
中空成型机挤出系统减速箱齿轮故障原因分析与处理
2018-06-25 08:32:30莫振彪
装备制造技术 2018年4期
莫振彪
(茂名市高技能人才公共实训中心,广东 茂名 525000)
1 中空成型机齿轮箱故障现象
随着经济增长、汽车工业高速发展和重化产业升级等,对润滑油的需求量会进一步增加。中空成型机是4 L塑料润滑油桶的主要制造装备,随着润滑油桶制造技术的发展,其控制系统经历了半自动、全自动的发展过程,其成型原理为“挤-吹”成型。设备主要由挤出系统、冷却系统、液压控制系统、气动系统等构成,其中挤出系统是中空成型机的核心部分,包括电动机、齿轮减速箱、料斗、挤出螺杆、挤出机头等。减速箱是其工艺系统的一个重要组成部分,是机器能否正常运行的主要因素之一,直接影响挤出效果、机器的生产效率及产品质量。其结构简图如图1所示[1]。
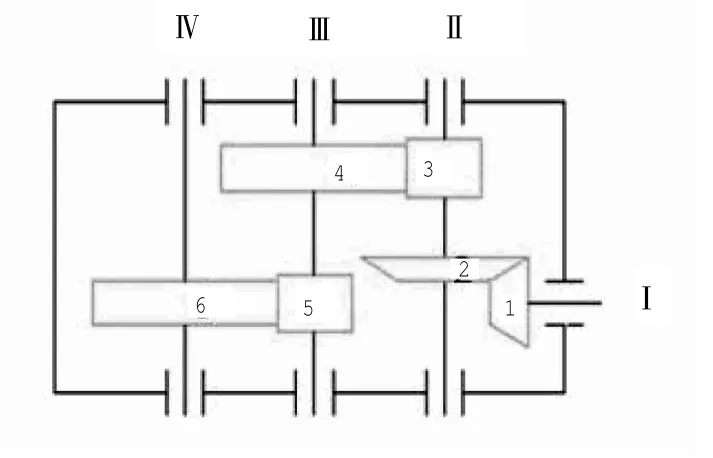
图1 挤出系统齿轮减速箱传动示意图
减速系统为三级单螺旋闭式齿轮减速器,设计参数为:功率500 kW,输入转速输出转速850~1 150 r/min,传动比1∶22.393,润滑方式为飞溅润滑。
该机组投入使用一段时间后,减速箱出现振动,并伴有较大噪音异响,对其进行解体检查,发现减速箱第三级小齿轮(即图1的齿轮5)齿面表层上的金属微粒出现点蚀剥落,形成麻点状的凹坑(如图2所示),并有进一步扩大的趋势,导致减速箱在高温环境及大负荷工况下,机组运行参数明显恶化,严重影响机组的正常生产。
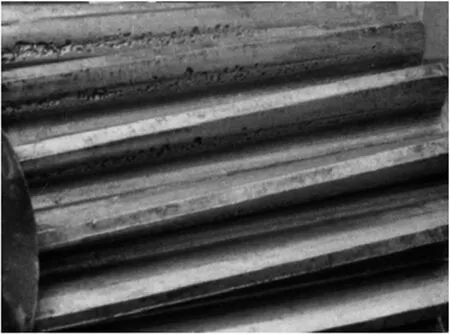
图2 齿面点蚀图
2 齿轮疲劳点蚀故障原因分析
齿轮齿面接触疲劳点蚀是一般闭式齿轮传动软齿面常见的失效形式,其机理为:轮齿啮合过程中,接触面间产生接触应力,该应力是脉动循环变化的,齿面在交变应力的反复作用下,如果接触应力超过了齿轮材料的接触疲劳极限,表层就会产生细微的、不规则的疲劳裂纹。随着疲劳裂纹的蔓延、扩展,导致齿面表层小片状剥落。因此,接触应力的大小是齿轮产生疲劳点蚀的关键和主要原因。由于减速箱齿轮为软齿面低速重载齿轮,并且过早出现疲劳点蚀,所以应校核其接触疲劳强度[2]。
2.1 齿轮接触疲劳强度判别标准
对于外啮合圆柱齿轮,其齿面接触疲劳强度条件为:σH≤ [σH][3].
