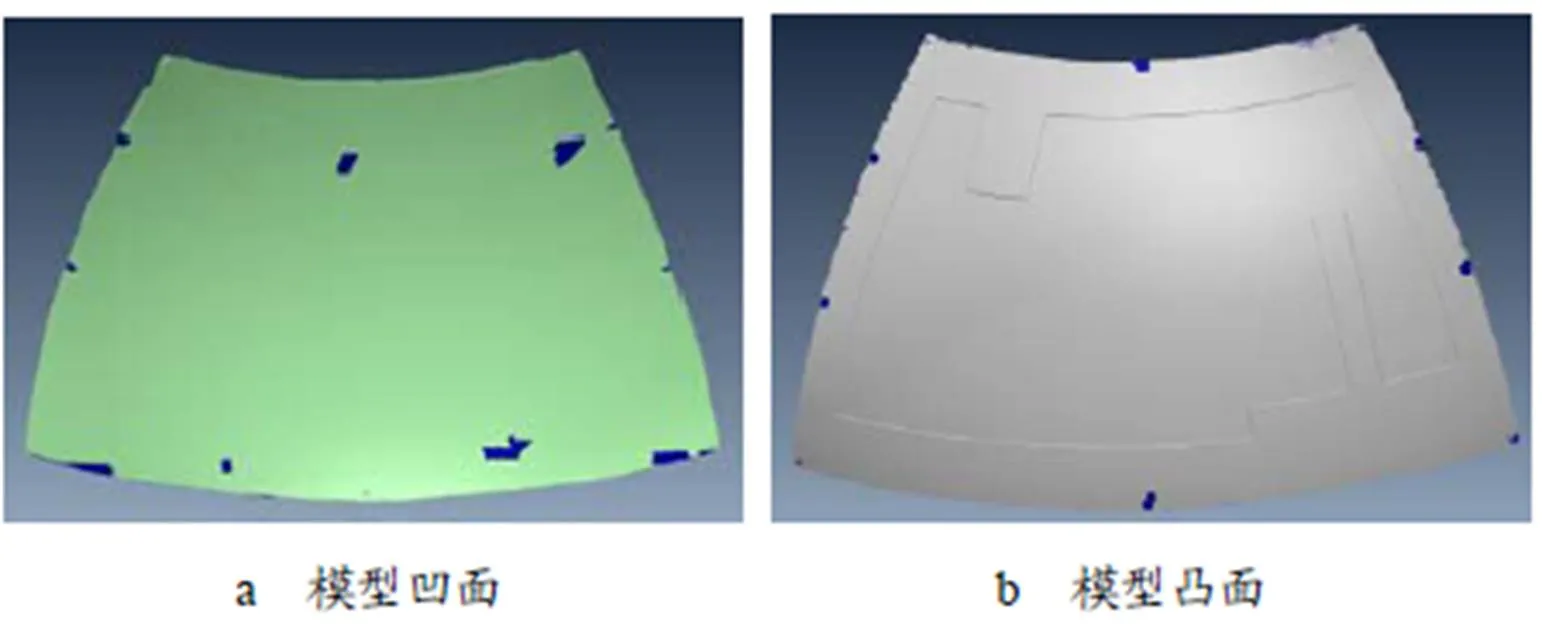
图3 扫描所得工程模型
3 评价测量结果
3.1 评价曲面轮廓偏差
使用Polyworks软件,将扫描得到的工程模型与理论模型最佳拟合,生成色差图,以色差图形式给出工件凹面的轮廓偏差值,如图4所示。由色差图可知,曲面轮廓偏差值在±0.3mm以内,小于允许公差值±1mm,满足设计要求。

图4 曲面轮廓偏差色差图
3.2 评价产品厚度
工件凸面的边缘区域存在台阶,故厚度分为薄区(中间区域)和厚区(边缘区域),需要评价两个区域的厚度。在Polyworks软件中,设置延曲面法线方向评价产品厚度,并以色差图形式显示测量结果,薄区厚度显示如图5所示。由色插图及厚度数据可知,厚度值范围为1.6~1.9mm。在薄区选择10个位置进行厚度抽查,并同超声测厚仪的检测结果对比,二者检测结果偏差均小于0.02mm,符合设计要求。
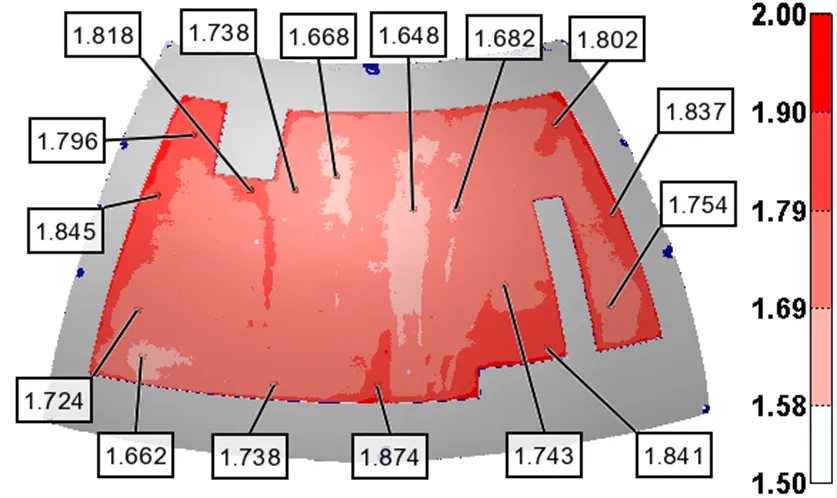
图5 薄区厚度色差图
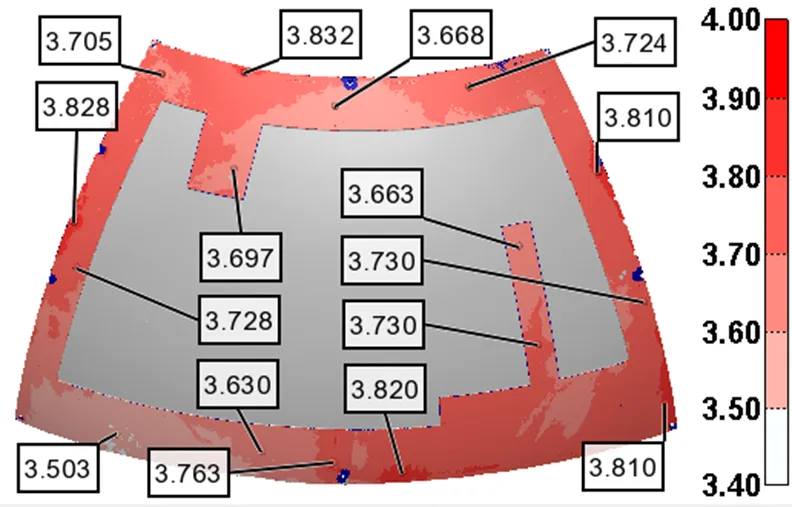
图6 厚区厚度色差图
厚区(边缘区域)显示如图6所示。由色差图及厚度数据点可知,厚度值范围为3.5~3.9mm。在厚区选择10个位置抽查,并同超声测厚仪的检测结果对比,二者检测结果偏差均小于0.02mm,符合设计要求。
4 结束语
本文采用拍照式三维扫描仪,通过引入自制辅助工装,成功获取工件的工程模型,有效避免了多余物产生。通过数据处理和计算,成功评价工件的厚度及曲面轮廓偏差值,并验证了测量结果的有效性。
本文所采用的检测方法与传统的检测方法相比,检测的全面性、一致性及可靠性较高,为工程检测人员检测同类产品提供了一种有效的解决方案。
1 潘淑清.几何精度规范学[M]. 北京:北京理工大学出版社,2003. 4~32
2 孙路.复杂型面非接触式三维扫描与建模研究[D]. 上海:华东理工大学,2012
3 李洪全. 实用坐标测量技术[M]. 北京:化学工业出版社,2007. 51~72
4 刘继明. 叶片型面测量技术研究及其误差分析[D]. 吉林:吉林大学,2015
5 费业泰. 误差理论与数据处理[M]. 北京:机械工业出版社,2015. 84~100
Application of Three-dimensional Scanner in Detecting Aerospace Curved Thin-wall Parts
Liu Yanping Guo Guo Zhu Yarong Han Jin Sun Zhen
(Tianjin Long March Rocket Aerospace Manufacturing Co., Ltd., Tianjin 300462)
This article takes a curved thin-wall part as an example, and introduces the 3d scanner for detecting the surface profile error and thicknesses of part. The special tooling is introduced to eliminate the need to paste marks on products, so the product engineering model can be obtained by using a 3d camera measuring machine, which avoids the production of reminders. The engineering model is best fitted with the theoretical model, and the error evaluation and thickness detection of the complex free surface are finally realized through mathematical model comparison. The results show that this method is effective and provides a favorable basis for engineering surveying personnel to solve similar problems.
three-dimensional scanner;surface profile error;thickness
刘延平(1968),工程师,机械工程专业;研究方向:航天产品精密检测技术。
2018-02-26
猜你喜欢
泉州师范学院学报(2023年5期)2023-11-22 02:54:34
故事作文·低年级(2023年2期)2023-05-30 10:48:04
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
上海涂料(2019年3期)2019-06-19 11:52:22
摄影之友(影像视觉)(2017年1期)2017-07-18 11:12:16
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27 14:02:34
Coco薇(2015年10期)2015-10-19 12:12:32
现代营销·经营版(2015年3期)2015-04-20 06:46:58
上海金属(2013年4期)2013-12-20 07:57:15
