
磁力光整加工铝镁合金永磁极研究
2018-06-19 01:02张桂香姜林志
中国机械工程 2018年11期
张 鹏 张桂香 梁 伟 秦 璞 姜林志
山东理工大学机械工程学院,淄博,255049
0 引言
21世纪以来,人们日益意识到资源匮乏与环境恶化的严峻性,拥有较高比强度、比刚度的各类变形铝镁合金越来越多地被应用于工业生产制造中,如航空航天与汽车制造领域的轻量化制造等[1]。近几年,3C产品(即计算机、通信和消费类电子产品)的需求量与日俱增,由于高强度铝镁合金外观件具有触感光滑、美观质轻的优点,故被大量应用于数码家电与手机等通信设备外壳[2]。但对于铝镁合金,传统的抛光方法工序繁杂,很难获得较高的表面质量,其主要表现为表面粗糙度不均匀,以及存在无法有效避免的划痕、刀痕、麻点等。光整加工作为机械加工的最后一道工序,其质量不仅关乎零件的使用寿命和各项性能指标,还直接影响到下一步的表面处理效果。磁力光整加工中,在磁场作用下,磁力研磨刷具有极大的弹性,磁性磨粒具有良好的流动性,工作区域温度较低[3-4],因此磁力完整加工非常适用于铝镁合金的研磨抛光。
为使铝镁合金具备均匀一致的高质量表面,笔者采用端面开矩形槽的方式,对平面永磁磁极进行优化设计[5]。通过尺寸计算,采用有限元分析工具模拟加工区域内磁场分布,以获得最终开槽方案;制作磁极实物进行试验验证,并对被加工表面进行检测分析对比。最终结果表明,被加工表面质量获得极大提高,雾化快凝球形磁性磨粒性能优良[6]、加工效率高,因此磁力光整加工此类铝镁合金是一种值得推广应用的抛光方法。
1 永磁极设计理论与参数
磁力光整加工中,磁极的各项参数将直接影响到研磨线速度、研磨压力[7]等,进而影响加工效果。永磁极材料各项磁性能越强,同等间隙内磁力研磨刷的磨削力相应越大,研磨效率越高[8]。对各类永磁材料进行对比后,磁极材质选用各项磁性能优良、成本较低、牌号为N35的稀土系烧结永磁材料钕铁硼(Nd-Fe-B),各项性能见表1。

表1 烧结钕铁硼(Nd-Fe-B)N35磁性能与密度Tab.1 The magnetic energy and density of sintered(Nd-Fe-B)N35
根据基尔霍夫第一定律及第二定律可得永磁体长度 Lm和横截面积Sm分别为[9]

