
组合缝筛管研制及应用
2018-06-25 08:32:02陈磊
装备制造技术 2018年4期
陈 磊
(中油辽河油田钻采工艺研究院,辽宁盘锦124010)
油田开发过程中,人们注重保证油井的可靠性和生产能力,尤其遇到地层砂松散或容易坍塌的油层,常常通过不同的完井方式来防止或减轻油井出砂,以达到提高油井产量、延长油井生产期和实现较好的经济效益的目的[1]。
割缝筛管完井是一种防砂成功率高、对地层适应能力强、成本相对较低、方法简便易行的机械防砂方式[2]。其优点是管、缝同体,井身结构简单,特别适合应用于水平井、大位移井、大斜度井,其施工成本低,完井速度快,产能高。
割缝筛管常用有效的加工方法是铣刀割缝和激光割缝。铣刀加工成本低,但缝宽受铣刀片厚度限制,只能切割宽度≥0.30 mm的矩形缝,不能切割梯形缝;激光可以切割锥度为 6°~12°的梯形缝[3],但外缝宽 ≥0.25 mm,不能很好的防粒径0.10~0.20 mm的细粉砂。外缝还容易被流砂磨蚀变宽,降低挡砂精度和筛管使用寿命。
而组合缝截面形状由外矩形缝和内梯形缝组成,筛管端剖面(即垂直于筛管轴线的剖面)如图1所示,靠近管壁外缘是一段缝宽相同的矩形缝,靠近管壁内孔是一段外窄内宽的梯形缝,具备矩形缝耐流砂磨损和梯形缝“自洁性”[4]好的优点,不易被流砂磨蚀变宽和产生砂砾堵塞缝隙。外矩形缝的缝宽可达0.15 mm,缝深可达 1~2.5 mm;内梯形缝锥度为 6°~12°.
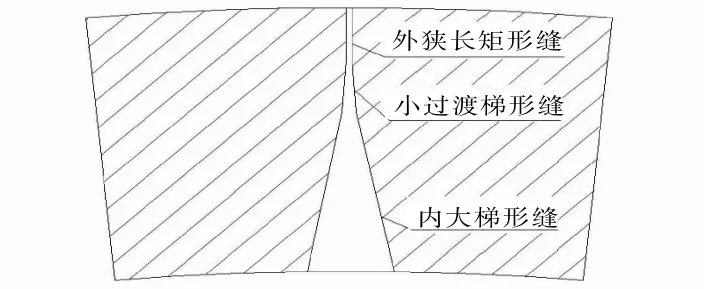
图1 组合缝筛管端剖面图
组合缝筛管缝隙尺寸范围广,可有效地阻挡中、细地层砂进入井筒,用于水平井、大位移井、大斜度井。单纯用某一种加工方法,很难加工出上述几何尺寸的组合缝筛管,因为每种加工方法都有自身的局限性。
本文首先研究组合缝筛管的综合加工方法,再分析组合缝筛管在油井生产中的应用效果。
1 组合缝筛管的综合加工方法
由于激光束聚焦能力所限,焦点光斑直径≥0.15 mm,梯形缝的外缝宽度 ≥ 0.20 mm.所以单纯用激光割缝,无法达到外矩形缝的缝宽为0.10 mm,缝深为 1~2.5 mm;内梯形缝锥度为 6°~ 12°的尺寸要求。必须对已经切割出宽组合缝的筛管,再应用塑性成形方法,使缝型变为窄组合缝。
1.1 用激光切割出宽组合缝
可以用两种方法切割出梯形缝。
第一种方法如图2所示,激光切割头移动和钢管转动相结合。激光切割前,激光光轴与钢管轴线垂直对中,焦点调整到合适位置,然后向左平移一段距离δ,激光束输出切割出半个梯形缝;激光切割头再反向移动2δ距离,同时钢管顺时针转动锥度为2α=6°~12°,激光束输出切割出另半个梯形缝[5]。
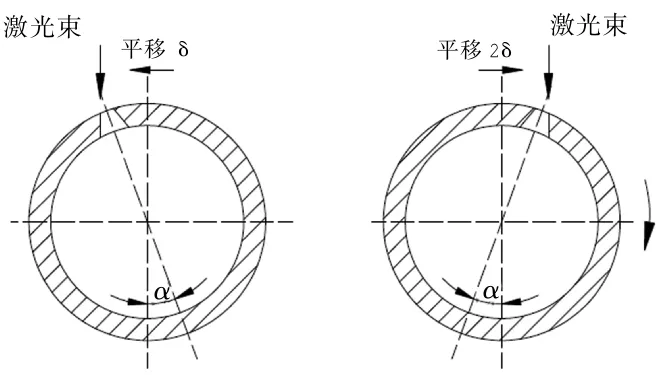
图2 激光切割头移动和钢管转动结合
