车身钣金边缘防腐研究
2018-06-12 06:22刘伟利斌袁进兵
时代汽车 2018年10期
刘伟 利斌 袁进兵
上汽通用五菱汽车股份有限公司 广西柳州市 545007
随着消费升级,顾客对乘用车车身防腐需求提高。车身是由众多的钣金冲压件焊接而成,在冲压车间在冲裁钢板时产生了钣金的切边,车身防腐主要靠涂装电泳上漆防护,然而,钣金切边是我们电泳上漆薄弱的区域(也是顾客投诉车身锈蚀问题的高频区域)。那是什么原因导致切边处容易发生锈蚀问题呢?
经过研究发现钣金切边尖端的表面曲率小,电泳时由于尖端放电现象的存在,电流密度较大,电沉积首先发生在这些部位,随着电泳过程的进行,漆膜逐渐增厚、电阻增大、绝缘程度增加,该部位的电流密度逐渐减小,然后电沉积才进入到相邻区域。涂料固体组分集中在尖端部位析出,边角覆盖性较好。但在烘烤后尖端部位涂层厚度因涂料表面张力作用会发生明显的减少。尖端部位的金属特别薄,温度较其它部位升高较快,该部位底部涂料温度迅速升高,引起对流,底部物料从底层向上迁移到达顶点。表面张力随温度的上升而下降,到达顶点物料的表面张力与周围物料相比较低,周围物料对顶点物料产生沿两侧的横向外力,结果引起该处物料向外流动,流动时又带动一些物料一起迁移;同时底部被加热的温液继续上升至表面,加强了初始的流动。这样最初不流动的液层变得不稳定,尖端部位的涂层逐渐向两侧移动,变薄,造成切边漆膜覆盖效果差。
在实际生产过程中我们发现很多钣金件存在不同高度的毛刺,这些高低不一的毛刺会不会让钣金切边边缘漆膜覆盖效果更差?边缘有无毛刺对边缘防腐性能影响如何?毛刺的高度对钣金边缘防腐性能影响如何?下面我们打算试验验证研究一下上述问题。
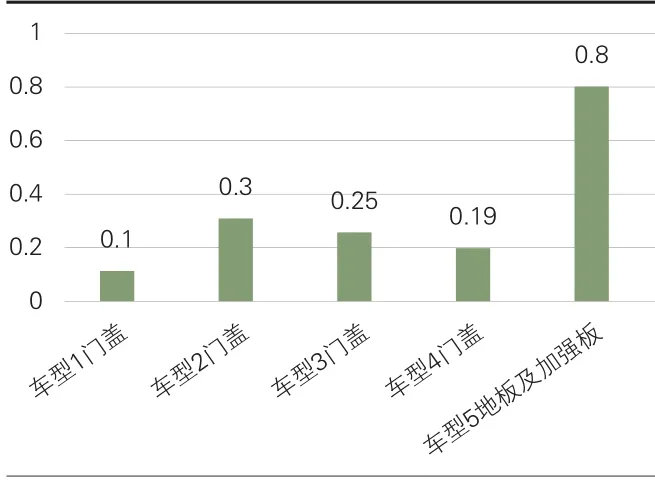
各车型毛刺高度h(mm)

左前门外板包边边级毛刺严重
1 钣金有无毛刺的防腐效果研究
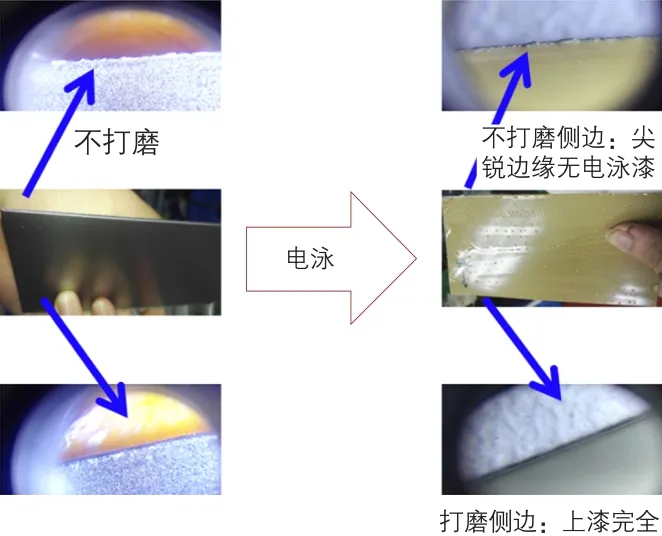
(1)取同一批次的冷轧试板,打磨处理一侧边作为零毛刺试验对象,另一侧边不处理作为正常毛刺对比。
(2)试板挂在车身上随线电泳,然后进行中性盐雾试验,考察打磨状态下零毛刺的防腐能力。
(3)盐雾结果。
(4)小结。
①非打磨处理的试板边缘(可见毛刺)无法上电泳漆,48h中性盐雾后都发生锈蚀现象,1000h后成片连续锈痕(扩蚀2-3mm宽度);
