
Influence of welding consumables on tensile and impact properties of multi-pass SMAW Armox 500T steel joints vis-a-vis base metal
2018-07-06 02:51AmujSxenKumrswmyMdhusudhnReddyVemuriMdhu
Defence Technology 2018年3期
Amuj Sxen,A.Kumrswmy,*,G.Mdhusudhn Reddy,Vemuri Mdhu
aDefence Institute of Advanced Technology(DU),Pune 411025,India
bDefence Metallurgical Research Laboratory,Kanchanbagh,Hyderabad 500048,India
1.Introduction
Armor steels are widely used in building civil and military structures such as battle tanks,armored vehicles,helicopter components etc.Armor steels possess high density with excellent mechanical properties i.e.ultra-high strength and high hardness to resist penetration against projectiles and shaped charge threats.Armox 500T steel is one such quenched and tempered steel having martensitic structure subjected tohigh loading rates in applications such as ballistic impact,collision,detonation etc.[1-3].Shielded metal arc welding(SMAW)process is widely used for joining of armor steel plates in the fabrication of turret and ship hulls,landing gears,earth moving,mining equipment,mortar casings,armored personnel carrier,cash in transit vehicle,patrol vehicle etc.Quenched and tempered steel SMA weldments must be of good quality especially when used for construction of combat vehicles in military applications[4].
A number of welding processes are available to fabricate high strength armor steel structures;however,SMAW is commonly used for joining of thick steel sections due to less cost and easy availability of the equipment[5].Austenitic stainless steel(ASS)and low hydrogen ferrite(LHF)steel welding consumables(electrodes)are commonly used for SMAW of quenched and tempered steels to prevent hydrogen induced cracking(HIC),as they have higher solubility for hydrogen in austenitic phase.Further,ASS consumable as filler metal is used in welding of heavy structures in ship building,pressure vessels and heavy vehicles to obtain good impact properties along with adequate strength.Magudeeswaran et al.performed shielded metal arc welding(SMAW)and flux cored arc welding(FCAW)using austenitic stainless steel(ASS)and low hydrogen ferrite(LHF)steel welding consumables for joining of quenched and tempered steels[6-9].The weldments were used to investigate the transverse tensile,impact and dynamic fracture toughness properties and hydrogen induced cold cracking in welding joints.Results revealed that,the joints fabricated using LHF steel electrodes have superior transverse tensile properties and the joints fabricated by ASS electrodes exhibited higher impact toughness and superior dynamic fracture irrespective of welding process used.In addition,ASS welds made out of fCAW process offered a higher resistance to hydrogen induced cracking.Datta et al.[10,11]presented the weldability properties of ASTM A 537 Cl.1 pressure-vessel quality steel and 20 mm thick O SA 517 Gr.F steel plates using single pass and multi-pass SMAW process respectively with AWS A5.5 E11018 M(LHF)consumables.Results from previous investigations reveal that,single pass welded joint was found to possess adequate strength,impact toughness and meet the MSTS requirements for ASTM A 537C l.1 steel and the impact toughness of the parent material was superior to that of multi-pass weld zone and heat affected zone(HAZ)at all test temperatures.Reddy et al.[12,13]revealed in their investigation that,SMAW joint efficiency of ASS filler metal deposits was found to be around 72%of its counterpart high-strength low-alloy steel base metal.In addition,the weld deposits exhibited good toughness and better ballistic performance.Lakshminarayanan et al.[14]studied the effect of SMAW,GMAW and GTAW processes on tensile and impact properties of AISI 409M grade steel using duplex stainless steel consumables.They have observed that,GTAW ferritic stainless steel joints have superior tensile and impact properties compared to SMAW and GMAW joints.Bott and Teixeira[15]investigated the influence of multiple post weld heat treatment(PWHT)on mechanical properties of quenched and tempered BS7191 Grade 450EM steel(0.10 wt%C-1.08 wt%Mn)and its ferritic multipass SMA weldments prepared by AWS E-9018 M type electrode.Results revealed that,the base metal was affected byPWHTs and presented a brittle mode of fracture and this tendency tends to increase with increasing numbers of cycles.Further,the weld metal Charpy V-notch toughness showed lesser reduction than the base metal after extended PWHT.