第二种方法如图3所示,钢管固定不动,激光切割头先逆时针或顺时针偏转2α=3°~6°,切割出半个梯形缝,再反时针偏转2α=6°~12°,切割出整个梯形缝[6]。
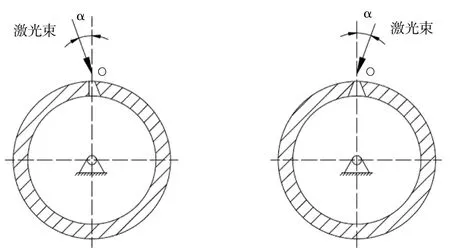
图3 工件不动,激光切割头正反向转动
第一种方法,激光切割头移动和钢管转动结合,因钢管很重(约400多公斤),工作效率较低,且两种运动误差叠加也使得梯形缝型加工精度降低。第二种方法工件不动,激光切割头正反向转动,工作效率较高,只要提高激光切割头的转动精度,就可使得梯形缝型加工精度提高。因此,本文选择第二种方法。
选择第二种加工方法将梯形缝切割出来后,激光切割头回到与钢管轴线垂直对中位置,按照切割矩形缝的方法最后切割出宽组合缝。如图4、图5所示。
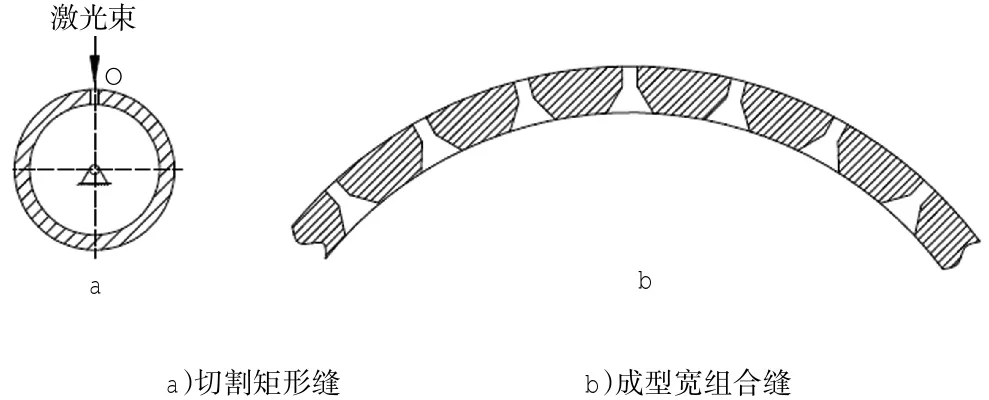
图4 激光切割头切割矩形缝,成型窄组合缝
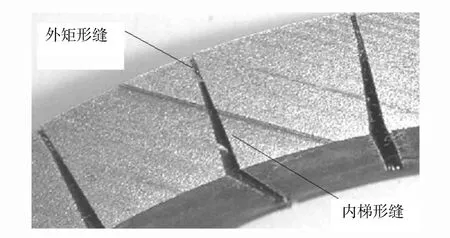
图5 组合缝筛管端剖面照片
1.2 塑性成形窄组合缝
因为激光切割出来组合缝筛管外缝宽度为0.3 mm,对于外缝宽度≤0.3 mm的组合缝筛管,还需要缩缝,即通过轧辊对外缝的回转挤压,使得缝宽变窄。缩缝基于弹塑性力学原理在缩缝机床上通过塑性成形实现。缩缝机床由回转控制电机、减速箱、传动轴、轧辊、立柱、压头、三爪卡盘、液压驱动系统、拖车、多位中心支架等组成[7],机床结构如图6所示。

图6 轧辊式缩缝机床结构图
塑性成形通过轧辊对已经割缝的筛管施加径向作用力,使之产生弹塑性变形。为此需要根据不同筛管外径及缝隙尺寸要求制作出不同曲率的轧辊,加载在管体外缘,将已经切缝的筛管进行径向局部旋转压缩,宽组合筛缝塑性成形主要依靠金属在塑性状态下的体积转移来实现缝口变窄,示意图如图7所示。
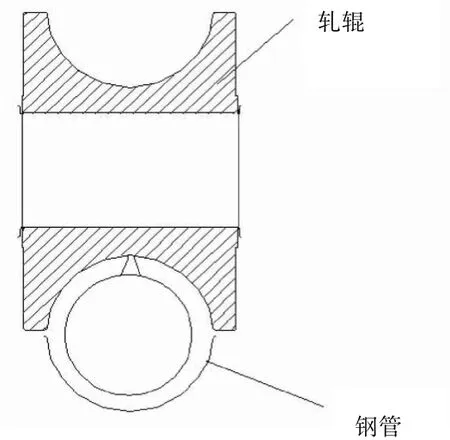
图7 轧辊缩缝原理图
其工艺过程为:
1)对中:轧辊中心与筛管外圆最高点对中,即轧辊轴线与所压筛缝中心线对中;
2)压紧:轧辊对筛管施加径向压力。根据缩缝尺寸的需求,调整液压缸的输出压力,即可改变压头作用在管径上的压力,进而改变缝隙的宽度;
3)移动:随着轧辊对工件表面的压深,拖车带着工件作轴向移动,完成对同一轴线上筛缝的塑性成形;
4)分度:轧辊完成一排缝的旋压工作后,安装在床身上两端的主动卡盘和随动卡盘夹持工件定轴回转,轧辊继续对下一排缝的旋压,直至完成整根筛管全部缝隙的挤压。
由图7可知,缩缝加工质量与轧辊的制造精度有关。设计时,轧辊形状和尺寸要考虑预留筛管弹塑性变形量。经过实验摸索,得出对外径Φ177.8 mm筛管缩缝的轧辊曲面应由3段圆弧组成。如图8所示。
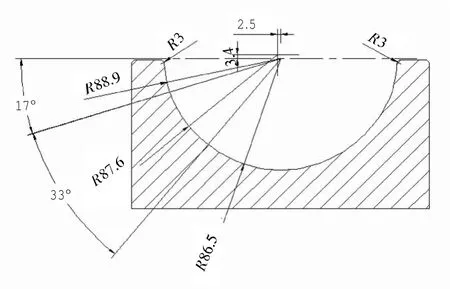
图8 轧辊曲面设计
挤压后的组合缝筛管端剖面照片见图9.
