
现场钢轨闪光焊动夹动态响应仿真分析
2018-06-08 10:26于润洋吕其兵
电焊机 2018年5期
于润洋,张 曦,吕其兵
(西南交通大学 材料科学与工程学院,四川 成都 610031)
0 前言
随着我国经济的快速发展,铁路已经进入了全面推广无缝线路的新时代,无论是高速铁路还是重载铁路,其钢轨结构均不优先选用无缝线路。目前世界各国铁路钢轨焊接的方法主要有闪光焊、气压焊、铝热焊和电弧焊4种[1]。铝热焊组织为铸造组织,强度低、质量不稳定、断头率高;气压焊焊头焊接质量不稳定,受人为因素影响较大;电弧焊焊成的长钢轨铺后效果较差,焊缝折断率高。以上3种方法都不能很好地满足高速铁路无缝线路的焊接要求[2-3]。闪光焊相对其他焊接方法来说总体性能最优,具有焊接速度快、焊缝强度高、质量稳定等优点,并且随着焊轨列车的研究和发展,以及钢轨生产厂家定尺长钢轨甚至更长钢轨生产和运输问题的解决,越来越多的钢轨现场焊选择闪光焊方法。目前钢轨现场闪光焊工艺调试时采用短轨进行焊接工艺试验,以短轨通过型式试验的焊接工艺进行现场钢轨的焊接,但现场钢轨的焊接工况千差万别,如现场钢轨动端质量与工艺试验钢轨差异很大,现场钢轨存在坡道和弯道,现场施工时垫的滚筒不一样施工阻力也不一样,这些不同工况均会影响钢轨现场闪光焊机动夹的动态响应速度,从而影响钢轨的加热和钢轨焊接接头的焊接质量,然而这些条件对焊接质量有多大影响、如何影响,目前还未见报道。为此,本研究利用SimHydraulics软件平台建立闪光焊机顶锻系统的液压仿真模型,并在验证模型有效性的基础上,对不同结构参数和不同现场条件下的闪光焊动夹动态响应特性进行仿真分析。
1 钢轨闪光焊动夹控制
整个闪光焊机机头液压系统主要由夹紧系统、顶锻系统和推瘤系统3部分组成。其中顶锻系统中顶锻油缸带动动夹运动,实现动端钢轨的送进和后退,动端钢轨由前进变后退或由后退变前进的动态响应速度直接影响着闪光焊液桥形成和存在的时间,也影响着液桥爆破程度,最终影响钢轨的加热和钢轨端面液桥爆破后的状态,进而影响钢轨焊接接头质量。
顶锻系统采用伺服比例阀放大卡和伺服比例阀通过焊接电流实现对动夹速度的双闭环电液控制,动夹速度的控制与焊接电流之间的对应关系如图1所示。PLC根据采集电流值计算出钢轨送进或回拉的速度,当采集电流I小于电流基值I1时,PLC给定最大送进速度v1,内闭环自动调整伺服比例阀的进油流量达到稳定值,从而保证钢轨以最大速度v1送进;当采集电流I处于电流基值I1和I2之间时,内闭环根据PLC计算出的送进速度值对进油流量进行调整,从而保证钢轨以相应的速度v送进;当采集电流I处于电流基值I2和I3之间时,钢轨既不送进也不回拉;当采集电流I大于电流基值I3时,PLC给定最大回拉速度v2,内闭环通过自动调整伺服比例阀的进油方向和流量使钢轨以最大速度v2回拉。

