Mo与4340不锈钢真空扩散焊接的研究
2018-06-30 08:12:36陈良斌杨中岳
中国钼业 2018年3期
陈良斌,朱 琦,魏 然,杨中岳,李 怡, 江 峰*,孙 军
(1.西安交通大学金属材料国家重点实验室,陕西 西安 710049)(2.金堆城钼业股份有限公司技术中心,陕西 西安 710077)(3.郑州大学材料科学与工程学院,河南 郑州 450001)
0 引 言
钼具有熔点高、高温性能好、导电导热及抗热震性能优、抗磨损性能和抗腐蚀性能强等优点,广泛应用于冶金、机械、石油、化工、电子和核工业等诸多领域[1]。但是,钼的抗氧化性能差,限制其工程应用。钼在性能上与不锈钢有着互补的关系,实现钼与不锈钢的连接可以发挥两种材料的性能优势,弥补各自的不足,进而拓宽钼在各个领域的应用,因此开展钼与不锈钢焊接技术的研究显得尤为迫切和重要[2]。
目前,常采用熔化焊接方法焊接钼与异种金属,如电子束焊(EBW)[3-5]和钨极氩弧焊(TIG)[6-7]等。但是由于钼本身的一些特点,使得钼在熔化焊接时存在许多问题。首先,钼具有低温脆性和易氧化的特点,对气体杂质氧、碳和氮异常敏感。在熔化焊接过程中,气体杂质很容易与钼形成淬硬相并在晶界处偏析,导致焊接接头的脆化。其次,由于钼与异种金属的线膨胀系数和导热系数相差很大,在熔化焊接后冷却过程产生很大的内应力,导致焊接裂纹倾向大,降低了焊接接头的力学性能。第三,在熔化焊接过程中,热循环会导致显微结构的变化,如晶粒长大等。因此,由气体杂质污染引起的性能变化和由熔化加热过程引起的显微结构的变化以及由此引起的焊接接头的内应力,是熔化焊接方法焊接钼所面临的主要问题。本文采用真空扩散焊接的方法来焊接钼与4340不锈钢,获得了质量较好的焊接接头。并且试验表明:当采用Ni箔作为过渡层来扩散焊接钼和4340不锈钢时,接头的剪切强度可以提高一倍多。本方法为钼的焊接应用提供了试验基础,有利于扩大钼的应用范围。
1 试验材料与方法
试验所用材料为商用纯Mo 99.95%(质量分数)、4340钢(主要成分如表1所示),过渡层材料为20 μm厚的纯镍箔99.95%(质量分数),所用材料基本物理性能如表2所示。将钼板切割为直径为21 mm,厚度为3.5 mm的圆片;4340不锈钢切割成直径为21 mm,厚度为4.5 mm的圆片。将要焊接的表面分别用200#、400#、800#、1 200#,砂纸进行打磨,然后用0.5 μm粒径的抛光剂抛光。焊接前将焊接试样放进盛有丙酮的烧杯中,用超声清洗掉试样表面附着的污染物并在空气中干燥。将处理后的试样用高温热压烧结炉(ZRYS2300)进行恒温恒压扩散焊接,分成钼和4340不锈钢直接扩散(简称:Mo-4340)和加镍箔过渡层扩散(简称:Mo-Ni-4340)两组进行。