式中,Lg为气隙长度;Bg为气隙磁感应强度;Sg为气隙横截面积。
根据磁场理论,取 Lg=2 mm,Bg=1.12 T,磁阻系数 f=1.6,真空磁导率 μ0=4π×10-7H⋅m,磁漏系数σ=1.45。整理计算可得,当端面直径为 D=25 mm时,永磁体长度 Lm≥6.7 mm,才能在2 mm加工间隙内保证气隙磁感应强度达到1.12 T。
考虑到加工使用中的实际情况,选择总长度为30 mm的圆柱磁极,设定底部圆台高度为13 mm,如图1所示。
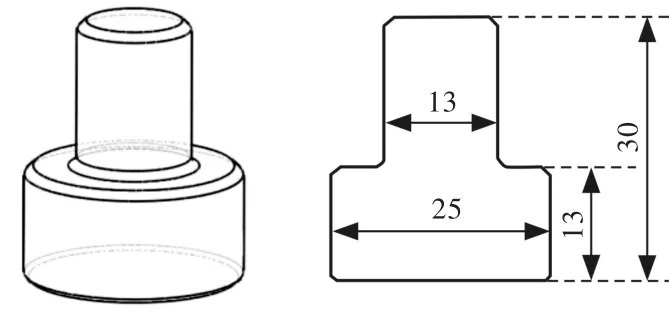
图1 未开槽磁极Fig.1 Unplugged pole
2 端面开槽设计及仿真分析
为增强磁极底面对磨粒的吸附能力,改善加工间隙内磁场梯度分布[10],最大限度保证被加工表面质量的均匀一致,选择在磁极底面开矩形槽的设计方式,本研究设计“米字槽”、“田字槽”两种开槽形式,如图2所示。
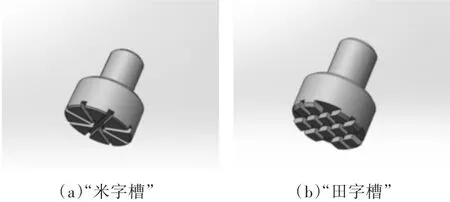
图2“米字槽”磁极和“田字槽”磁极Fig.2 “Mi word slot”pole and“ Tian word slot”pole
2.1 确定开槽尺寸
根据以往实验经验及大量仿真分析发现,开矩形槽的槽深宽比为1∶1,槽宽与齿宽比为1∶2时,磁极齿既不会因钕铁硼材料过脆发生断裂,同时磨粒也可获得充足的驱动力与流动性,如图3所示。由图3可以看出,开槽磁极矩形齿处的磁力线更加密集,而槽内磁力线相对稀疏。当吸附磨料后的磁极沿轴向快速旋转时,开槽设计既增大了端面磁场强度,防止磨粒径向飞溅,又保证了磨粒在齿与槽之间的流动性。
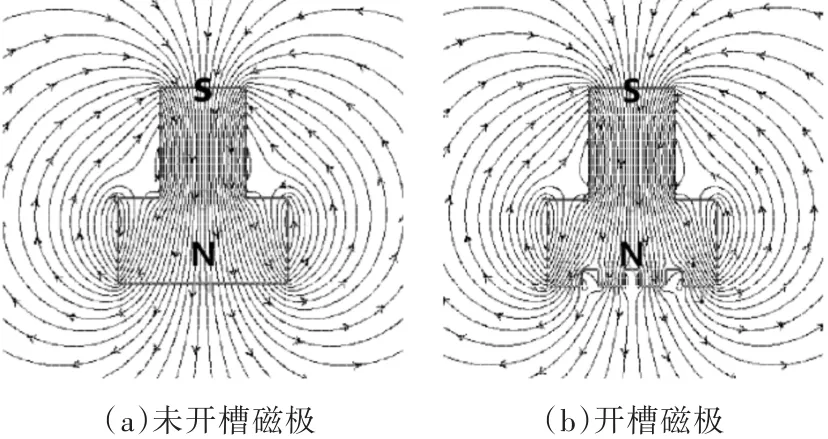
图3 未开槽磁极与开槽磁极磁力线分布对比Fig.3 Magnetic line distribution comparison of unslotted magnetic pole and slotted magnetic pole
2.2 开槽类型选择
钕铁硼材料具有磁性强、硬度高、脆性大的特点,一般采用线切割加工方式,故设计便于加工的八齿“米字槽”及十二齿“田字槽”两种开槽类型,选用ANSYS Workbench 15.0对未开槽磁极和开槽磁极进行仿真对比,如图4所示。
由图4可看出,未开槽磁极端面磁通密度总体较小,“米字槽”及“田字槽”两种端面开槽类型使磁通密度得到极大改善。分析端面磁通密度分布可知,未开槽磁极端面磁通密度越靠近圆心处越小,根据以往经验,端面中心位置由于磁性较弱、研磨线速度极小,极易造成磁性磨粒与切屑堆积,使磁力研磨刷的刚性增强,进而影响表面质量。“米字”型磁极去除了中心部分材料,“田字”型磁极则增大了中心处开槽密度,通过这两种不同方式可有效避免磨料与切屑的堆积。图5为“米字槽”与“田字槽”的截面磁通密度等值云图。由图5可以看出,磁齿越密集,磁通密度越大。“米字”型磁极开槽处磁通密度在0.6~0.8 T范围内,“田字”型磁极开槽处磁通密度则在0.9~1.0 T范围内。

图4 三维磁通密度等值云图Fig.4 Three-dimensional magnetic flux density
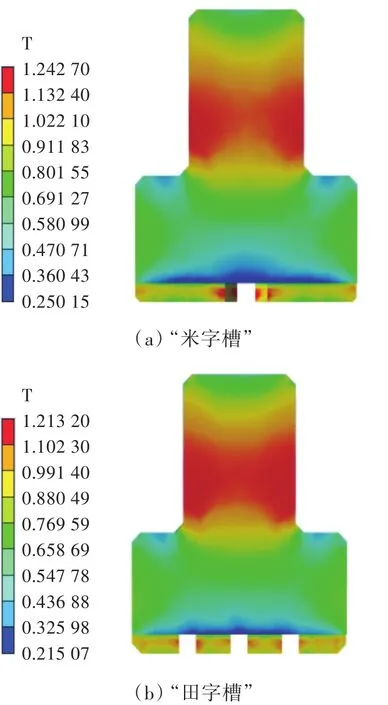
图5“米字槽”与“田字槽”截面磁通密度等值云图Fig.5 “Mi word slot”and“Tian word slot”magnetic flux density of the section
通过在模型周边添加空气介质,得到磁通密度矢量图(图6),可以看出,开槽处理可使磁极在端面外一定间隙内产生更大的磁感应强度,“田字”型开槽的磁极端面磁场分布更均匀,磁感应强度梯度更小。
3 实验验证与结果分析
图7所示为平面研磨实验装置,使用两个磁极(图8),分别对AZ31系镁合金和7075-T651铝合金进行平面研磨实验验证。