图1 动夹速度的控制与焊接电流之间的对应关系曲线
2 建立顶锻系统SimHydraulics模型
SimHydraulics工具箱是一个专门针对液压传动和控制系统的建模和仿真工具,采用物理网络方式进行建模:每个模块对应真实的液压元器件,元器件模块之间以代表动力传输管线的线条连接[4-7]。因此,采用SimHydraulics建立的液压系统模型就像一个真实的物理系统,可以通过改变各元器件的参数设置来模拟不同条件对液压系统动态响应特性的影响。
为了研究油路的系统参数和负载变化对闪光焊动夹动态响应特性的影响,针对国内现场钢轨闪光焊用量最大的UN5-150系列焊机液压系统建立闪光焊顶锻系统的SimHydraulics仿真模型,如图2所示。
3 闪光焊动夹动态响应特性仿真结果及分析
为了通过优化设计钢轨闪光焊机液压系统结构参数来减小液压系统结构参数对闪光焊动夹动态响应速度的影响,分别对不同液压油管长度和不同液压油管直径下闪光焊的动夹动态响应情况进行仿真分析。此外,为了减小现场条件变化对闪光焊动夹动态响应速度的影响,还对不同负载下闪光焊的动夹动态响应情况进行仿真分析。
3.1 液压管长度
在研究液压管长度对闪光焊动夹动态响应特性的影响时,主要是研究电磁换向阀以及伺服电磁阀与顶锻油缸之间的油管长度,即油管1、油管2、油管3和油管4四段液压油管的总长度。仿真时将4段液压油管的直径均设置为10mm,其总长度分别设置为4m、8m、12m,仿真结果如图3所示。
由图3可知,当油压和控制信号一定时,随着液压管长度的增加,虽然动夹端的速度在经过一段时间的响应之后,最终都能进入稳定状态并且稳定在给定速度±2%误差范围内,但它们首次达到给定速度的时间或到达峰值速度的时间随着管长的增加而越来越长,说明随着油管长度的增加,系统的响应速度会有所降低。这是因为当油压和流量一定时,油管长度的增加会使得液压力传递到液压缸所用时间以及管路的沿程压力损失增加,进而延长液压缸的响应时间。因此,在闪光焊机液压系统的搭建过程中,应尽可能减少液压管的长度来提高系统的响应速度。

图2 闪光焊顶锻系统仿真模型
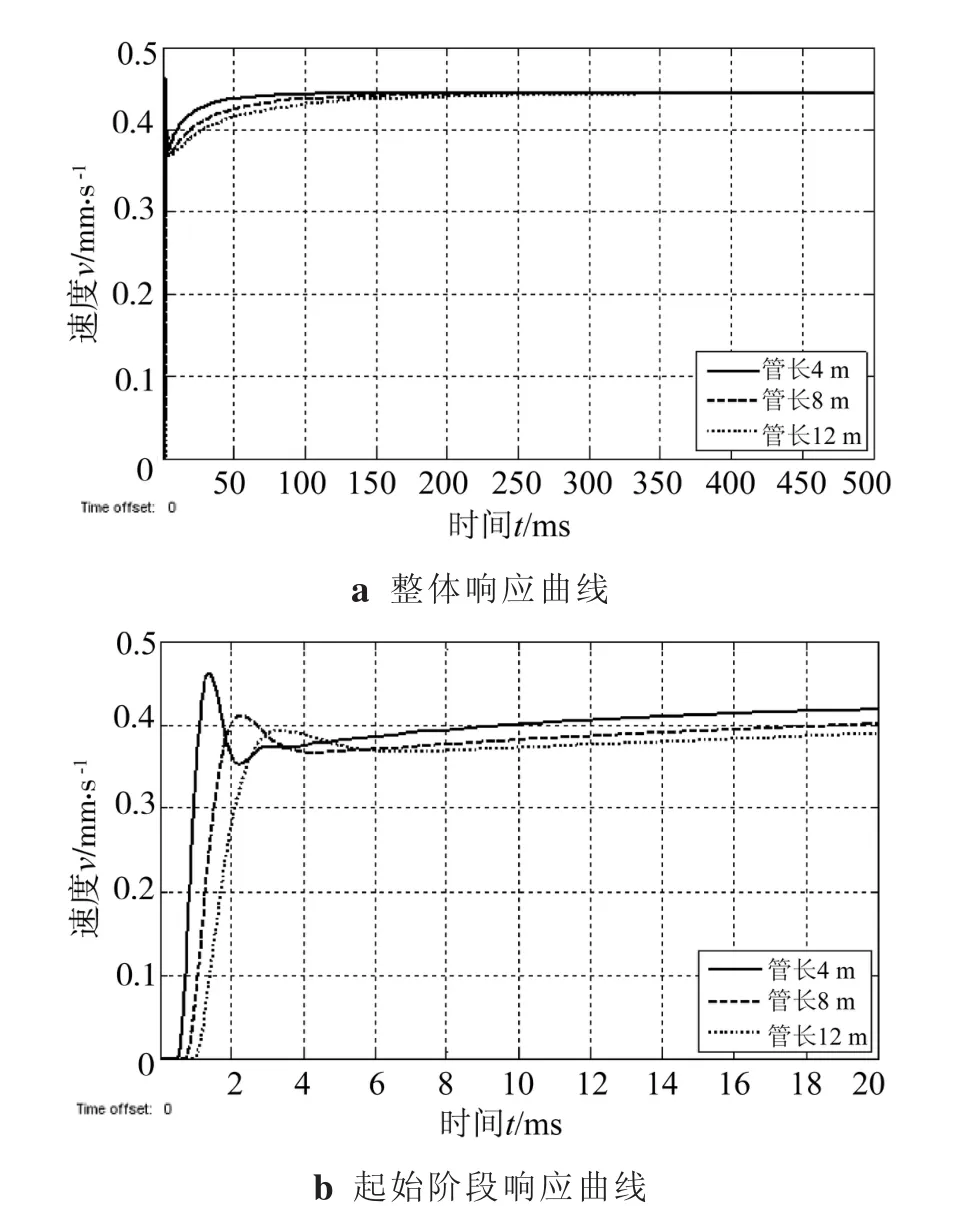
图3 不同油管长度的动夹动态响应曲线
3.2 液压管直径
在研究液压管直径对闪光焊动夹动态响应特性的影响时,保持其他油路参数不变,将油管1、油管2、油管3和油管4的管径分别设置为4mm、6mm、8mm、10mm、12mm和14mm,而将它们的总长度设置为4m,得到的仿真结果如图4所示。