表1 4340钢主要化学成分
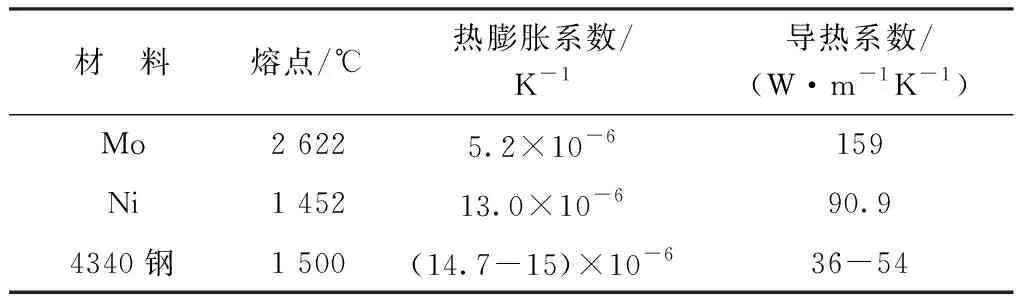
表2 试样材料基本性能
扩散焊接工艺如图1所示,包括以下4步:1)以18 ℃/min的速度由室温升温至900 ℃;2)以5 ℃/min的速度升温至950 ℃;3)以2 ℃/min的速度逐渐升温至1 000 ℃并同时开始加40 MPa的压力;4)保温1 h后撤掉压力并随炉冷却至室温。

图1 扩散焊接工艺原理图
把焊接后的接头加工成8 mm×3 mm×2 mm的试样,通过自行设计的夹具(如图2所示)测试接头的剪切强度,两种接头每种至少测试5个试样,然后取平均值。用显微硬度计(KV-1000)对焊接接头进行硬度测试,所有硬度测试均在加载200 g、保载15 s的条件下进行。采用扫描电子显微镜(SEM SU6600)对焊接接头的硬度测试压痕形貌及剪切断口进行观察,并使用能谱仪(EDX)分析元素在焊接接头的扩散情况。

图2 焊接接头剪切强度测试夹具1—压盖;2—压头;3—紧固螺栓;4—样品;5—上模;6—下模;7—衣座
2 试验结果与分析
2.1 接头区微观分析
图3为Mo-4340[图3(a)和图3(c)]和Mo-Ni-4340[(图3(b)和图3(d)]扩散焊接接头背散射电子扫描图像以及其线扫描能谱图。对比图3(a)和图3(b)可以看出,Mo-4340扩散层存在明显的未焊合区,而Mo-Ni-4340扩散层不存在未焊合区,扩散层整体质量良好。并且在两种接头上都出现了由于柯肯达尔效应出现的微孔。由图3(a)和图3(c)分析可知,Mo-4340扩散焊接接头可以分为3部分,即:Mo基体、扩散层(如图3(c)中Ⅰ区)和4340不锈钢基体。Mo-4340扩散层又可以分为两个部分:靠近Mo侧扩散层和靠近4340不锈钢侧扩散层,扩散层总体厚度大约为7.5 μm, 其中靠近Mo侧扩散层厚度大约为5 μm,而靠近4340不锈钢侧扩散层大约为2.5 μm。说明Fe原子向Mo基体扩散比Mo原子向4340不锈钢基体扩散容易得多。