From the above discussions,it is clear that,welding consumables and welding processes have considerable effect on the performance of quenched and tempered steel joints that are specially used in military applications.Further,the data on tensile and impact properties of multi-pass SMAW Armox 500T joints fabricated by ASS and LHF welding consumables is seldom available in the literature.In order to fill up this knowledge gap albeit partially and in view of importance of this data in the design of structures,the present investigation is oriented towards understanding the effect of these consumables on transverse tensile and impact properties of multi-pass SMAW Armox 500T steel joints in comparison with its base metal.Further,microstructural characterization and fractographic analysis of test materials is also carried out and feasibility of using LHF over ASS welding consumables for joining of Armox 500T structures is suggested.
2.Experimental details
2.1.Welding of Armox500T plates-sample preparation
As received Armox500T steel was water quenched from 1273K and tempered in the range of temperatures 473-773 K.Prior to quenching and tempering the steel was hot rolled at 1523 K.Test plates measuring 150×200×25 mm were carefully machined and butt-welded by shielded metal arc welding(SMAW)with five welding passes using two different electrodes i.e.austenitic stainless steel(ASS)consumable and low hydrogen ferrite(LHF)as shown in Fig.1(a).The welding process parameter details are given in Table 1.Tensile test and charpy impact test samples were wirecut from Armox500T steel plate in rolling direction(hereafter referred to as base metal)and fusion zone of two weldments in the configuration shown in Fig.1(b).The smooth(un-notched)tensile specimens as shown in Fig.1(c)were prepared to evaluate yield strength,UTS and ductility of joints.Notched tensile specimens as shown in Fig.1(d)were prepared to evaluate notch tensile strength and notch strength ratio of the joints.The geometry of charpy impact test samples is as shown in Fig.1(e).Weldments produced by low hydrogen ferrite(LHF)and austenitic stainless steel(ASS)consumable electrodes are referred to as weldment-1 and weldment-2 respectively.In order to ensure the repeatability and consistency,three samples were tested for tension and impact as described in the following sections.
2.2.Tension test
The tensile test samples as described under section 2.1 were pulled to fracture at a nominal strain rate of 10-3s-1on a computer controlled Walter+Bai Ag UTM.The load-extension data was converted to engineering stress-strain andtrue stress-true plastic strain(σ-ε)data.
2.3.Charpy impact test
The Charpy impact test was performed on an instrumented Zwick-Roell test setup.The experimental setup consists of anvils on which the standard notched specimen(Fig.1(e))prepared as per ASTM,E23[16]is freely supported and a pendulum with a mass of 30kg attached to a rotating arm pinned at the machine body.The span length between the anvils was kept at 40mm.The released pendulum hammer follows a circular trajectory and hits the test specimen at the middle span at a striking velocity of 5.23 m/s thus transferring kinetic energy to it.Energy losses due to bearing friction and air resistance have been ignored while calculating the energy absorbed by the specimen.The impact test data was obtained in terms of load vs.displacement as well as the maximum energy absorbed vs.displacement of the specimen.
2.4.Microstructural characterization
The standard metallographic technique was used to prepare the sample for microstructural characterization of test samples.Solution made of 1gm picric acid,5ml HCl and 100ml ethanol was used for etching of base metal for 15s and weldments for 25s.Optical microstructures were taken from semi-automatic microscope(Make:Leica Microsystems)and back scattered SEM images(20kV electron high tension)have been taken from Gemini SEM Σigma(Make:Zeiss).
3.Results and discussion
3.1.Microstructural observations
The back scattered SEM image and optical micrograph of the base metal,weldment-1 and weldment-2 are shown in Fig.2(a-b),Fig.3(a-b)and Fig.4(a-b)respectively.The chemical composition(wt.%)determined by EDX method is given in Table 2.The detailed microstructural observations from SEM and optical microscope are given in the following sections.