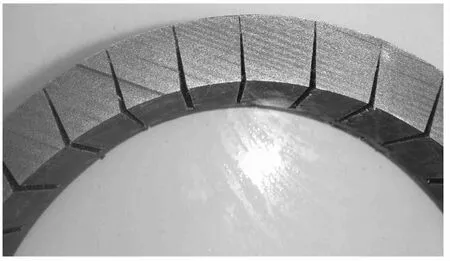
图9 挤压后的组合缝筛管端剖面照片
2 现场应用效果分析
2015年至今,组合缝割缝筛管(缝长为45 mm,缝间距为30 mm,外矩形缝宽0.360.03 mm,外矩形缝深≤2.0 mm,内梯形缝锥度/6°)防砂技术在曙光油田和特种油公司共计应用5井次,管柱全部成功下入。目前生产状况良好,无砂卡泵和砂埋油层情况,且产量高于同层位油井。
井例:杜84-兴H32井,于2016年7月采用组合缝激光割缝筛管防砂完井,同年9月注汽后下泵生产,统计至2017年4月底,生产161天,注汽2轮次,共计产液6 656 t,产油2 500 t,平均日产液41.3 t,日产油15.53 t,生产状况良好,产出液无砂。见图10.
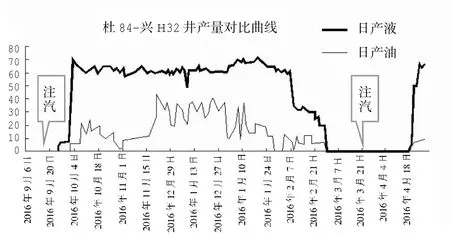
图10 油井产量对比曲线
3 结论
(1)组合缝筛管在性能上综合了矩形缝和梯形缝的优点,既可以防止砂砾堵塞,又可以减少地层砂对外缝宽度的磨蚀,保持滤砂精度,可以提高筛管使用性能和使用寿命。
(2)运用激光多次切割和塑性成形的方法可以加工出满足油田需求的组合缝筛管。
(3)现场生产应用进一步证明组合缝筛管可以替代传统的梯形缝筛管和矩形缝筛管。
[1]苏 曼,埃利斯,斯奈德.钱武鼎,朱燧远,译.防砂手册[M].北京:石油工业出版社,1988:1-24.
[2]万仁溥,罗英俊.采油技术手册[M].北京:石油工业出版社,1991:10.
[3]万仁溥.现代完井工程[M].北京:石油工业出版社,2000:57.
[4]杨贺来.一种组合缝筛管加工装备[P].201010136217.7,2014-11-26.
[5]杨贺来,巩万安,孙善平.厚壁长筒管子开缝机[P].92225922.4,1992-06-30.
[6]杨贺来.组合式多工位厚壁长筒管切缝机[P].93242674.3,1993-10-27.
[7]陈静.组合缝筛管加工技术及装备研究[D].天津:天津大学,2015-27-28.
猜你喜欢
幼儿100(2023年37期)2023-10-23 11:38:58
石油机械(2023年10期)2023-10-17 03:09:52
冶金设备(2020年2期)2020-12-28 00:15:34
数学小灵通·3-4年级(2020年11期)2020-12-14 07:05:36
数学物理学报(2019年3期)2019-07-23 01:15:32
启蒙(3-7岁)(2017年6期)2017-11-27 09:34:55
石油工业技术监督(2016年5期)2016-06-22 03:06:19
设备管理与维修(2016年6期)2016-03-16 02:21:47
上海金属(2014年1期)2014-12-18 06:52:03
中国煤层气(2014年3期)2014-08-07 03:07:45
