齿科用钛合金粉末粒度对激光选区熔化工艺适用性研究
2018-07-02 08:40:02刘睿诚邹善方吴利苹曾益伟
钛工业进展 2018年2期
刘睿诚,邹善方,吴利苹,曾益伟,王 强
(成都优材科技有限公司,四川 成都 610093)
0 引 言
激光选区熔化(Selective laser melting,SLM)是一种基于激光熔化金属粉末的增材制造技术,能直接制造冶金结合、组织致密、力学性能良好、精度高的金属零部件,广泛应用于航空航天、医疗、汽车等领域[1-3]。随着现代计算机水平的不断提高,SLM成形技术在模型建立、三维重构、扫描规划等方面越来越成熟,在医学领域的应用优势逐渐体现,特别是在口腔医疗领域中取得了较大程度的临床应用[4]。中山大学李小宇等[5]研究对比了SLM加工和铸造钴铬合金的耐蚀性及力学稳定性,发现SLM加工的钴铬合金较铸造合金耐蚀性更优且两者稳定性相当。相关医院和重点实验室[6-8]对SLM工艺和铸造工艺加工的钴铬合金的金瓷结合强度进行分析对比,发现SLM技术制备的钴铬合金金瓷结合强度优于传统铸造工艺。西安军事口腔医学国家重点实验室的研究人员[9]研究了SLM技术制作可摘局部义齿支架的可行性,结果表明该技术可行。
钛合金具有良好的生物力学性能、生物相容性和耐蚀性,是当前最具吸引力的医用金属材料之一[10-11]。同时,钛合金还具有对磁共振成像(MRI)无磁场干扰、在口腔内无异味、导热率低、不易刺激牙神经等优点,在口腔领域展现了良好的临床应用效果。传统的钛合金加工工艺流程较为复杂且个性化加工困难,SLM技术为口腔用钛合金的加工提供了新的思路,可制作更复杂的结构,同时也为个性化医疗提供了契机。
影响SLM技术发展的关键因素主要是成形设备、控制软件和成形材料,其中成形材料对成形质量的影响尤为重要,可导致成形件的致密度、表面质量和尺寸精度等无法满足要求,甚至无法顺利成形[12]。具体而言,SLM技术对粉末材料有组分、粒径分布和流动性等几个方面的要求。其中,粉末粒度范围(PSD)对SLM工艺成形质量的影响尤其关键。开展适用于SLM成形工艺的粉末粒度范围的研究可以有效地解决加工工艺中材料的问题。为此本研究通过对粉末进行筛分,开展粒度范围对SLM成形性能的影响研究,为SLM工艺稳定化加工提供有力的支持。
1 实 验
1.1 实验材料
实验采用等离子雾化技术生产的Ti-6Al-4V合金粉末,其纯度高,氧含量低,化学成分如表1所示。
表1 Ti-6Al-4V合金粉末化学成分(w/%)

Table 1 Chemical composition of Ti-6Al-4V alloy powders
图1为原材料Ti-6Al-4V合金粉末的SEM照片。从图中可以看出,原材料粉末的球形度极高,颗粒表面光滑,无明显缺陷,粉末没有团聚且卫星球数量较少,从而从原材料端规避了卫星球、球形度等因素对SLM成形效果的影响。采用100目(150 μm)、140目(106 μm)、270目(53 μm)、800目(15 μm)的筛网对Ti-6Al-4V合金粉末进行分级筛选,得到106~150 μm(A组)、53~106 μm(B组)、15~53 μm(C组)、0~15 μm(D组)4组不同粒度范围的钛合金粉末。