特别地,在Mo-4340扩散层中间处存在厚度大约为2 μm,Mo原子与Fe原子质量比大约为3∶2的区域,经过查阅Fe-Mo相图,此处狭小区域内形成了μ相,如图3(c)所示。Mo-Ni-4340接头和Mo-4340接头一样,也可以分为3部分,即:Mo基体、扩散层和4340基体。但是,由于加入了Ni箔作为过渡层,扩散层没有出现未焊合区,焊接质量得到明显提高,扩散层厚度大约为50 μm。由图3(d)可知,Mo-Ni-4340扩散层可分为 Mo-Ni扩散层,Ni层,Ni-4340扩散层3部分组成,其中Ni-4340扩散层厚度(30 μm)比Mo-Ni扩散层厚度(9 μm)大2倍多,说明Ni和Mo相互扩散要比Ni和4340不锈钢相互扩散要困难的多,这是因为Ni的原子半径(0.162 nm)跟Mo原子半径(0.201 nm)相差太大,Ni和Mo只能有限固溶;相比而言,Fe原子半径(0.124 nm)跟Ni原子半径比较相近,两者可以无限固溶。
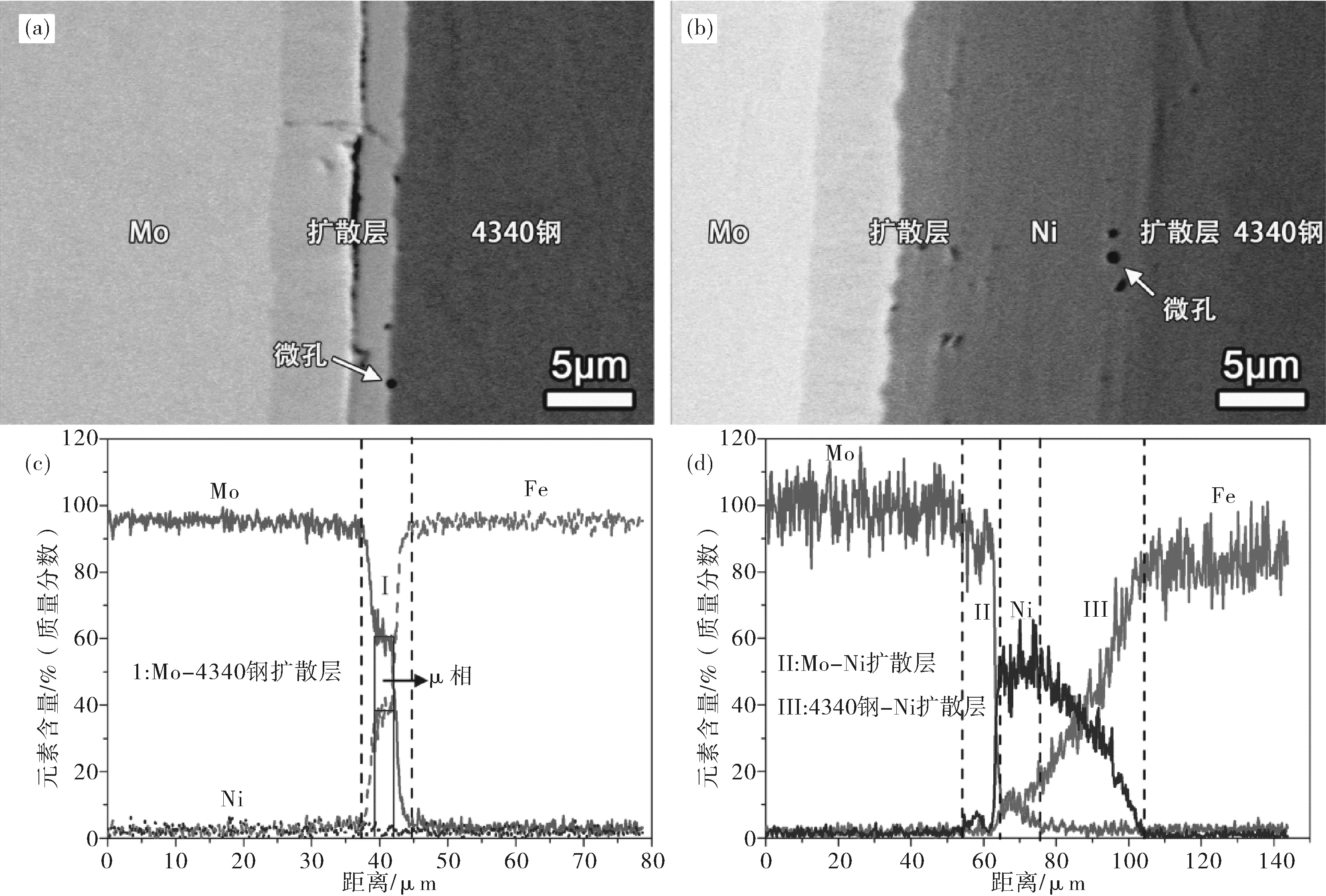
图3 钼和4340不锈钢扩散焊接接头微观形貌以及能谱分析(a)和(c)Mo-4340焊接接头微观形貌及能谱分析,(b)和(d)Mo-Ni-4340焊接接头微观形貌及能谱分析
2.2 接头区的硬度测试
Mo-4340钢接头扩散层附近硬度测试结果如图4(a)所示。由于在Mo-4340钢接头扩散层形成了Fe-Mo的高硬度高脆性的金属间化合物μ相,因此在扩散层中间位置硬度达到最高为480 HV,从中间扩散层到两边4340不锈钢和Mo基体,硬度逐渐减小。Mo-Ni-4340接头扩散层硬度分布有着与Mo-4340接头相同的趋势,都是从扩散层中间向两边逐渐减小。但是,Mo-Ni-4340接头扩散层硬度最大值要低很多,最高为365 HV,如图4(b)所示。说明加入Ni箔作为过渡层后,避免了高硬度的Fe-Mo金属间化合物的生成,降低了硬度梯度,并且Ni与Mo、Fe主要以固溶体的形式存在于扩散层中,这将减小接头的脆性倾向,有利于接头力学性能的提高。
图5为硬度测试后焊接接头扩散层背散射电子扫描图。由图5(a)分析可知,在经过维氏硬度测试后,Mo-4340接头扩散层出现了裂纹。这说明了Mo直接与4340不锈钢焊接得到的接头结合强度不高。 而添加Ni箔作为过渡层后得到的焊接接头,即使在经过维氏硬度测试后,扩散层仍然保持良好,没有明显的裂纹出现,只在某些变形大的地方出现微裂纹,如图5(b)所示。