3.1.1.Armox500T steel(base metal)
Back scattered SEM image of Armox500T steel(Fig.2(a))indicates tempered martensite lath in acicular form with coarse and fine precipitate along with some grain boundaries.On the other hand,the optical micrograph of Armox500T(Fig.2(b))shows the presence of columnar laths and blocks of laths.Pandey et al.[17]and Li et al.[18]have highlighted that,mechanical properties are structure sensitive and they vary with the amount and distribution of phases like retained austenite with martensite.Therefore,in the present work,micrographs with higher magnification were used for closer identification of precipitation.Amount of retained austenitewill reduce the tendencyof cracking.Further,the retained austenite may get transformed to bainite or martensite,which was clearly observed in micrographs of parent materials.Further,optical micrograph is showing white etching wedge-shaped widmanstatten ferrite plates in a matrix quenched to martensite.These plates are coarse(notice the scale)and etch clearly because they contain very little substructure.It is evident through strain hardening and uniformity in strain distribution as seen in Fig.5.

Fig.1.(a)Schematic of SMAW Joint,(b)Test Samples wire cut from Fusion zone,(c)Tensile test sample,(d)Notched tensile test sample,(e)Charpy impact test sample(All dimensions are in mm).

Table 1SMAW welding process parameters.
3.1.2.Weldment-1(processed using LHF consumable electrode)
Back scattered SEM image and optical micrograph of weldment-1(Fig.3(a-b))indicatessound and clear welding jointwith novoids and micro-cracks.Nucleation and growth tendencies are influenced by chilling action of the parent metal and gives variable grain size(dendritic size)within the weld.The microstructure of weldment-1 is mainly acicular ferrite associated with second phase containing widmanstallen and bainite phase without martensite[10,19-21].This type of microstructure containing large colony size and oriented laths is undesirable in welding because it of fers little resistance to crack propagation[22-25].Presence of low carbon martensite clearly distorted by presence of C content i.e.the axial ratio of its unit cell is almost unity.Under this condition,the system tries to reduce its energy to the maximum level and hence the phase separation occurs at the interfaces having similar atomic spacing.Since,these phases cannot migrate to the grain boundaries;they get separated inside the grains.In addition,the acicular ferrite microstructure(Fig.3(a))also consists of small particles of intergranular nucleated ferrite without any particular orientation.Thus,the resulting small effective grain size and lack of orientation makes acicular ferrite a desirable weld microstructure with excellent mechanical properties compared to weldment-2 as described in the following section.
3.1.3.Weldment-2(processed using ASS consumable electrode)

Fig.2.Armox500T base metal(a)Back scattered SEM,(b)Optical micrograph.

Fig.3.Weldment-1(a)Back scattered SEM,(b)Optical micrograph.

Table 2Chemical composition(wt.%)of test samples under investigation.
Back scattered SEM image and optical micrograph of weldment-2(Fig.4(a-b))mainly composed of martensite and partiallyδferrite phase.In general,coarse grained or mixed grain size structure obtained by fast heating and cooling in the weld region causes the properties of the weld region to be completely different from the properties of the parent metal.In addition,residual stresses are developed in the weld region due to high hardness martensite formation resulting from rapid cooling of the weld zone.The grain size changes from coarse to fine with decrease in temperature.Therefore,it is recommended to do annealing for stress-relieving and recrystallization to increase the life of weld region[11,22,26,27].The amount of delta-ferrite was estimated using Cr and Ni equivalents[26]of weld metal chemical composition.Cr and Ni equivalents are found to be 22 and 10.5 respectively and based on the Schaeffler diagram,about 20(vol.%)ferrite was expected to exist in the austenitic matrix.

Fig.5.(a)Engineering stress-strain and(b)True stress-True Plastic strain.