图1 原材料粉末的SEM照片Fig.1 SEM morphology of the raw material powders
1.2 粉末粒度及霍尔流速测试
筛网目数只能大致表征粉末的粒度范围,因此对粉末进行粒度分析,采用BT-9300S激光粒度分析仪对分级后的粉末进行粒度测试,通过D10和D90的值来准确说明粉末的粒度分布。
采用BT-200霍尔流速计测量不同粒度范围粉末的流速,并对流速进行分析对比,以此来评价粉末的流动性。
1.3 激光成形
采用成都优材科技有限公司激光3D打印中心的EOS M280设备对不同粒度范围的钛合金粉末进行加工。为了控制成形过程中的工艺变量,采用了优化后的钛合金加工参数:激光功率 320 W,扫描速度 1 400 mm/s,扫描间距 0.14 mm,层厚 0.03 mm,光斑补偿值 0.11 mm。
1.4 力学性能测试及形貌观察
采用万能材料试验机分别对SLM工艺成形的拉伸件和铸造Ti-6Al-4V合金拉伸件进行力学性能测试。采用莱卡体视显微镜对SLM成形件的表面及截面形貌进行观察。
2 结果与分析
2.1 粉末粒度
通过对A、B、C、D组钛合金粉末样品进行粒度测试,得到每个粒度范围粉末的D10和D90值,结果见表2。
表2不同粒度范围的粉末D10和D90值(μm)
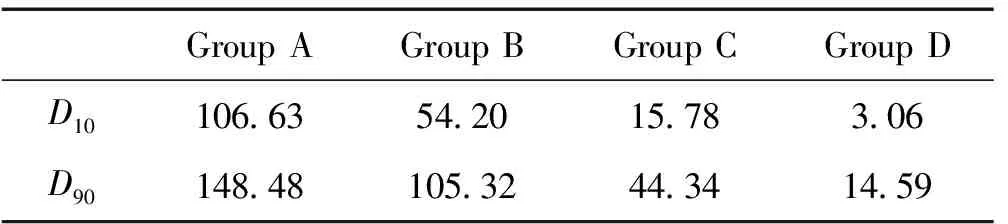
Table 2 D10 and D90 of powders with different PSD
从表中可以看出,通过粉末分级,所得到的粒度范围端值D10、D90都在该粒度范围内,说明通过不同目数的筛网进行筛分,实现了粉末的精确分级。
2.2 粉末流动性
采用霍尔流速计测试A、B、C、D组粉末的流动速度,结果见表3。
表3不同粒度范围粉末的流速(s/50 g)

Table 3 Flow rate of powders with different PSD
从表3可以看出,A、B、C组粉末均有较好的流动性,且相差不是很大,都可以满足SLM成形对铺粉的要求。而D组粉末无法从霍尔流速计中的漏斗中流出,无法测出流速,说明D组粉末的流动性很差,不适合用SLM工艺成形。
2.3 成形质量分析
将A、B、C、D组粉末分别放入EOS M280金属粉末成形设备中进行SLM成形,其中D组粉末流动性较差,铺粉时粘粉现象严重,粉层不均匀,无法顺利成形。图2为A、B、C 3组粉末成形件的表面形貌照片。

图2 不同粒度范围的粉末成形件表面形貌照片Fig.2 Surface morphologies of powders with different PSD: (a)group A;(b)group B;(c)group C
从图2可以看出,A组和B组粉末成形件的表面呈现散沙状,分布有很多细沙状的颗粒,粗糙不平;C组粉末成形件表面由连续熔道搭接而成,有金属光泽。