图4 扩散层附近硬度分布(a)Mo-4340扩散层硬度分布;(b)Mo-Ni-4340扩散层硬度分布
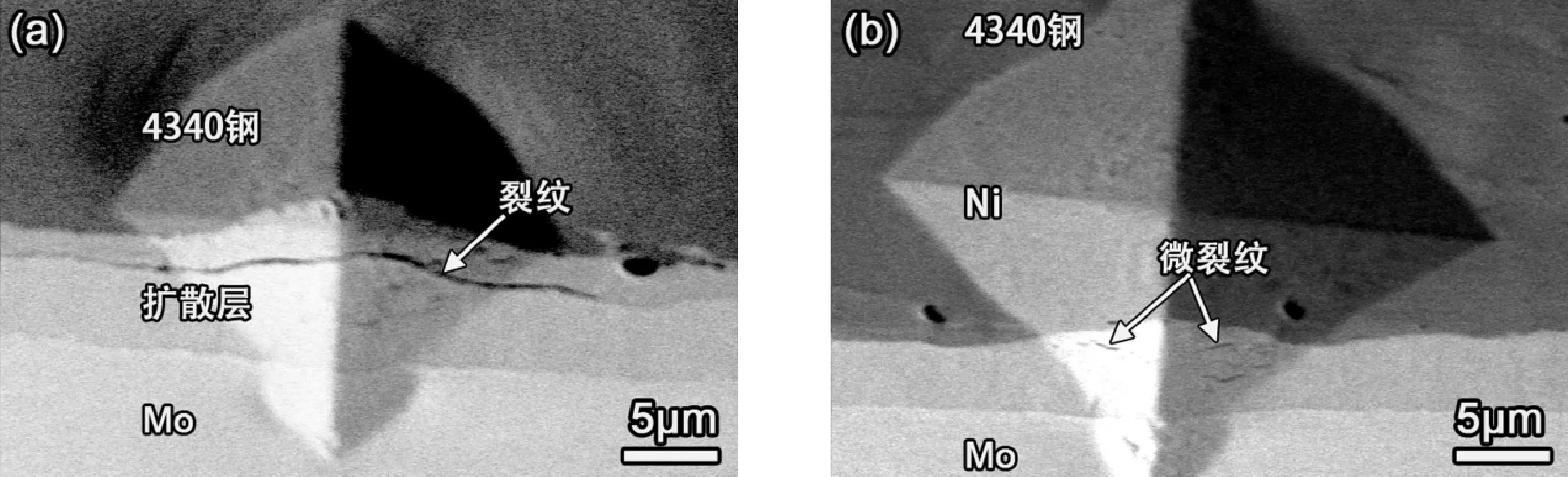
图5 硬度测试后焊接接头扩散层背散射电子扫描图(a)Mo-4340接头扩散层;(b)Mo-Ni-4340接头扩散层
2.3 焊接接头剪切强度测试及断口形貌观察
经测试,Mo-4340接头和Mo-Ni-4340接头剪切强度分别91 MPa和196 MPa,说明加Ni箔进行扩散焊接后,接头的剪切强度提高了116%。剪切测试的试样断裂位置基本都在焊接接头扩散层附近,断口均比较平齐,断口微观形貌如图6所示。由图6可知,Mo-4340接头剪切断口表面的撕裂痕较浅且面积少;而加Ni箔后焊接接头剪切断口表面撕裂痕明显深,面积也增多,说明加Ni箔后,提高了焊接质量,界面结合更加紧密。

图6 剪切断口微观形貌(a)Mo-4340接头Mo侧断口;(b)Mo-4340接头4340钢侧断口;(c)Mo-Ni-4340钢接头Mo侧断口;(d)Mo-Ni-4340钢接头4340钢侧断口
3 结 论
本文通过使用真空扩散焊接方法对不加过渡层和加镍箔过渡层的Mo-4340不锈钢焊接接头的研究,可以得到以下结论:
(1) Mo-4340不锈钢直接焊接时在扩散层出现部分未焊合区,而加Ni箔过渡层时,扩散层与Mo和4340不锈钢全部焊合且结合良好。镍箔过渡层可显著提高扩散焊接质量。
(2) 焊接接头的维氏硬度从扩散层向两边的Mo和4340不锈钢基体逐渐减小。维氏硬度测试后不加过渡层接头扩散层出现明显的裂纹,而加Ni箔过渡层的焊接接头扩散层没有出现裂纹,说明加镍箔过渡层进行扩散焊接可以提高焊接接头强度。
(3) 加Ni箔过渡层后焊接接头的剪切强度从91 MPa提高到196 MPa,提高了115%。
[1] 张全孝,刘全利,熊晓松,等.钼合金在结构件应用方面的发展[J].兵器材料科学与工程,2001,24(4):58-60.
[2] 杨秦莉,王 林,朱 琦,等.钼及钼合金焊接技术研究现状[J].热加工工艺,2012,41(19):163-166.
[3] 潘际銮,王之伦,潘妙良.钼的电子束焊接[J].清华大学学报,1964,11(2):15-34.
[4] 李 鑫,张品源.合金钼焊接影响因素的初步分析[J].中国原子能科学研究院年报,1999(1):57-59.