3.2.Effect of welding consumables on tensile and impact properties
Tensile tests were carried out for base metal and weldments as described under section 2.2.The load vs.elongation data was converted to engineering stress-strain and subsequently true stress vs.true plastic strain(σ-ε)data as shown in Fig.5(a)and(b).The strain hardening index,n was estimated using a relation σ=Kεn,whereKis strength coefficient,σ and ε are the flow stress and true plastic strain respectively.The tensile properties such as yield strength,ultimate tensile strength,n,K,%elongation,notch tensile strength,notch strength ratio and joint efficiency of base metal and weldments are presented in Table 3.The UTS or in other words joint efficiency of weldment-1 and weldment-2 was observed to be 41.7 and 30.6%of its base metal respectively indicating the influence of electrode consumable used in SMAW welding process on tensile properties of the test materials.During tensile test,all the specimens(joints)were found to fracture in the weld region only.Thus,it may be assumed that,the UTS data presented in Table 3 are primarily the ultimate tensile strength of the welded joint.From the comparison of results,it is noted that,the use of LHF steel consumable for welding of test materials has enhanced the transverse tensile properties of the joints compared to ASS consumable.
The microstructure of fusion zone of weldment-1(Fig.3(a))is mainly acicular ferrite associated with second phase containing widmanstallen and bainite phase without martensite[10,19-21].Small interweaving ferrite plates formed within austenite grains transforms during the cooling of low alloy steel weld deposits results in a good combination of strength and toughness.Therefore,this is considered to be desirable structure in low carbon steels in view of its commercial importance[28].Weldment-1 with acicular ferrite in which each lath is divided by high boundary angle displaying fine grain size(typically 1-3μm)[29]usually possesses high tensile strength compared to weldment-2 as given in Table 3.The microstructure of fusion zone of weldment-2(Fig.3(b))shows skeletalδ-ferrite in a plain austenitic matrix.Presence of high Ni(9.45%)in weldment-2 balances the austenitic structure against the formation of martensite[30].
The load-displacement curves obtained from the instrumented charpy impact test are not smooth because of serrated oscillations present in the data points.Therefore,data points were smoothened by method of moving averages[31].Load vs.displacement and E-nergy vs.displacement curves are plotted as shown in Fig.6(a)&(b)respectively.Results indicated that,in case of weldment-2,the crack initiation at notch occurred before general yielding and in case of base metal and weldment-1,the same occurred at the peak load without general yielding.It is known that,Ni content influences the formation of austenitic phase(high impact toughness)and reduction of the ferrite content(increased brittleness)in the fusion zone compared toweldment-1 possessing verysmall content of Ni(0.03%).It is evident from Table 3 that,impact toughness of weldment-2(9.45%Ni)is 20%more than its counterpart base metal(0.82%Ni);on the other hand,impact toughness of weldments-1(0.03%Ni)is 12%less than that of base metal.
3.3.Fractrography
SEM Fractrography images of Armox 500T base metal,weldment-1 and weldment-2 are shown in Fig.7(a-b),Fig.8(a-b)and Fig.9(a-b)respectively.Fractrographic analysis of base metal indicates that,the zone under the notch and the sphere along the edges of the test specimen,only ductile dimple fracture mostly of shear character was present.This type of failure mechanism in the base metal is considered as trans-crystalline ductile.On the other hand,fractrograph of weldment-1 shows mainly ductile fracture with bimodal morphology(combination of coarse and fine dimples)with pores and voids,whereas ductile fracture with uniformly distributed dimples was observed in case of weldments-2.

Table 3Tensile and Impact properties of test samples under investigation.