图3为不同粒度范围粉末的成形熔道图片。从图3a、3b中可以看出,A组和B组粉末成形时,均没有被完全熔化,表面出现凹凸不平的烧结态,没有连续的熔道,部分被熔化的粉末由于对固态基体的润湿性不好,因此球化现象比较严重。说明粒度范围为53~150 μm的粉末成形性较差。这是因为SLM工艺成形过程中,激光扫描时会造成比较大的温度梯度,熔池中心温度高达3 000 K,以熔池为中心半径40 μm之外,温度又迅速降到500~1 000 K。如果粉末直径较大,距离熔池较远的区域粉末无法完全熔化,部分被熔化的粉末对固态基体的润湿性不好,由于表面能的影响,会发生球化,未与基体粘结在一起,造成熔道的不连续;未熔化的粉末会粘结在熔道上,形成一个个小突起,引起该层的粗糙度增加,在下一层铺粉时,这些小突起会造成弹粉现象,小突起的相邻区域无法铺上粉末,这些凸起层层累积,造成表面粗糙度急剧增加,最终导致铺粉无法进行,成形失败。
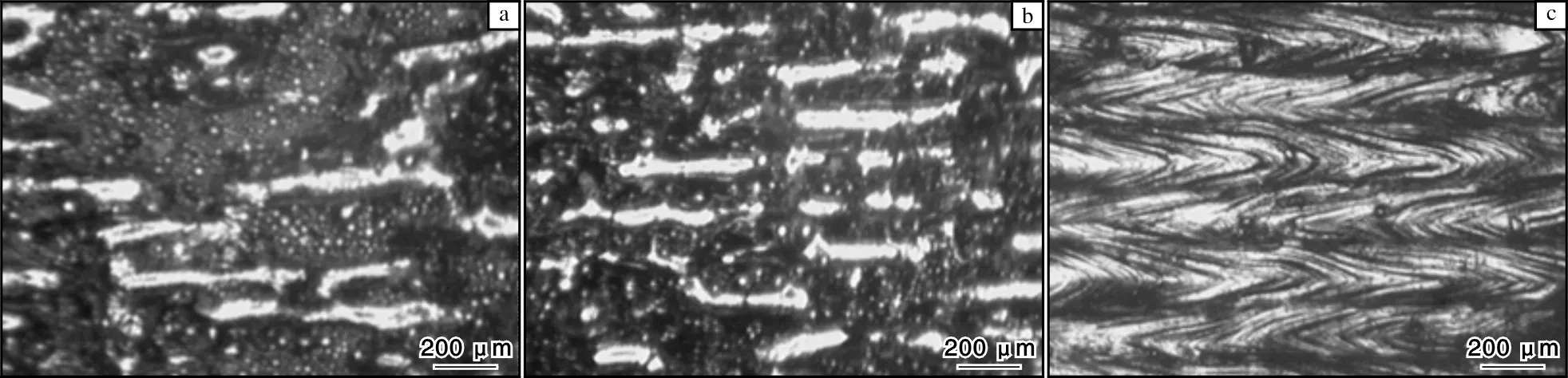
图3 不同粒度范围粉末的成形熔道图片Fig.3 Cladding of powders with different PSD: (a)group A;(b)group B;(c)group C
从图3c可以看出,C组粉末的成形熔道连续平滑,搭接良好,熔道边缘没有粉末粘附,也无其他任何缺陷,因此该组粉末熔化效果良好,成形质量较高。说明粒度范围为15~53 μm粉末具有良好的成形性。
图4为C组粉末成形件横截面磨光后的光学照片。从图4可以看出,成形件内部没有明显缺陷,孔洞非常少,且孔洞尺寸<50 μm。

图4 C组粉末成形件横截面光学照片Fig.4 Optical photograph of cross section for component processed by group C powders
2.4 成形件力学性能
采用C组粉末成形标准拉伸件,进行力学性能测试,并与传统铸造TC4钛合金的力学性能进行对比。图5为不同成形件的拉伸曲线,表4为力学性能测试结果。

图5 不同试样的拉伸曲线Fig.5 The load-extension curves of different specimens: (a)SLM samples;(b)casting samples
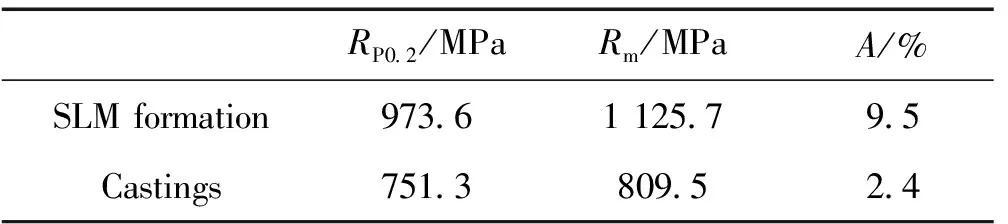
Table 4 Comparison of mechanical properties between SLM formation and castings
从图5可以看出,SLM成形件的拉伸曲线有明显的塑性变形区,而铸造件的拉伸曲线几乎没有塑性变形区,应力达到最高点时直接断裂。从表4可以看出,SLM成形件力学性能的各个参数均高于铸造件,也从侧面说明C组的粉末适用于SLM工艺成形。
2.5 应用实例
图6是采用C组钛合金粉末成形的齿科修复体。可以看出,修复体的结构致密,表面光滑,精度完全符合口腔修复的临床要求。也进一步验证了这个粉末粒度范围的钛合金粉末适用于激光选区熔化工艺加工齿科修复体。

图6 采用C组钛合金粉末加工的齿科修复体Fig.6 Dental prosthesis manufactured by group C titanium powders
3 结 论
(1)钛合金粉末粒度范围为53~150 μm时,粉末粒度较大,激光能量无法完全熔化,SLM成形件的表面分布很多细沙状的颗粒,粗糙不平。
