浇铸MFT8钢中间包水口结瘤问题研究
2018-06-26 01:31:28张清泉汤寅波宋传文付振宇殷顶楼
安徽冶金科技职业学院学报 2018年2期
张清泉 汤寅波 宋传文 付振宇 殷顶楼
(马钢股份公司 长材事业部 安徽马鞍山 243000)
钢水中氧化物及脱氧产物形成夹杂物悬浮于钢液中,在连铸过程中很容易聚集,引起中包水口堵塞,造成连铸断浇;连铸结瘤问题不仅影响到生产运行,同时易造成铸坯的质量缺陷,严重影响经济效益[1]。因此,保证浇铸顺行至关重要。
现针对马钢MFT8钢浇铸过程中包水口结瘤问题,通过现场工艺协调,在精炼、连铸同时取样检测,使用氧氮分析仪,光谱仪研究分析,确定结瘤物质主要成分是Al2O3,通过对Al含量工艺参数调整以及防止二次氧化,解决了浇铸MFT8钢水口结瘤问题。
1 工艺简介
浇铸MFT8钢由一台六机六流连铸机完成,整个浇铸过程采用全保护浇铸、结晶器液位自动控制、结晶器电磁搅拌以及末端电搅等多项技术以保证铸坯质量。连铸机主要工艺参数见表1。
2 中包水口结瘤原因分析
2.1 中包结瘤基础理论
中包水口结瘤是连铸浇铸过程中经常发生的问题,对结瘤原因亦有很多成熟的理论,但本质上是由于氧化铝及围绕氧化铝颗粒形成的聚合物依附水口导致结瘤[2],[3],而氧化铝来源主要有以下几点:
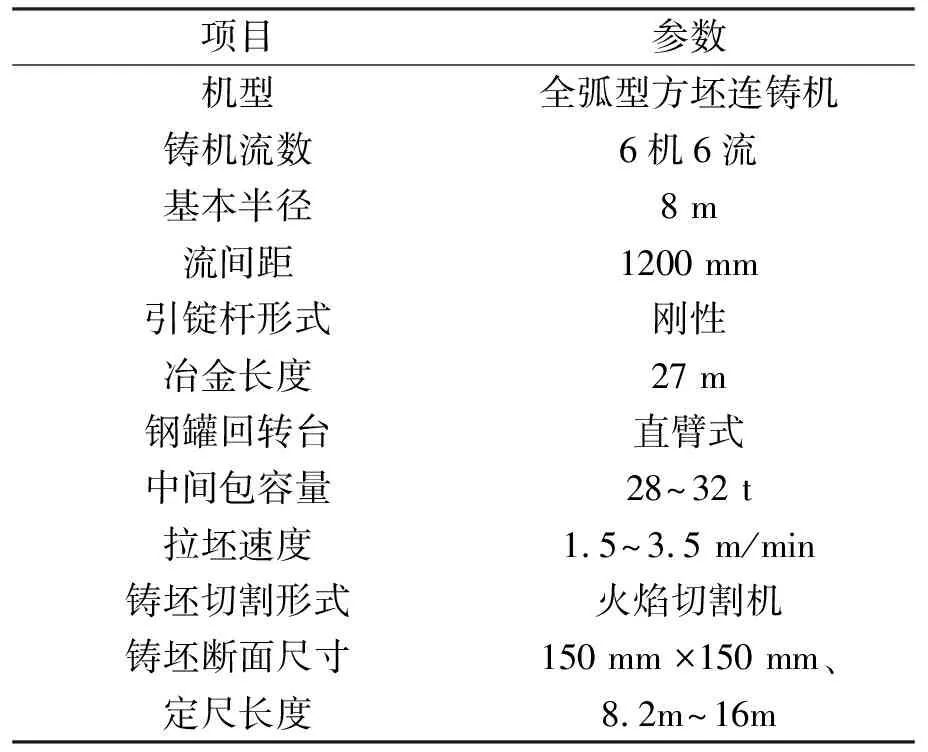
表1 马钢方坯连铸机主要参数
a)Al作为炼钢使用的脱氧剂,形成的Al2O3并未完全上浮,部分仍悬浮在钢液中。
3[O]+2[Al]= Al2O3
(1)
b)钢水中[Al]在浇铸过程中发生二次氧化。
3O2+ 4[Al]=2Al2O3
(2)
c)低温导致钢液中溶解[O]下降,破坏Al-O-Al2O3平衡从而生成Al2O3结在水口壁上。
2.2 中包水口结瘤工艺调查
对MFT8钢浇铸过程中进行跟踪调查,浇注中标记发生结瘤的炉次和浇铸顺畅的炉次。每炉取样使用瑞士ARL公司生产的真空直读光谱仪(型号:ARL-4460)检测成分,将结瘤和未结瘤炉次主要化学成分列入表2。

表2 结瘤和未结瘤炉次主要化学成分
根据马钢MFT8钢作业指导书C、Si、Mn、S、P、Als均在控制范围内,结合光谱仪分析的Als含量结果发现,结瘤的炉次Als含量几乎接近工艺要求上限或者超出工艺标准,而未发生结瘤炉次Als基本在工艺标准中限或者下限。并且结瘤的炉次最低Als含量为0.038%,未结瘤炉次最高Als含量为0.036%,因此认为当钢中Als含量高于0. 036 % 时,水口堵塞现象较明显。
2.3 中包水口结瘤与二次氧化
