
智能化张力机的研究与应用
2018-06-22 08:30陈笑梅王小霞
电气传动自动化 2018年2期
陈笑梅,王小霞
(1.国家电网甘肃送变电工程公司甘肃诚信电力机具制造有限责任公司,甘肃兰州730050;2.国家电网甘肃送变电工程公司甘肃诚信电力机具制造有限责任公司,甘肃兰州730050)
1 引言
近年来,国家电网建设施工任务繁重,线路电压等级不断升高,工程工期短,质量要求高,对施工机具也提出更高要求。
张力机是输电线路架线施工中的重要放线设备。常用的张力放线张力机都是液压控制方式,主要通过观察液压系统压力表显示,手工操作液压控制阀,调节阀体开启程度控制液压马达的出口压力,达到控制张力机放线张力的目的。张力机选用发动机作为动力源,主传动系统为液压系统,执行机构为双摩擦卷筒。发动机驱动液压泵泵油建立系统压力,放线时双摩擦卷筒被动旋转,带动减速机、液压马达被动旋转,调节溢流阀,设定马达出口压力,张力机即可按照要求的张力放线作业。除了被动放线作业,张力机还可实现主动牵引与松线工况,配合现场放线时导线压接和紧线作业。但现有张力机存在的问题和主要缺陷是:1)现场施工时放线速度波动会引起主液压系统的压力波动,随之引起放线张力的波动,如果操作人员不及时调节,即造成放线张力不恒定,影响施工质量;2)各种工况下制动器的开启和关闭状态需要人工操作,主动与被动工作三种工况下主溢流阀的开启程度需要操作人员手工调节,既要求操作人员经验丰富,又要求操作人员注意力高度集中,增加人员劳动强度;3)仪表盘空间有限,需要显示的工作点受限制,操作使用和故障维修不直观方便;4)现场操作人员劳动强度大,液压控制张力机安全保护设置有限,易误操作造成施工事故;5)整机出厂后即定型,对设备进行改造优化和扩展功能工序十分复杂。
在750KV及以上高电压等级线路放线施工中,传统张力机的这些弊端显得更为突出,因此,我司针对500KV及以上高电压等级线路施工中展放导线的张力机进行了技术改进。
2 方案确定
公司采用全球技术领先的德国力士乐公司的液压控制系统,不能根本性解决遇到的上述问题。随着现代工业的发展,机械设备电子化进程加速,尤其是工业控制微处理器的应用,先进的控制理念解决了很多机械和液压设备自身不能克服的缺陷。工业控制微处理器可实现闭环反馈控制,实时检测,准确快速调节,智能联动控制,液晶多画面显示,故障提示与报警等功能,编程方便,可及时更改系统参数,针对液压控制张力机存在的各种问题,均可得到根本有效的解决,因此确定采用工业控制微处理器作为中心控制单元,利用先进的电子和软件技术改进张力机控制方式,提供一种智能控制的、可优化和扩展功能的张力机。
3 控制原理