(2)粉末粒度范围为0~15 μm时,粉末粒度太小,无法有效铺粉,不能顺利激光成形。
(3)粉末粒度范围为15~53 μm时,粉末粒度适合SLM工艺,熔道连续无缺陷,成形件表面光滑平整,有金属光泽。
(4)粒度范围为15~53 μm的粉末成形的样件内部没有明显缺陷,力学性能优于传统铸造样件的性能。该粒度范围的齿科用钛合金粉末适用于激光选区熔化工艺。
[1] 江静,祁文军,阿地力·莫明,等.快速成型技术在医学上的应用[J].机械设计与制造,2011(5):254-256.
[2] Wohlers T T, Caffrey T. Wohlers report 2013: additive manufacturing and 3D printing state of the industry : annual worldwide progress report[R].Fort Collins Colorado: Wohlers Associates,2013.
[3] 巩水利,锁红波,李怀学.金属增材制造技术在航空领域的发展与应用[J].航空制造技术,2013(13):66-71.
[4] 孙成,于金华.3D打印技术在口腔临床的应用[J].口腔生物医学, 2014,5(1):49-52.
[5] 李小宇,郑美华,王洁琪,等.3D打印和铸造钴铬合金耐蚀性及力学稳定性比较[J].中华口腔医学研究杂志(电子版),2016,10(5): 327-332.
[6] 李国强,华佳捷,戴文安,等.激光熔覆技术(SLM) 与传统铸造法钴铬金属基底冠的金瓷结合力比较研究[J]. 口腔医学,2012,32(5):280-283.
[7] 李国强,沈晴昳,高建华,等.选择性激光熔覆钴铬合金与瓷的结合性能研究[J].实用口腔医学杂志,2012,28(3):302-305.
[8] 骆权,夏静,李洁银.铸造和激光熔融钴铬合金与瓷结合强度的比较[J].中华口腔医学研究杂志(电子版),2017,11(4):211-217.
[9] 刘一帆,王伟娜,于海,等.选择性激光熔覆(SLM) 钛合金可摘局部义齿支架的适合性研究[J].实用口腔医学杂志,2017,33(3):302-305.
[10] 韩建业,罗锦华,袁思波,等.口腔用钛及钛合金材料的研究现状[J].钛工业进展,2016,33(3):1-7.
[11] 罗丽娟,余森,于振涛.3D打印钛合金人体植入物的应用与研究[J].钛工业进展,2015,32(5):1-6.
[12] Spierings A B,Herres N,Levy G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts[J]. Rapid Prototyping Journal,2011,17(3):195-202.
[13] Verhaeghe F, Craeghs T, Heulens J, et al. A pragmatic model for selective laser melting with evaporation[J]. Acta Materialia,2009,57(20):6006-6012.