由图4可知,当顶锻系统其他油路参数不变时,随着油管直径的减小,经过一段时间的响应之后,动夹端的速度都能稳定在某一个值,除了油管直径为4mm时,其稳定速度略低于给定速度外,其余管径下的稳定速度均能稳定在给定速度±2%误差范围内。这是因为当油管直径小到一定程度时会发生堵塞,造成实际流入液压缸缸体的流量小于从伺服电磁阀流出的流量。此外,随着油管直径的减小,动夹端速度首次达到给定速度或峰值速度的时间越来越短,即随着油管直径的减小,动夹端速度的阶跃响应速度越来越快。这是因为随着油管直径的减小,油管的截面积也会相应减小,当流量一定时,油管截面积越小,流过该截面积的流速越大,单位时间内在油管中传递的距离越长,液压力所需的传递时间就越短。因此,在闪光焊机液压系统的搭建过程中,可以通过适当减小油管直径来提高系统的响应速度,但油管的直径不宜过小,否则会产生较严重的堵塞作用。

图4 不同油管直径的动夹动态响应曲线
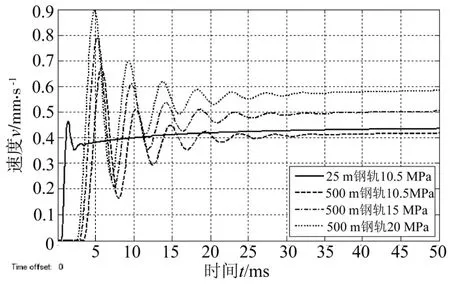
图5 不同负载和压力下的动夹动态响应曲线
3.3 负载及机头油压压力
在研究部分顶锻系统内部油路结构参数对动夹动态响应的影响后,针对外部负载变化对动夹动态响应的影响进行研究。由于在钢轨现场闪光焊的实际焊接过程中,是以短轨焊接试验通过的工艺对现场钢轨进行焊接,而采用短轨进行焊接工艺试验时机头压力设置为10.5MPa。因此首先对闪光焊机机头液压系统压力为10.5MPa、钢轨长度分别为25m和500m时动夹端速度的动态响应情况进行仿真;然后又对钢轨长度为500m、闪光焊机机头液压系统压力分别为15MPa和20MPa时动夹端速度的动态响应情况进行仿真。仿真结果如图5所示。
由图5可知,当闪光焊机机头液压系统压力不变时,轨长由25m变为500m,动夹端速度首次达到给定速度和峰值的时间分别滞后了3.6 ms和4.37ms,并且其最终的稳定速度也有所下降。这是因为随着负载质量的增加,其所受到的阻力也会相应增加,使得比例阀上的压降降低,而比例阀在控制信号一定时,其流量会随着自身压降的降低而有所下降,造成负载增加时动夹端的稳定速度会有所下降;同时随着负载阻力的增加,动夹端输出的液压力需要随之增大才能使负载从静止状态开始移动并达到给定速度,动夹端响应时间也就会延长。由图5还可知,当轨长为500m时,通过增加机头液压系统的压力,动夹端的响应速度和最终的稳定速度都会有所增加。当机头压力由10.5MPa分别增加到15MPa和20MPa时,与轨长25m的钢轨相比,动夹端的速度首次达到给定速度的滞后时间分别减小到2.9ms和2.45ms,达到峰值的滞后时间也分别减小到3.795ms和3.435ms。