以原来的液压控制张力机为载体,整机结构和工作原理不变,对其进行了一个智能化控制的改造,将原来的液、电结合控制系统变为以微处理器为控制核心的电子智能控制显示的电气系统。组成设备的机械、液压和电气三大部分,机械部分不变,液压传动部分不变,液压控制和显示部分变为电气控制和显示方式,电气部分作了较大的改动。控制显示系统主要分为操作控制和显示两部分,原来系统的操作控制包括:主泵控制手柄,远程溢流阀,电气开关,油门手柄,操作控制手柄、开关可直接控制相应的部件工作;显示部分有:在液压回路中接压力表显示系统工作压力,在电气回路中接指示灯显示电路工作状况,将发动机的工作信号接仪表和指示灯进行显示,接传感器和显示仪表到显示面板显示收放线长度;智能化控制系统中操作控制部分由电位计手柄和开关组成,调节电位计手柄和开关,其电信号输入微处理器,经控制程序运算后通过微处理器输出端输出控制信号到各类电磁阀控制设备工作;显示部分为在原来接压力表的回路中接入压力传感器,传感器信号和其他电路工作信号一起接到微处理器的输入端,通过CAN总线将信号传输到显示器进行显示,发动机的油压、充电指示等个别重要工作信号接指示灯显示,其余工作信号均通过CAN总线传输到显示器进行显示。
4 系统组成
实现智能化改造,首先做元件选型方面的更改,即:发动机选为电控形式,主泵、主溢流阀选为电比例形式。然后是电气控制原理的更改,电气控制系统分硬件和软件两部分,硬件部分由16位微处理器、显示器、压力传感器、速度长度传感器、温度传感器、主泵控制电位计(速度设定电位计)、牵引力设定电位计、辅助压力设定电位计、工作模式选择开关、安全报警信号开关、工作控制开关、各比例电磁阀、各开关电磁阀、CAN总线等组成;软件部分由专业软件开发技术人员编写完成,通过在模拟装置上进行反复的功能实现测试后下载到微处理器中使用。
系统组成如图1所示:

图1
6 信号流程
智能化张力机工作时,如图2电气原理图所示,闭合显示器工作开关6,整机各系统得电处于等待启动工作状态。微处理器22得电后,系统自检并经CAN总线21将信息传输到显示器20显示检测结果,若有错误则系统报错,通过显示器20显示错误名称,提示操作人员检查排除,若无错误则扳动启动开关4启动发动机,发动机的工作参数由发动机(ECU)40经CAN总线21传输到显示器20显示,此时滤油器工作信号9、工况选择开关信号10和11、工作模式开关信号12、风扇支腿工作控制开关信号13、放线长度及速度传感器信号14、液压系统各压力传感器信号15、各压力设定电位计手柄信号16、液压油温度传感器信号17、主泵控制手柄信号18以及张力轮牵引选择电磁阀信号24和25、风扇开关电磁阀信