
基于数控加工工艺分析及夹具设计
2018-06-27 02:38白谕幸
无线互联科技 2018年5期
白谕幸


摘 要:文章以机械加工企业中某产品中的一连接器为例,分析其零件加工工艺、合理安排加工工序。由于零件特殊性需要专用夹具装夹,实现柔性化生产,从而取得最优加工路线同时保证零件加工精度,提高加工质量和效率。
关键词:加工工艺;夹具;精度;效率
数控技术在机械加工行业中得到了快速的发展,但数控机床的加工能力和生产效率由机床的柔性程度高低所决定,但高柔性机床的价格却是普通机床好几百倍。一些工序复杂的零件在普通数控机床上加工往往出现需要多次装夹,其零件的加工精度无法保证的情况。
针对一些多工序加工需要采用多次装夹加工的零件,为达到在普通数控机床加工也能取得高的加工精度和效率,实现柔性化生产。提出用夹具的柔性化替代机械零件多工序加工依赖于数控机床的高柔性,从而解决目前企业实际生产问题[1]。
本文主要通过零件加工工艺设计的过程,论述如何进行零件加工工艺优化和设计专用氣动夹具来保证零件的加工质量和效率。
1 零件分析
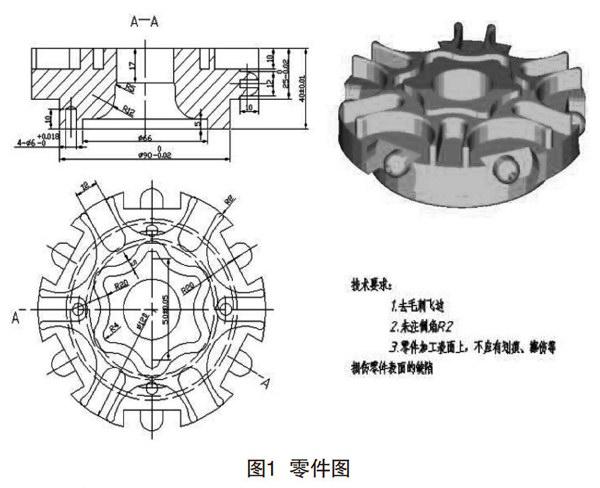
如图l所示,零件主要由曲面、圆弧槽、孔和薄壁组成的三维零件。该零件在数控加工时需在采用多次装夹,主要加工部位分别是零件正面圆弧挖槽加工、反面曲面加工、零件四周的加工。
由于零件轮廓形状复杂、加工工序较多,零件加工精度要求比较高,重要部位尺寸都控制在正负0.02 mm的范围内,在零件图中存在一些尺寸公差不是对称公差,在编程时由于不是对称公差在加工过程中很能保证零件的尺寸精度,在加工过程中时出现了加工误差时不能直接通过改变刀具补偿量来修改,给零件加工和编程带来较大的麻烦。因此,画图过程中需要进行尺寸换算,统一采用对称公差,方便数控加工达到零件所需的精度要求。
2 零件加工要点、难点
零件的毛坯为Ф165 mmX45 mm圆块,材料是45号钢。由于该零件正面由薄壁组成,同时反面有4个孔可以为正面的加工提供定位,从装夹工艺考虑先加工反面,然后再加工正面。
(1)反面加工的主内容是加工外轮廓、内曲面的加工。由于零件的反面外轮廓加工和4个孔加工是为了正面加工和侧面加工时提供定位和装夹,因此表面质量和精度加工要求比较高。
(2)正面加工主要是凹槽和薄壁加工,在薄壁粗加工过程时,通常采用较大的背吃刀量和进给量提高零件加工效率。但这种加工模式会产生较大的切削力对零件产生挤压,将对四周的薄壁产生较大的变形量。为了保证四周薄壁不变形,需要采用多种加工措施才保证零件薄壁处质量和精度。
①采用两种粗加工模式,在对左右两边挖槽粗加工时,四周薄壁处保留2 mm较大的切削余量,由于保留的余量较大,在粗加工时候产生切削力和挤压力不会影响到零件的变形,同时具有较高加工效率。
②挖槽粗加工之后采用轮廓粗加工模式,对四周薄壁进行内轮廓外形铣削粗加工,由于轮廓加工时刀具切入时的冲击力比较大也会让零件在切入点产生较大的变形量。为了避免切入时在进刀处产生冲击减少变形,刀具需要采用圆弧切向进刀、退刀,这样进刀方式能较大程度减少薄壁受力变形同时过度加工顺畅同时保证加工精度。
(3)零件的侧面加工是普通铣床上加工的一个难点,根据传统的加工方法是采用通过多次定位装夹加工。工序分散加工主要特点是效率低同时加工精度难以保证。为了解决实际生产中的难题,设计专用夹具,通过采用夹具的柔性化实现机床的柔性化加工[2]。
3 零件加工工艺
通过对零件加工工艺分析,结合零件加工的精度和表面粗糙度,分别对加工的内容、所使用的刀具、主轴转速、进给速度、背吃刀量等进行正确合理的选择,如表1-3所示。
4 夹具设计
4.1 夹具的总体设计
夹具是指机械制造过程中用来固定加工工件,让其拥有正确的固定位置,用于加工或检测的装置,通常由定位元件、夹紧装置、对刀引导元件、分度装置、连接元件以及夹具体等组成[3]。
根据零件加工特点,侧面的加工的定位基准为Ф90圆柱底面和两定位孔组合定位。该夹具结构如图2所示。
4.2 零件定位分析
零件底平面作为主要的定位基准,采用典型的一面两孔的定位方式对零件进行完全定位,通过底面与定位板接触限制零件其中3个自由度(即两个转动和一个移动自由度),底面上的两个孔分别采一个短销和削边销进行限制其余3个自由度。保证四周轮廓加工的稳定性,在零件的轴线方向增加作用力Fl,如图3所示。
4.3 夹具的工作原理
夹具体l与机床工作相连接,六工位分度盘安装在夹具当中,定位底板用于固定零件并将其固定在六工位分度盘中,气缸的与开口压板连接用于零件拉紧和松开。零件加工时,将工作安装定位底板当中,气缸拉紧开口压板压紧工件,启动数控机床加工零件。当加工完一个工位时,机床主轴移动到六工位分度盘开关接触器中,让六工位分度盘得到信号,自动转到下—工位,连续加工工件。
5 结语
本文主要通过对零件的装夹和加工工艺设计进行了研究。在确定零件的加工工艺、刀具选用和零件装夹这方面做出了选择,同时为解决实际生产方面提供了方法。
[参考文献]
[1]赵长旭.数控加工工艺[M]西安:西安电子科技大学出版社,2006.
[2]陈红霞.机械制造工艺学[M].北京:北京大学出版社,2010.
[3]许玲萍.数控加工工艺决策与切削参数规范化的研究[D].沈阳:沈阳工业大学,2006.
猜你喜欢
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
电子制作(2018年11期)2018-08-04
制造技术与机床(2017年10期)2017-11-28
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
测绘科学与工程(2016年5期)2016-04-17
电子设计工程(2015年3期)2015-02-27
机电产品开发与创新(2014年6期)2014-03-11
河南科技(2014年14期)2014-02-27