当钢液中铝含量一定时,防止钢水二次氧化,但二次氧化往往是难以避免的。中间包二次氧化越严重,夹杂物的尺寸越大;即使轻微二次氧化,易生成的小尺寸夹杂[4]-[6]。为了更好的跟踪钢水中氧含量变化,从LF精炼后取氧氮样,并且在中包浇注5分钟再取氧氮样,使用纳克ON3000氧氮分析仪检测,对比钢水从出LF炉到中包之间增氮情况,结瘤6个炉次增氮结果如图1所示:

图1 结瘤炉次增氮值
由图可见,钢水从LF吊运出后至中包浇注过程,中间增氮平均超过30 ppm,甚至更高,说明钢水纯净度不够或者在节点处发生了二次氧化。目前连铸虽已采用全保护浇注,仍可能存在某个节点出密封不到位导致钢水与空气接触,因此需要对保护浇注整个过程逐一排查。
2.4 中包水口结瘤与浇注温度
同样将结瘤和未发生结瘤的炉次中包温度做曲线图,如图1所示。
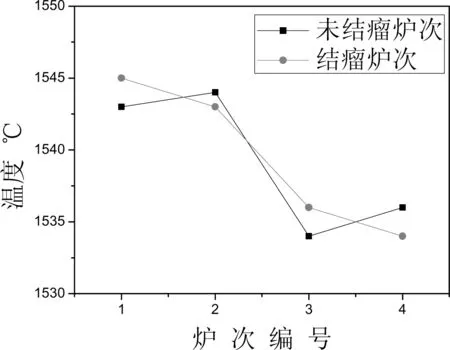
图2 结瘤和未结瘤中包温度曲线
通过图2可以看出连浇炉中,结瘤的中包温度与未结瘤炉次中包温度最高和最低不超过10℃,根据MFT8钢种作业指导书,两种情况下的中包温度均在要求控制的范围之间,并无明显差异,可见浇注MFT8钢中包温度并不是造成中包水口结瘤的因素。
3 改进措施及成效
已经有很多方法用来避免 Al2O3对水口的堵塞 ,如有的厂家全过程保护浇注、延长钢水镇静时间等,总之一方面要针对 Al2O3的来源及控制钢中Al含量;二是减少钢水二次氧化形成的夹杂物。 此次马钢针对MFT8钢主要从这几个方面采取措施。
3.1 工艺改进
由前文分析可知,当酸溶铝超过0.036%时MFT8钢连浇容易发生结瘤,经过调查发现 ,LF处理后MFT8钢中酸溶铝含量基本在工艺中限或者下限,但在中包取样发现酸溶铝会有所增加 ,可能是耐材中有部分铝进入了钢液中或者发生二次氧化。
针对此马钢公司首先保证耐材质量,不影响MFT8钢产品性能的基础上,调整工艺酸溶铝含量,将原先Als工艺范围向下调整,同时适当延长LF炉精炼时间,根据在线真空直读光谱仪检测的成分,保证MFT8钢水经过LF处理后酸溶铝含量不超过新工艺范围中限,亦有利于钢水中夹杂物上浮。
3.2 防止二次氧化
二次氧化的来源很多,但对水口结瘤影响较大的主要是钢水间的二次氧化和浇铸期间的二次氧化;浇铸期间的二次氧化又可分为大包至中包吸气二次氧化、中间包耐材二次氧化、下渣二次氧化等多种方式[7]、[8]。
为减少二次氧化发生,连铸已采取全保护浇铸,从大包上台开始对每个保护节点排查,再排查中发现大包长水口和浸入式水口并无存在问题,发现大包滑板冷却气体仍为压缩空气,会于流经滑动水口的钢水发生氧化,为杜绝每一个可能发生二次氧化的节点,对此项整改,将压缩空气冷却改为氩气冷却。整改后钢水从大包至结晶器再未有直接与空气接触的现象。