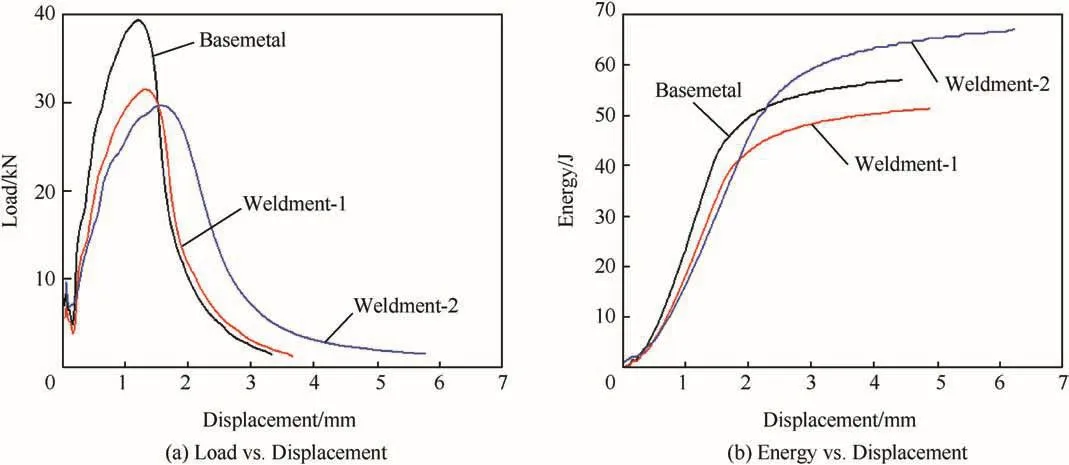
Fig.6.(a)Load vs.Displacement and(b)Energy vs.Displacement.

Fig.7.SEM Fractrography images of Armox 500T base metal.

Fig.8.SEM Fractrography images of Weldment-1.
4.Feasibility of LHF over ASS consumables for joining of Armox 500T steels
The weldment-2 produced by ASS consumable has a duplex microstructure consisting of delta ferrite in a plain austenitic matrix(Fig.4(a-b))and weldment-1 fabricated by LHF consumable produces an acicular ferrite structure(Fig.3(a-b)).This acicular ferrite microstructure influences superior tensile properties i.e.yield strength,UTS,strength coefficient,notch strength ratio and joint efficiency as presented in Table 3 compared to weldment-2.However,it is interesting to note that,weldment-2 showed superior impact toughness compared to weldment-1.Recent studies on hydrogen induced cracking(HIC)of quenched and tempered armor steel welds with LHFand ASS consumables[32]demonstrated that,the measured diffusible hydrogen level in two consumables is much lower than the maximum level permitted in the boiler pressure vessel codes of the American Society of Mechanical Engineers[33]and further revealed that,there was no evidence of delayed cracking(owing to HIC).Thus,the LHF consumables can be accepted as an alternative to the conventional ASS consumables for joining of Armox 500T steels particularly in defense applications.

Fig.9.SEM Fractrography images of Weldment-2.
5.Conclusions
1)The joint efficiency of weldment-1(processed by LHF)and weldment-2(processed by ASS)was observed to be 41.7 and 30.6%of its base metal respectively indicating the influence of electrode consumable on tensile properties of the joints.
2)Impact toughness of weldment-2(9.45%Ni)is 20%more than its counterpart base metal(0.82%Ni);on the other hand,impact toughness of weldments-1(0.03%Ni)is 12%less than that of base metal.This indicates that,Ni content influences the impact toughness of test materials.
3)The failure mechanism in base metal was observed to be transcrystalline ductile.On the other hand,fractrograph of weldment-1 shows mainly ductile fracture with bimodal morphology with pores and voids,whereas in case of weldments-2,ductile fracture with uniformly distributed dimples was observed.
4)The feasibility study as described under section 4 indicates that,the LHF consumables may be accepted as an alternative to the conventional ASS consumables for joining of Armox 500T steels particularly under tensile loading conditions.However,vice versa is true for impact applications.
Acknowledgements
The authors are grateful to Vice Chancellor,DIAT(DU),Pune for permitting to publish this paper in the journal.The authors are also thankful to Director,DMRL,Hyderabad for extending the facilities for conducting a number of experiments.Acknowledgements are also due to scientists and technical staff of Armor division,Metal Joining Group,DMRL,Hyderabad.