号26、张力轮刹车电磁阀信号27和28、风扇调压电磁阀信号29、尾架调压电磁阀信号30、张力轮张力调节电磁阀信号31和32、主泵正反向控制电磁阀信号33和34等等各项微处理器的输入输出信号均经过CAN总线21传输到显示器20显示,观察显示器显示的发动机、液压系统压力、液压油温度、制动器状态、比例电磁阀工作电流值等参数是否正常,如正常,则张力机进入初始状态,即工作待命状态。
实现张力放线作业时,在初始状态下操作显示器20功能键打开制动器,操作开关12选择工作模式为自动模式,操作开关10和11选择工况为张力工况,操作电位计手柄16设定各张力轮张力、尾架压力数值,操作电位计手柄18设定为张力工况,调节发动机油门到适宜的发动机转速下,即可通知指挥处开始放线工作。
实现主动牵引与松线作业时,在初始状态下操作显示器20功能键打开制动器,操作开关12选择工作模式为自动模式,操作开关10和11选择工况为牵引松线工况,操作电位计手柄16设定最大牵引力、尾架压力数值,调节发动机油门到适宜的发动机转速下,上下扳动操作电位计手柄18即可进行张力机的牵引或松线作业。
张力机在各种工况下作业时,压力传感器、速度长度传感器、温度传感器等实时检测并传输信号到微处理器,处理器判断信号值与设定值的偏差并计算输出控制信号到各个控制电磁阀,控制整机按照要求的参数协调工作。暂停张力机张力或牵引与松线作业时,张力机进入自动复位状态,控制程序会自动调节增大张力轮张力溢流阀压力,使张力轮可靠静止,避免导线因张力太大慢速向前蠕动。
7 功能实现
智能化张力机可以实现的主要功能有:
一、张力机整机智能控制系统选用16位微处理器单片机,液压系统、柴油机实现整体数字控制,系统微处理器、显示器和发动机ECU之间通过CAN总线进行通讯,利用CAN总线实现柴油机各项工作参数显示、柴油机故障报警等功能。
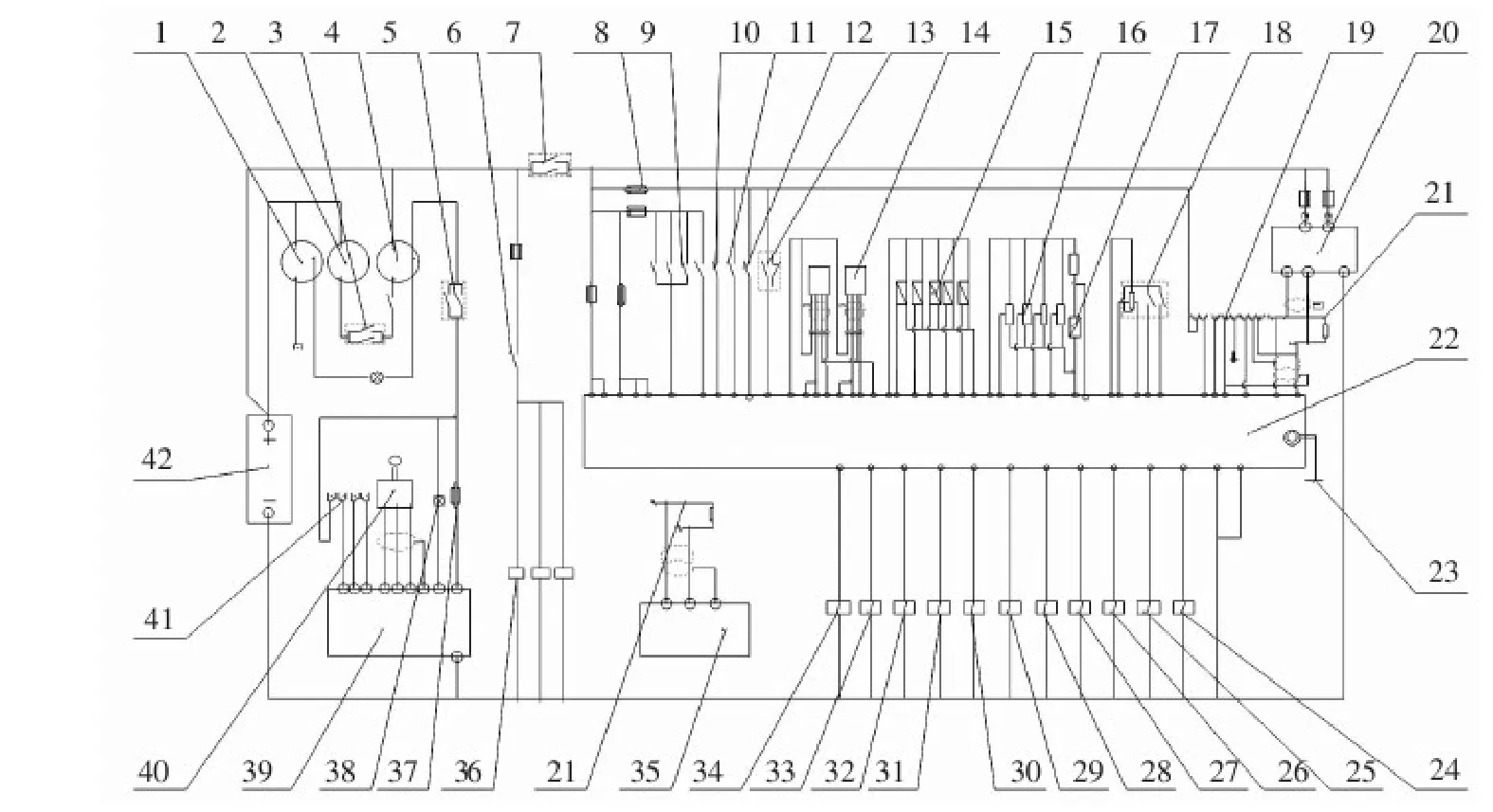
图2 电气原理图
二、系统安全实现全面监控和保障;系统开机后程序自检,液晶屏显示器弹出消息窗口显示自检结果和工作状态提示;系统还有误操作保护和故障保护功能,综合多年设计加工和现场使用的经验,编制了各种故障、错误的判断和安全保护程序,由微处理器循环检测实时监控,发现错误和故障由液晶屏显示器显示出错,并提示故障或错误原因,然后判断故障或错误类别,控制设备安全运行或进入安全制动状态;