[5] 李 鑫,张品源.钼及钼合金焊接的工艺研究[J].稀有金属材料与工程,2001,30(1):152-156.
[6] Fukuhisa Matsuds, Masao Ushio, Kazuhiro Nakata.Weldability of molybdenum and its alloy sheet [J].Transactions of JWRI, 1990,19(1):69-78.
[7] Jiang Qinglei, Li Yajiang, UApuchkov.Microstructure characteristic in TIG weldedjoint of Mo-Cu composite and 18-8 stainless steel [J].Int Joumal of Refractory Metals & Hard Materials,2010(28):429-433.
[8] 傅 莉,杜随更.钼粉末合金与模具钢摩擦焊接组织特征分析[J].西北工业大学学报,2001,19(4):557-561.
[9] Anddrzej Ambroziak.Friction welding of molybdenum to molybdenum and to other metals [J].Int Jounal of Refractory Metals and Hard Materials,2011(29):462-469.
[10] 李 宁,赵兴保,文玉华,等.一种含活性元素Ti适合钎焊钼及其合金的锰基钎料:CN200710050808.0[P].2008-05-08.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
石材(2022年3期)2022-06-01 06:23:54
宁夏电力(2022年1期)2022-04-29 03:49:18
原道(2022年2期)2022-02-17 00:59:12
贵金属(2021年1期)2021-07-26 00:39:14
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
山东冶金(2019年1期)2019-03-30 01:35:32
电镀与环保(2018年4期)2018-08-20 03:08:02
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21