[1]Xu Z,Huang F.Plastic behavior and constitutive modeling of armor steel over wide temperature and strain rate ranges.Acta Mech Solida Sin 2012;25:598-608.
[2]Banerjee S,Dhar S,Acharya D,Datta Nayak N.Determination of Johnson cook material and failure model constants and numerical modelling of Charpy impact test of armor steel.Mater Sci Eng A 2015;640:200-9.
[3]Barenyi I,Híres O,Liptak P.Changes in mechanical properties of armoured UHSLA steel ARMOX 500 after over tempering.Probl.Mech Armament Aviat Safety Eng 2013;4:7-14.
[4]Magudeeswaran G,Balasubramanian V,Sathyanarayanan S,Reddy GM,Moitra A,Venugopal S,Sasikala G.Dynamic fracture toughness of armour grade quenched and tempered steel joints fabricated using low hydrogen ferritic fillers.J Iron Steel Res Int 2010;17:51-6.
[5]Ahmed SR,Agarwal LA,Daniel BSS.Effect of different post weld heat treatments on the mechanical properties of Cr-Mo boiler steel welded with SMAW process.Mater Today Proc 2015;2:1059-66.
[6]Magudeeswaran G,Balasubramanian V,Reddy GM,Balasubramanian TS.Effect of welding processes and consumables on tensile and impact properties of high strength quenched and tempered steel joints.J Iron Steel Res Int 2008;15:87-94.
[7]Magudeeswaran G,Sathyanarayanan S,Reddy GM,Moitra A,Venugopal S,Sasikala G,Balasubramanian V.Effect of welding consumables and processes on dynamic fracture toughness(J 1d)of armour grade Q&T steel joints.Iron mak Steel mak 2009;36:50-62.
[8]Magudeeswaran G,Balasubramanian V,Sathyanarayanan S,Reddy GM,Moitra A,Venugopal S,Sasikala G.Dynamic fracture toughness(JId)behavior of armor-grade Q&T steel weldments:effect of weld metal composition and microstructure.Met Mater Int 2009;15:1017-26.
[9]Magudeeswaran G,Balasubramanian V,Reddy GM.Hydrogen induced cold cracking studies on armour grade high strength,quenched and tempered steel weldments.Int J Hydrogen Energy 2008;33:1897-908.
[10]Datta R,Mukerjee D,Mishra S.Weldability and toughness evaluation of pressure vessel quality steel using the shielded metal arc welding(SMAW)process.J Mater Eng Perform 1998;7(6):817-23.
[11]Datta R,Mukerjee D,Jha S,Narasimhan K,Veeraraghavan R.Weldability characteristics of shielded metal arc welded high strength quenched and tempered plates.J Mater Eng Perform 2002;11:5-10.
[12]Reddy GM,Mohandas T,Tagore GRN.Weldability studies of high-strength low-alloy steel using austenitic fillers.J Mater Eng Perform 1995;49:213-28.
[13]Reddy GM,Mohandas T,Papukutty KK.Effect of welding process on the ballistic performance of high-strength low-alloy steel weldments.J Mater Process Technol 1998;74:27-35.
[14]Lakshminarayanan AK,Shanmugam K,Balasubramanian V.Effect of welding processes on tensile and impact properties,hardness and microstructure of AISI 409M ferritic stainless joints fabricated by duplex stainless steel filler metal.J Iron Steel Res Int 2009;16:66-72.
[15]Bott IDS,Teixeira JCG.Toughness evaluation of a shielded metal arc carbonmanganese steel welded joint subjected to multiple post weld heat treatment.J Mater Eng Perform 1999;8:683-92.
[16]Designation ASTM.Standard test methods for notched bar impact testing of metallic materials.1996E23-96.