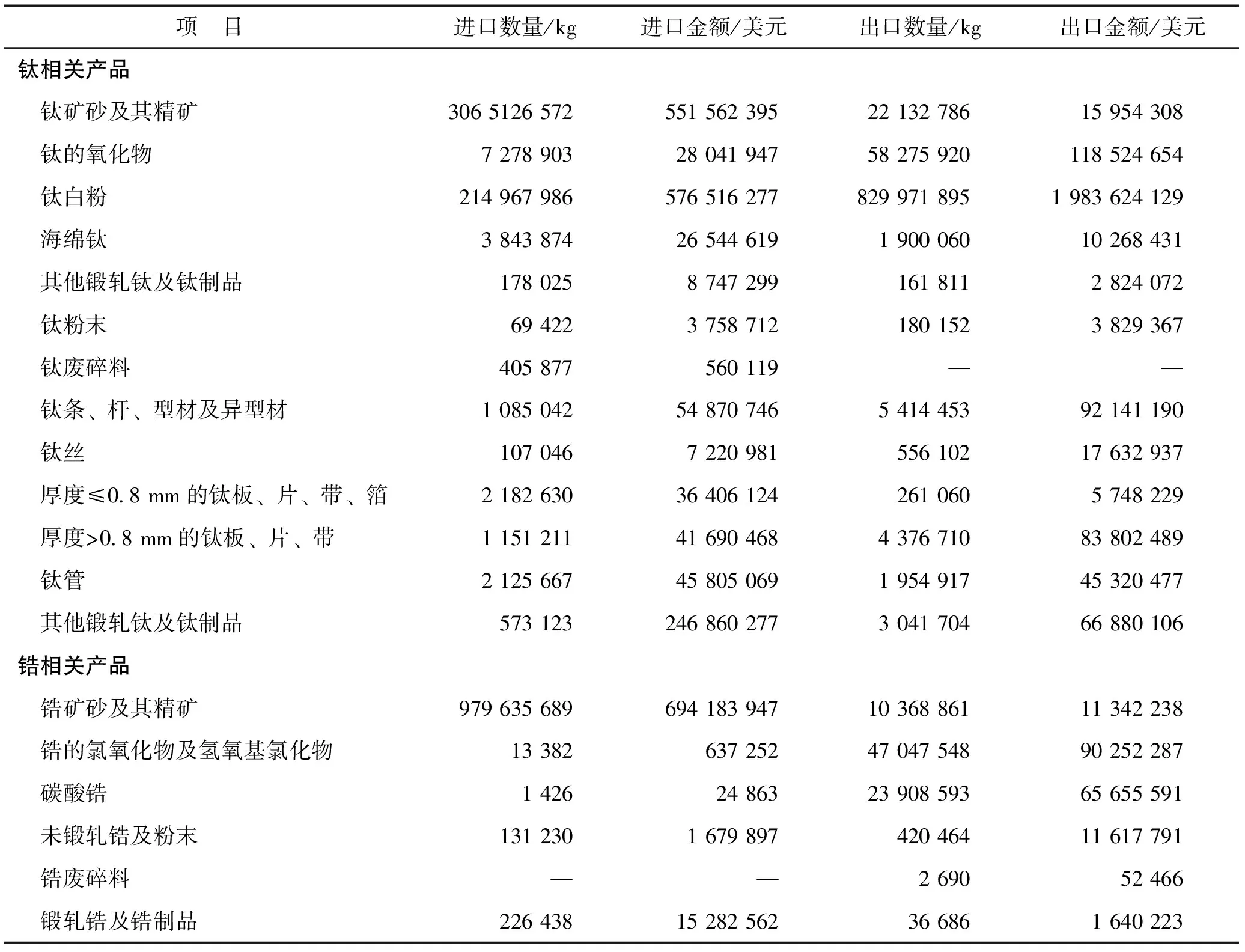
2017年中国钛、锆产品进出口统计
猜你喜欢
山东陶瓷(2021年5期)2022-01-17 02:35:46
粉末冶金技术(2021年3期)2021-07-28 06:26:16
陶瓷学报(2021年1期)2021-04-13 01:33:08
南京大学学报(自然科学版)(2021年1期)2021-01-30 14:01:04
中国自行车(2018年8期)2018-09-26 06:53:32
中成药(2018年1期)2018-02-02 07:20:14
四川冶金(2017年6期)2017-09-21 00:52:30
系统工程与电子技术(2016年12期)2016-12-24 07:19:14
当代化工研究(2016年9期)2016-03-20 16:22:18
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:19