2.2 齿轮接触疲劳强度校核
2.2.1 第三级小齿轮的主要技术参数
出现齿面接触疲劳点蚀的小齿轮主要技术参数为:模数mn=12,齿数z=22,分度圆压力角α=20°,分度圆螺旋角β=17°,齿宽B=85 mm,小齿轮材料为40 Cr调质,齿面硬度260 HBW,精度8级。
2.2.2 小齿轮齿面接触应力计算
(1)最大工作转矩
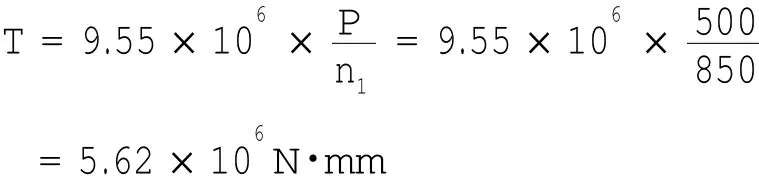
(2)齿面接触应力σH

式中:ZE为弹性系数,ZE=189.8 MPa;ZH为节点区域系数,ZH=2.5;Zε为重合度系数,Zε=0.78;Zβ为螺旋角系数,Zβ=0.976;K 为载荷系数,K=2.43.代入上式计算得:
σH=616.5 MPa
2.2.3 小齿轮许用接触应力计算
(1)σHlim—接触疲劳极限,对于淬火调质钢齿轮,查表得[4]:σHlim=710 MPa
(2)查表核算寿命系数[3]:ZN=0.975;安全系数[4]:SHmin=1.0~1.10
(3)代入公式计算许用接触应力为:

2.2.4 齿轮点蚀剥落结论
通过以上分析计算可知,σH=616.5 MPa≈[σH]=629.3 MPa,可知,齿轮接触应力与许用接触应力基本相等。在设计寿命时间内出现接触疲劳点蚀现象,是由于齿轮接触应力与许用接触应力接近,相互啮合配对齿轮,在相同载荷的条件下,小齿轮由于转数多,应力作用循环次数多及载荷的波动等导致疲劳点蚀的发生。
3 故障处理措施
齿面疲劳点蚀是润滑良好的闭式齿轮常见的失效形式,齿轮点蚀后会使齿轮有效接触面积减少,齿面单位载荷增大,影响传动的平稳性,增加能耗,产生振动和噪音,甚至不能工作,严重时会导致齿轮断裂而发生重大事故。为保证装置正常运行,在现有工况条件下对减速箱提出改进措施。
3.1 更换小齿轮,并进行表面强化处理
更换小齿轮,并对齿轮进行深层渗碳、表面淬火磨齿工艺,齿轮加工精度要求达到7级以上,齿面进行喷丸强化处理。具体强化措施:渗碳淬火+低温回火工艺。渗碳在920~930℃进行,在较短的时间内获得较深的渗层,再经过淬火+低温回火处理,使表面获得高碳马氏体,齿面硬度达到了50 HRC,达到了理论设计大于38 HRC的要求,保证了硬度和耐磨性,芯部为低碳马氏体,保证了韧性[5]。
3.2 重新设计润滑系统,加强润滑
在原有飞溅润滑基础上,增设第三级齿轮副啮合点处喷油润滑装置(如图3所示),加强润滑;并定期检查润滑油,及时更换润滑油,加强润滑油的冷却作用[6]。
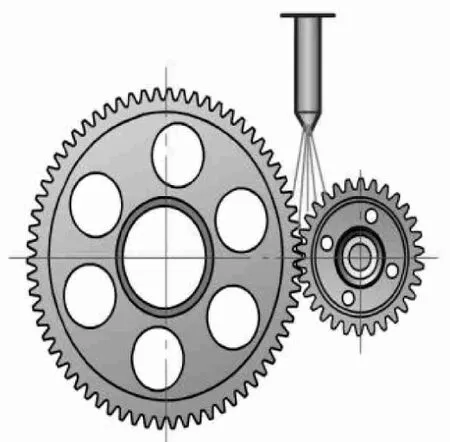
图3 喷油润滑示意图
技术改造后,减速箱整体承载能力得到提高,经过一年多的运行,中空成型机减速箱齿轮状况良好,齿轮点蚀损坏事故大幅下降,减少了检修维护时间和运行成本,保证了装置的正常生产,取得了较好的经济效益。
[1]莫才颂,张小勤,吴海智.EX801A挤压造粒机融熔泵减速箱振动故障分析[J].石油化工设备技术,2012,33(5):35-37.
[2]梁 铁,杨益强.粗轧机减速箱齿轮损坏分析及改进措施[J].新疆钢铁,2010,115(3):50-52.
[3]胡定安.炼油化工机泵设备维护检修案例[M].北京:中国石化出版社,2017:334-338.
[4]吕 宏.机械设计[M].北京:北京大学出版社,2009:53-85.
[5]田亚媛,瞿 皎,秦 亮,等.齿轮表面强化技术研究现状[J].热加工工艺,2011,40(24):211-214.
[6]熊晨君,蔡 骏.盾构机主减速箱损坏原因分析及预防措施[J].机械工程师,2013,35(3):132-134.
猜你喜欢
技术与市场(2022年7期)2022-07-16 06:04:44
重型机械(2020年3期)2020-08-24 08:31:46
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
制造技术与机床(2017年12期)2017-02-02 07:05:05
西南交通大学学报(2016年6期)2016-05-04 04:13:08
工业设计(2016年6期)2016-04-17 06:42:45
大型铸锻件(2015年1期)2016-01-12 06:33:01
设备管理与维修(2015年11期)2015-03-16 05:57:46