三、实现柴油机过载保护和牵引力过载保护功能;张力机在主动牵引与松线工况下,根据设定的牵引力、牵引速度的手柄电位计输入计算输出,控制整机工作,若出现柴油机过载,功率极限载荷控制程序将越权减小牵引速度,保证牵引力进行牵引,在柴油机不过载的情况下保证张力机正常牵引工作。牵引力实现智能控制,牵引时当实际牵引力达到牵引力手柄电位计预设值时,牵引停滞,液压系统处于保压状态,实际牵引力下降时再次开始牵引,若不下降保压一定时间(可预设)系统回到“自动复位状态”,制动器接合。
四、张力机实现恒张力控制;张力放线施工中对张力机很重要的一项要求是保持恒张力放线,传统控制方式均为开环控制模式,放线过程中速度变化引起液压系统压力波动,导致放线张力波动,必须手动调节张力调节阀稳定张力,操作烦琐影响施工质量。采用微处理器的智能控制方式为闭环控制模式,通过自动、手动转换开关选择自动模式,在自动模式下,放线过程中速度变化时,系统压力传感器检测到压力变化反馈到微处理器自动调节输出信号,动态调节主溢流阀压力,保持张力恒定不受牵引速度等因素影响,调节迅速准确几乎无波动,达到了恒张力放线的施工要求,很受施工单位欢迎;
五、张力机有主动和被动两种工况,操作面板安装了工况选择开关,操作开关选定工况,信号即输入微处理器,微处理器根据输入信号智能调节各主溢流阀压力,不需要人工操作,在主动工况时保证快速牵引或者安全快速松线,被动工况时根据导线上的张力动态调节主溢流阀压力,确保设备安全、有效工作,不出现跑线现象;
六、风扇冷却系统实现自动控制。牵引机启动开始工作后,风扇系统即进入自动工作状态,不需人工操作。液压油温度传感器自动实时检测液压系统温度,信号输入到微处理器中,控制程序自动判断,当温度高于40℃时,处理器自动输出信号打开风扇旋转冷却,根据温度高低自动调节风扇系统比例电磁阀的控制电流,控制风扇系统压力,从而控制冷却风力大小。当温度低于35℃时,处理器自动输出信号关闭风扇系统电磁阀,使其停止工作。现场施工人员劳动强度大,环境条件比较恶劣,该功能可以减轻操作人员压力,降低劳动强度。
8 软件框图
智能化张力机的技术特点是采用微处理器通过软件实现了多项功能,既解决了传统的液压机械传动不能解决的技术难题,又提供了智能控制的、可优化和扩展功能的张力机,留下了充分的改进和提高的空间,其软件如流程图3所示。
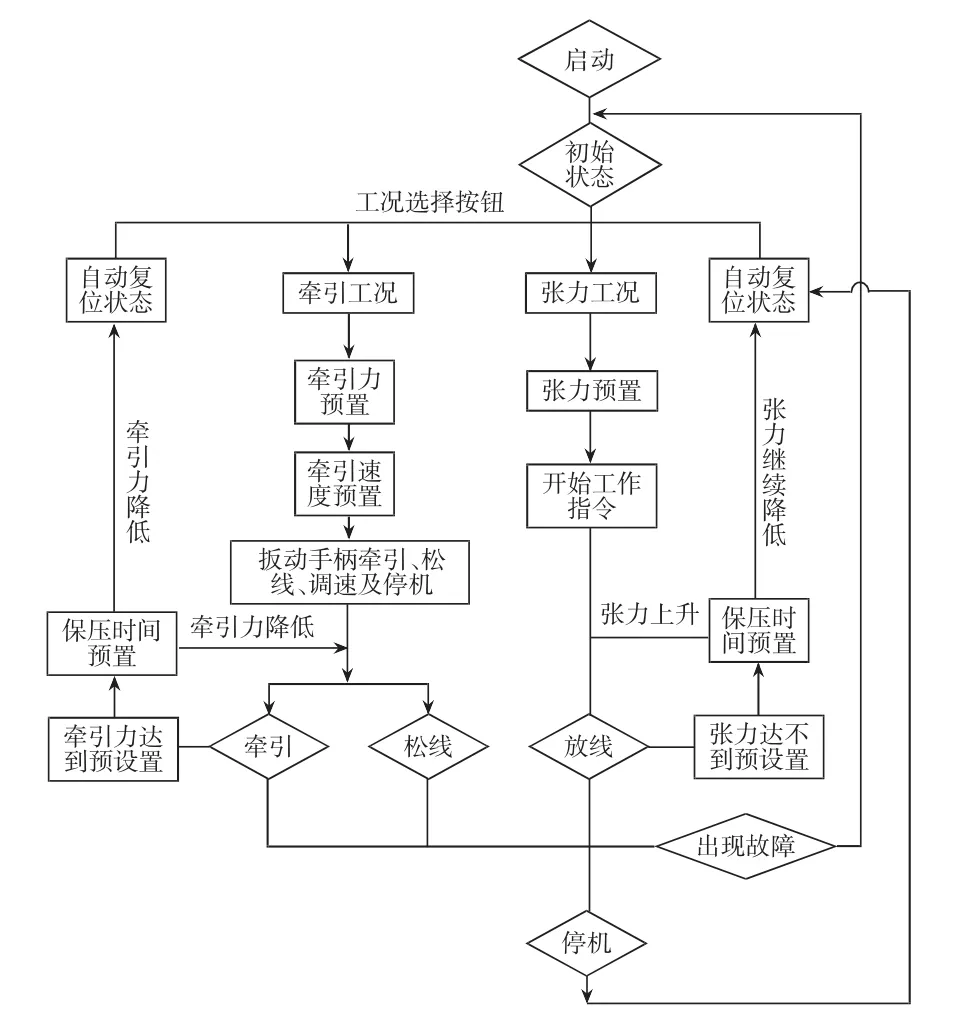
图3
9 现场实际使用
智能化张力机研制出来在现场经过实际放线使用后,显示出很强的优越性,在极大的提高设备安全可靠性的同时也极大地降低了操作者的劳动强度,使设备的使用性能得到很大的提高,具体方面有:
1.恒张力控制功能在现场使用中效果很好,张力大小不受牵引速度与负载的影响,使导线实现平稳展放,在放线过程突然出现意外的速度变化与压力波动时,2秒左右的时间控制系统即可调节好系统参数稳定工作,在两台设备同时使用展放4分裂导线时,只要提前预设好各个张力轮张力值即可,放线工作时控制系统自动调节好系统压力,4根导线可以平稳同步展放,减少了操作人员的工作量并提高了放线工程质量。