3.3 效果
通过对工艺参数的微调、大包滑板冷却方式的整改后及适当的延长钢水镇静时间,在2018年3月6日对所有MFT8钢种连浇炉进行跟踪再没有出现结瘤现象,在3月16日和3月23日分别又再次连浇16炉和28炉,整个生产过程浇铸顺畅,结瘤问题得到解决。同时将整改前后的氧氮样结果对比,如图3所示。

图3 调整前后增氮对比
可见工艺优化后,在解决了中包水口结瘤的问题同时,过程增氮问题也得到有效控制,同时也改善了铸坯的质量[9]。
5 结论
(1)MFT8钢结瘤主要是由酸溶铝含量偏高导致。
(2)中小尺寸夹杂物更容易粘附在中包水口处引起结瘤。
(3)将酸溶铝含量向下调整可有效控制中包水口结瘤问题发生。
(4)适当延长钢水镇静时间、防止二次氧化能够防止中包水口结瘤,同时有效控制过程增氮。
参考文献
[1] 蔡开科,孙彦辉,秦 哲.浇铸过程中间包水口结瘤堵塞现象[J].连铸,2007,6
[2] 蔡开科.连续铸钢原理与工艺[M].北京:冶金工业出版社,1994
[3] 卢盛意.连铸中间罐水口堵塞问题[J].连铸,2002,5
[4] 蔡开科. 转炉-精炼-连铸过程钢中氧的控制[J].钢铁,2004,8
[5] 王晓峰,陈伟庆,裴凤娟等.板坯连铸水口结瘤机理研究炼钢[J].炼钢,2007,23(6):20-22
[6] 陈家祥. 连续铸钢手册[M].北京:冶金工业出版社,1991
[7] 高海潮,刘茂林.CSP连铸浸入式水口结瘤案例研究[J].钢铁,2005,40(3):20-26
[8] 张振申,程官江,李广军.浸入式水口结瘤成因分析与预防措施[J].连铸,2005,24(3): 19-20
[9] 卢盛意.连铸坯质量[M].北京:冶金工业出版社,1994
猜你喜欢
安徽冶金科技职业学院学报(2023年1期)2023-08-15 07:32:36
水泵技术(2022年2期)2023-01-15 07:20:38
金属世界(2022年4期)2022-07-29 08:18:42
山东冶金(2022年1期)2022-04-19 13:40:14
上海金属(2021年4期)2021-07-28 12:33:22
上海金属(2020年6期)2021-01-04 12:25:52
中国金属通报(2019年7期)2019-08-13 07:44:28
计算机集成制造系统(2018年10期)2018-11-12 10:20:06
中华建设(2018年3期)2018-04-23 03:35:29
红土地(2017年2期)2017-06-22 10:23:39