这是因为机头压力增加之后,由于负载所需压差不变,使得比例阀上的压降增加,比例阀在相同控制信号下输出的流量会相应增加,从而使得动夹端的响应速度和动夹端速度的稳定值都会相应提高。因此,当现场钢轨闪光焊的负载增加时,可以通过在速度变化的同时增大机头压力,并在动夹端速度达到给定值后再将机头压力恢复为设定值的方式来保证动夹的响应速度。
4 结论
采用SimHydraulics建立UN5-150系列闪光焊机顶锻系统的液压仿真模型,并对不同的油管直径、油管长度以及负载和机头油压压力等情况下闪光焊动夹动态响应进行仿真计算。
(1)适当减小油管直径和油管长度能够有效提高焊机动夹的动态响应速度,为钢轨现场闪光焊机机头液压系统的优化设计指出方向。
(2)增大机头液压系统压力能够提高焊机动夹的动态响应速度,因此在进行现场钢轨焊接时,随着钢轨动夹端质量及阻力的增加,采用合理的控制算法可减少现场焊接工况变化对焊接质量的影响。
[1]戴晓纲.钢轨闪光焊质量预测及工艺研究[D].四川:西南交通大学,2004.
[2]胡雄伟.基于模糊自整定PID控制的钢轨交流闪光焊机闪光速度控制系统的研究[D].上海:上海交通大学,2010.
[3]向朝.钢轨交流闪光焊质量检测与预测研究[D].四川:西南交通大学,2006.
[4]洪刚,吴百海,田烈余.基于MATLAB/SimHydraulics的型材冷弯回路仿真分析[J].液压气动与密封,2011,31(4):30-33.
[5]梅元元,陈奎生,郭媛,等.基于SimHydraulics的液压阀参数化设计与优化[J].机床与液压,2013,41(10):78-80.
[6]郑洪波,孙友松.基于Simulink/SimHydraulics的液压系统仿真[J].锻压装备与制造技术,2010,45(6):31-34.
[7]孟亚东,李长春,刘晓东,等.基于SimHydraulics的电液伺服系统实物仿真[J].系统仿真学报,2009,21(6):1596-1598.
猜你喜欢
电子设计工程(2022年15期)2022-08-17
小资CHIC!ELEGANCE(2021年36期)2021-10-15
智慧少年·故事叮当(2020年12期)2020-12-25
光通信研究(2020年2期)2020-06-15
科技创新与应用(2019年17期)2019-06-09
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
海峡姐妹(2015年8期)2015-02-27