图6 添加空气介质的磁通密度矢量图Fig.6 The vector magnetic flux density add air medium
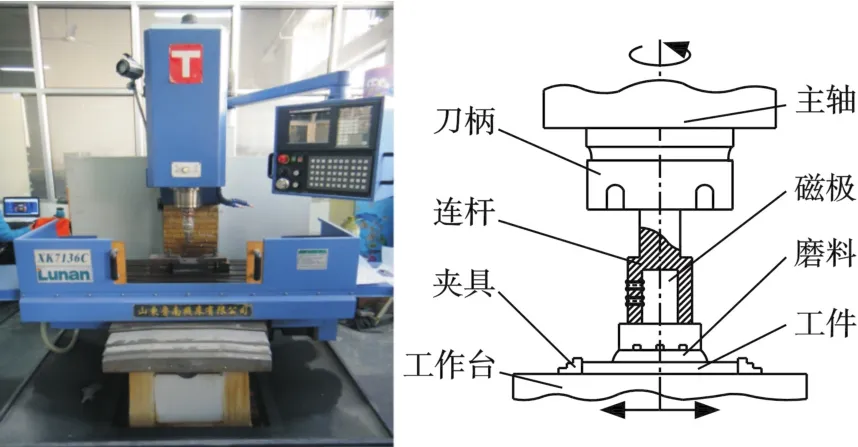
图7 平面研磨实验装置Fig.7 Test device for plane grinding

图8 磁极实物图Fig.8 The pictures of magnetic pole
依次选用 80~100目、100~200目、200~300目的SiC雾化快凝球形磁性磨料,分别对两种合金进行梯度研磨,设定以下实验参数:主轴转速vn=1 200 r/min,加工间隙 L=2 mm,进给速度vF=15 mm/min ,磨料填充量 M=2.5 g[11-12]。研磨过程中,使用白光干涉仪检测两种材料的表面粗糙度,并记录工件材料去除量,得到表面粗糙度和材料去除量随时间变化的曲线,如图9所示。两种材料加工前后的表面纹理如图10、图11所示。

图9 表面粗糙度和材料去除量随时间变化曲线Fig.9 Curve of surface roughness and material removal over time

图10 AZ31加工前后表面纹理Fig.10 Surface texture before and after grinding of AZ31

图11 7075-T651加工前后表面纹理Fig.11 Surface texture before and after grinding of 7075-T651
由图9可以看出,无论是加工AZ31系镁合金还是7075-T651铝合金,两种磁极都可以达到理想的研磨效果,最终都获得了均匀一致、较小粗糙度的表面。研磨后的AZ31系镁合金Ra约为0.126 μm ,7075-T651铝合金 Ra 约为 0.148 μm 。观察材料去除量变化曲线,发现材料去除量与表面粗糙度值成反比,“田字槽”磁极材料去除能力略强于“米字槽”磁极的材料去除能力。在前4 min内,“田字槽”磁极所研磨工件表面粗糙度值减小速度明显更快,研磨效率高于“米字槽”磁极。由图10、图11可以看出,抛光前的工件表面使用砂纸打磨,两种合金表面均有较深的划痕与麻点;磁力光整加工后,划痕与麻点消失,表面纹理更加均匀,最终研磨后工件外观如图12所示,达到了雾状镜面效果。