②打磨处理的试板边缘(无可见毛刺)上漆完整,1000h中性盐雾试验后仅部分试板局部边缘发生轻微锈点。

不同钣金毛刺高度的腐蚀率c
不同毛刺高度腐蚀率c曲线
2 钣金毛刺高度对其防腐性能的影响
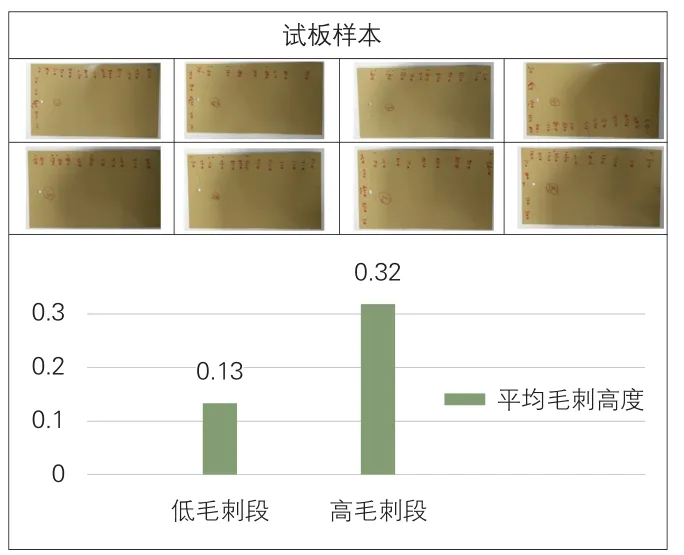
(1)取同一批次的8块冷轧饰板,测量钣金边缘毛刺高度,并做好标记。
(2)样本情况:低毛刺段(68个测点样本,毛刺高度≤0.2mm,平均0.13mm);高毛刺段(56个样本,毛刺高度>0.2mm,平均0.32 mm)。
(3)饰板挂在车身上随线电泳,对电泳后的样板进行中性盐雾试验跟踪评价。
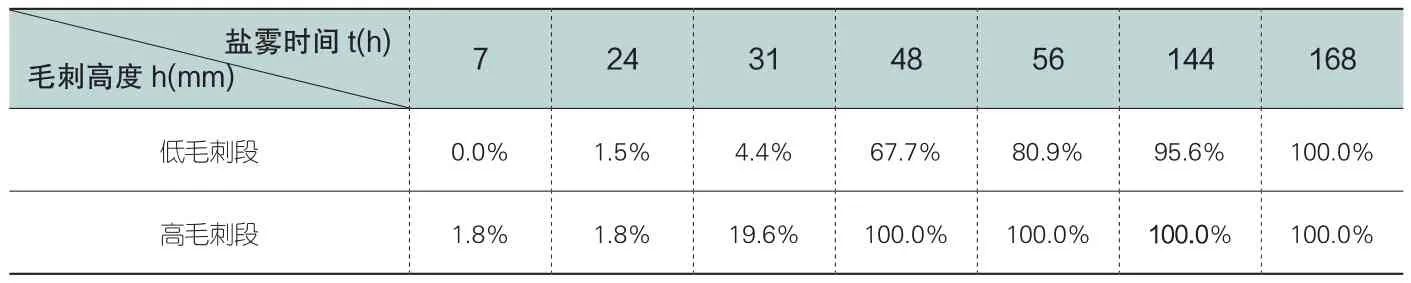
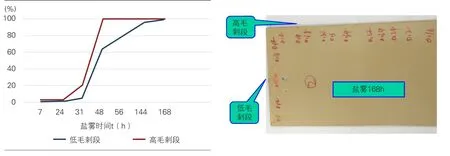
(4)跟踪观察不同中性盐雾试验时间t下,钣金毛刺样本的生锈状态,记生锈样本数量/总样本数=样本腐蚀率c,结果统计如下表:
(5)小结
①整个盐雾试验过程中, 高毛刺段腐蚀率一直高于低毛刺段的,说明钣金毛刺高度对边缘电泳防腐影响大;
②盐雾48h时,高毛刺段(0.32mm)全部样本生锈,而低毛刺段(0.13mm)盐雾耐蚀时间约168h。
3 结语
钣金边缘腐蚀与毛刺关联甚大:
(1)高毛刺段(0.32mm),盐雾48h锈蚀;
(2)低毛刺段(0.13mm),盐雾168h锈蚀;
(3)零毛刺段(打磨处理),盐雾1000h仅局部边缘发生轻微锈蚀(耐腐蚀最佳)。
当钣金切边存在毛刺尖端,则毛刺尖端出涂层更加稀薄,更容易引起生锈。而且毛刺越高,越容易被锈蚀。建议对车身外表面、高可视零件控制切边毛刺,根据板厚,制定允许的毛刺高度标准。同时也可以涂胶,喷涂UBC胶等方式来弥补切边上漆不足问题,避免切边锈蚀。
猜你喜欢
西安科技大学学报(2021年5期)2021-10-23
钣金与制作(2021年8期)2021-08-27
钣金与制作(2021年5期)2021-05-18
钣金与制作(2021年2期)2021-03-26
汽车实用技术(2019年21期)2019-11-22
阅读与作文(英语高中版)(2019年8期)2019-08-27
环球市场信息导报(2018年29期)2018-10-16
科学中国人(2018年8期)2018-07-23
食品工业科技(2014年5期)2014-03-11
食品工业科技(2014年5期)2014-03-11