2.简化操作,实现各种工况设置下的智能调节和联动,风扇冷却系统实现了完全的自动检测和控制,柴油机实现过载保护,控制系统设计了18项故障和安全检测警告,不仅可以报警,也可以提示故障类别,大大降低了工作人员的劳动强度,提高了设备施工的安全可靠性。
3.液晶显示屏可以显示很多系统参数,这比以前的设备观察起来方便多了。
智能化张力机在使用过程中也遇到了一些问题,主要表现为智能化控制系统对现场使用人员来讲还很陌生。现场操作人员以前多有机械设备使用和维修经验,对于机械和液压系统接触多,比较熟悉,出了问题敢于动手,但是对于电气系统尤其是微处理器和传感器很少接触,有神秘感,操作人员不敢调试,出了故障更不知如何下手,有时只是电气线路接线头松动这样简单的问题也不敢处理,害怕损坏电气元件。分析原因,主要是对于微处理器控制系统这样的新事物,现场的使用人员还需要一个逐步认识接受和熟悉的过程,随着智能化张力机明显的优越性逐步被大家认识到,智能控制系统将逐步取代机械液压控制系统,成为高电压等级线路施工设备主流控制方式,我公司也需要加强培训工作,加大对操作使用人员的培训力度,早日适应现场使用的需要。
10 经济性分析与总结
智能化张力机所有的重要参数或状态均通过显示器数字化显示;实现了完全的恒张力控制和失压保护;张力的预置值和实时张力值可以同时直观数字显示;工况切换时主压力控制阀智能控制从而极大地简化了操作;控制系统出现故障时准确显示故障情况等等,都是以往传统张力机所不能比拟的。
从技术角度看,张力机智能化是一次质的飞跃;从使用角度看,性能优越,操作简单,安全可靠;从经济角度看,成本增加不多,智能化硬件成本约5-8万元,而且随着设备吨位的增加,这部分增加费用占总成本的比例将进一步降低。因此智能化设备有着广阔的前景,也是大势所趋。加快应用并完善该技术以早日替代传统设备,已经是迫在眉睫。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
仪器仪表用户(2021年10期)2021-11-27
装备制造技术(2020年11期)2021-01-26
电子制作(2018年11期)2018-08-04
电子制作(2017年23期)2017-02-02
通信电源技术(2016年6期)2016-04-20
科普童话·百科探秘(2015年5期)2015-05-26
小朋友·快乐手工(2015年3期)2015-04-10
河南科技(2014年5期)2014-02-27