[17]Pandey C,Mahapatra MM,Kumar P,Saini N,Srivastava A.Microstructure and mechanical property relationship for different heat treatment and hydrogen level in multi-pass welded P91 steel joint.J Manuf Process 2017;28:220-34.
[18]Li Q,Zhu Y,Guo J.Microstructure and mechanical properties of resistancewelded NiTi/stainless steel joints.J Mater Process Technol 2017;249:538-48.
[19]Alipooramirabad H,Paradowska A,Ghomashchi R,Reid M.Investigating the effects of welding process on residual stresses,microstructure and mechanical properties in HSLA steel welds.J Manuf Process 2017;28:70-81.
[20]Pamnani R,Jayakumar T,Vasudevan M,Sakthivel T.Investigations on the impact toughness of HSLA steel arc welded joints.J Manuf Process 2016;21:75-86.
[21]Verma J,Taiwade RV.Dissimilar welding behavior of 22%Cr series stainless steel with 316L and its corrosion resistance in modified aggressive environment.J Manuf Process 2016;24:1-10.
[22]Shirmohammadi D,Movahedi M,Pouranvari M.Resistance spot welding of martensitic stainless steel:effect of initial base metal microstructure on weld microstructure and mechanical performance.Mater Sci Eng A 2017;703:154-61.
[23]Barenyi I,Híres O,Liptak P.Degradation of mechanical properties of armoured steels after its welding.In:Proceedings of international conference of scientific paper;2011.p.845-8.AFASES2011,26-28 May2011,Brasov,Romania.
[24]Grajcar A,Morawiec M,R′o˙za′nski M,Stano S.Twin-spot laser welding of advanced high-strength multiphase microstructure steel.Opt Laser Technol 2017;92:52-61.
[25]Sarsilmaz F,Kirik I,Batı S.Microstructure and mechanical properties of armor 500/AISI2205 steel joint by friction welding.J Manuf Process 2017;28:131-6.
[26]Schaeffler AL.Constitution diagram for stainless-steel weld metal.2.Schaeffler diagram.Metal progress 1974;106.227-227.
[27]Srinivasan PB,Muthupandi V,Sivan V,Dietzel W.Microstructure and corrosion behavior of shielded metal arc-welded dissimilar joints comprising duplex stainless steel and low alloy steel.J Mater Eng Perform 2006;15:758-64.
[28]Parmar RS.Welding engineering and technology[M].second ed.New Delhi:Khanna Publishers;2003.
[29]Rao EJ.Studies on fatigue crack growth behaviour of welded cruciform and butt joints of a low alloy(Q&T)high strength steel with austenitic and ferritic fillers.PhD diss.,Ph.D Thesis.Madras,India:IIT;1998.
[30]Wang W,Liu S.Alloying and microstructural management in developing SMAW electrodes for HSLA-100 Steel.Weld J 2002;81:132.S.
[31]Kobayashi T.Analysis of impact properties of A533 steel for nuclear reactor pressure vessel by instrumented Charpy test.Eng Fract Mech 1984;19:49-65.
[32]Magudeeswaran G,Balasubramanian V,Reddy GM.Effect of welding consumables on hydrogen induced cracking of armour grade quenched and tempered steel welds.Ironmak Steelmak 2008;35:549-60.
[33]II C-SFA American society of mechanical Engineer's boiler pressure vessel code5.5;2007.p.105-7.

- Defence Technology的其它文章
- Effects of ply orientation and material on the ballistic impact behavior of multilayer plain-weave aramid fabric targets
- Effect of magnesium on FOX-7 and its tautomers-A DFT treatment
- Effect of functional composite coating developed via sulphate and chloride process parameter on the UNS G10150 steel for structural and wear mitigation in defence application
- Optimizing submerged arc welding using response surface methodology,regression analysis,and genetic algorithm
- Virtual ballistic impact testing of Kevlar soft armor:Predictive and validated finite element modeling of the V0-V100probabilistic penetration response
- Pitting and stress corrosion cracking studies on AISI type 316N stainless steel weldments