图12 研磨后工件外观Fig.12 The appearance after grinding of the workpiece
此外,由于钕铁硼材料具有脆硬性特点,磁齿体积较小的“田字槽”磁极,相对更脆,不耐磕碰,故受损概率相对较高。
4 结论
(1)磁力光整加工方法可以对性能特点与AZ31系镁合金与7075-T651铝合金类似的轻质金属结构材料进行高效的研磨抛光,并得到高质量的光亮表面。
(2)对磁极端面进行开槽设计,可通过改变加工间隙内磁力线分布来增大端面磁通密度,进而可防止切屑与磨料堆积,提高加工效率。
(3)“田字槽”磁极由于磁齿具有更大的磁通密度,前期所研磨工件表面粗糙度值减小更快,效率优于“米字槽”磁极。
[1] 左铁镛.21世纪的轻质结构材料——镁及镁合金发展[J].新材料产业,2007(12):22-26.ZUO Tieyong.Lightweight Structural Materials for the 21st Century—Magnesium and Magnesium Alloy Development[J].Advanced Materials Industry,2007(12):22-26.
[2] KIM S O,KWAK J S.Magnetic Force Improvement and Parameter Optimization for Magnetic Abrasive Polishing of AZ31 Magnesium Alloy[J].Transactions of Nonferrous Metals Society of China,2008,18(s1):369-373.
[3] LIU Z Q,CHEN Y,LI Y J,ZHANG X.Comprehensive Performance Evaluation of the Magnetic Abrasive Particles[J].The International Journal of Advanced Manufacturing Technology,2013,68(1/4):631-640.
[4] 陈春增,张桂香,赵玉刚,等.磁力研磨镍基高温合金实验研究[J].电镀与精饰,2016,38(4):6-9.CHEN Chunzeng,ZHANG Guixiang,ZHAO Yugang,et al.The Experimental Research on Magnetic Abrasive Finishing of Inconel718[J].Plating&Finishing,2016,38(4):6-9.
[5] 赵玉刚,江世成,周锦进.磁极开槽形状和尺寸对磁场分布和磁力光整加工能力影响的研究[J].中国机械工程,1999,10(6):685-688.ZHAO Yugang,JIANG Shicheng,ZHOU Jinjin.Study on the Influence of the Shape and Size of Grooves of Magnetic Pole Surface on Magnetic Field Distributing and Magnetic Abrasive Finishing Capability[J].China Mechanical Engineering,1999,10(6):685-688.
[6] LIU Z Q,CHEN Y,LI Y J,et al.Comprehensive Performance Evaluation of the Magnetic Abrasive Particles[J].The International Journal of Advanced Manufacturing Technology,2013,68(1):631-640.
[7] YIN S,SHINMURA T.A Comparative Study:Polishing Characteristics and Its Mechanisms of Three Vibration Modes in Vibration-assisted Magnetic Abrasive Polishing[J].International Journal of Machine Tools&Manufacture,2004,44(4):383-390.
[8] 陈燕.磁研磨法在自由曲面模具型腔抛光中的应用[J].模具制造,2004(7):61-63.CHEN Yan.Application of Magnetic Grinding Method in Cavity Surface Cleaning of Free-form Surface[J].Die&Mould Manufacture,2004(7):61-63.
[9] 刘文祎,张桂香.磁力光整加工平面磁极头设计及仿真[J].现代制造工程,2013(7):76-81.LIU Wenyi,ZHANG Guixiang.Design and Simulation of Planemagnet Pole on Magnetic Abrasive Finishing[J].Modern Manufacturing Engineering,2013(7):76-81.
[10] KWAK J S.Enhanced Magnetic Abrasive Polishing of Nonferrous Metals Utilizing a Permanent Magnet[J].International Journal of Machine Tools&Manufacture,2009,49(7):613-618.
[11] 张桂香.雾化快凝磁性磨料制备及其磁力光整加工性能研究[D].南京:南京航空航天大学,2012.ZHANG Guixiang.Study on Preparation of Magnetic Abrasives by Gas Atomization with Rapid Solidification and Their Finishing Performance[D].Nanjing:Nanjing University of Aeronautics and Astronautics The Graduate School,2012.
[12] 陈春增,张桂香,赵玉刚.磁力研磨对Inconel718合金表面质量的影响[J].电镀与涂饰,2016,35(1):23-27.CHEN Chunzeng,ZHANG Guixiang,ZHAO Yugang.Effect of Magnetic Abrasive Finishing on Surface Quality of Inconel718 Alloy[J].Plating&Finishing,2016,35(1):23-27.
猜你喜欢
大电机技术(2022年5期)2022-11-17
防爆电机(2022年4期)2022-08-17
大电机技术(2022年2期)2022-06-05
大电机技术(2022年2期)2022-06-05
中国机械工程(2022年2期)2022-01-27
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
表面工程与再制造(2019年3期)2019-09-18
弹箭与制导学报(2018年1期)2018-11-13
幼儿教育·父母孩子版(2017年9期)2017-11-15
