
Innovene气相聚丙烯工艺气锁系统阀门常见故障及处理
2018-06-07 04:31张明阳
山东化工 2018年10期
张明阳,王 磊
(1.神华榆林能源化工有限公司,陕西 榆林 719000;2中国石化北京燕山石化有限公司,北京 102502)
1 工艺概述
1.1 工艺简述
Innovene气相聚丙烯工艺主要包括聚合及挤压造粒两个生产工段,聚合工段主要包括催化剂单元、第一反应单元、气锁单元、第二反应单元、粉料脱气失活单元,用来实现聚丙烯粉料的生产及脱气失活处理,失活后的粉料经过粉料输送系统输送至挤压造粒工段,经过熔融、混炼等操作,最终实现聚丙烯粒料产品的生产,经过包装,实现了成品的生产。其中,第一反应单元及第二反应单元主要包括两台卧式搅拌固定床反应器,两反应器串联操作,根据生产牌号的不同,选择性加入丙烯、乙烯、氢气,为反应提供场所,实现粉料的生产。工艺流程如图1所示。
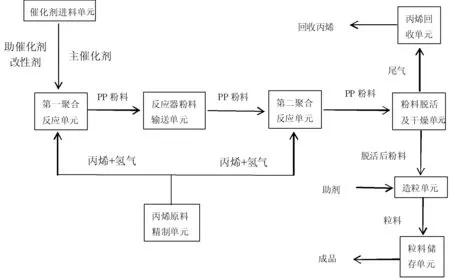
图1 工艺流程示意图
在第一反应器(R201)与第二反应器(R251)之间设有气锁系统,气锁系统用于将第一反应器(R201)中产生的活性粉料产品无质量变化的转移至第二反应器(R251);同时,将第一反应器粉料中夹带的气体进行分离,经过过滤、压缩、在不受污染的情况下将气体返回到第一反应单元;除此之外,气锁单元可实现对两个反应器系统的隔离,既能防止第一反应器(R201)中的氢气窜入第二反应器(R251)中,在生产抗冲产品时,又能防止第二反应器(R-251)中的乙烯窜入第一反应器(R-201)中,避免了气体之间的相互混合,造成双反物料的交叉感染。
气锁器对反应器的隔离作用在生产高质量的抗冲共聚物产品时显得尤为关键。在生产抗冲共聚产品时,第一反应器系统内含有大量的氢气,而第二反应器系统含有少量的氢气、乙烯及微量的氧,如果第一反应器高浓度的氢气进入第二反应器,产品的MFR将显著增加;相反,如果第二反应器的乙烯进入第一反应器,产品的刚性将降低。综上分析,如果气锁单元出现故障,无法正常运行,将导致第二反应系统停车,降低装置的负荷,影响装置高性能牌号产品的正常生产,限制装置的运行水平。
1.2 气锁系统简述
每个气锁系统由沉降器、气锁器以及13个气缸动作阀门构成,各阀门在气锁顺控逻辑的作用下顺序开关来完成粉料的输送。Innovene气相聚丙烯工艺设计有两套相同且独立的气锁系统,两套系统平行操作,动作相差半个相位,每个气锁系统能够输送设计负荷60%的粉料。正常生产时,每套系统承担50%的粉料输送能力,如果某一系统发生故障,仍然能够按60%的设计负荷生产。气锁系统简图如下(以气锁A为例,气锁B同理)。

图2 气锁A简图
2 气锁阀门故障的危害
气锁系统依靠13个气缸开关阀门和调节阀在顺控逻辑的作用下,完成粉料的输送过程。燕山石化公司化工二厂第三聚丙烯装置气锁器程序采用200秒作为一个周期,在这200秒内,每个阀门在逻辑的控制下,顺序开关来完成粉料的正常输送。气锁器顺控程序一个周期分为12个操作步骤,在每一个操作步骤内,所有阀门必须处于既定的状态,在执行每一步之前,顺控程序将会检查每一个阀门的状态,只有所有阀门的状态符合顺控程序要求时,才能执行下一个步骤,一旦一个阀门动作不到位,气锁系统将被隔离,气锁器无法正常输送粉料。气锁器停止运行分为单气锁停及双气锁停:当一个气锁器产生故障停止运行时,受气锁输送能力的限制,第一反应器料位很快超过正常指标,因此第一反应器必须减至半负荷生产,在生产抗冲共聚物时,还要对第二反应器的乙烯加入量、抑制剂流量以及出料等工艺参数进行调整;严重时,两个气锁系统同时出现故障,第一反应器的粉料无法正常输送至第二反应器,只能第一反应器直接向粉料脱气失活单元出料,将第二反应器空载,这样不但导致产率降低,而且会产生大量的过渡产品。由于气锁系统阀门较多,阀门动作频繁(每年几十万次),因此,阀门的故障率较高,通常这些故障是由于阀门的驱动气缸或者仪表系统的电磁阀、快开阀以及回讯故障导致。气锁器由于阀门故障产生隔离后,通常采取的措施是降至半负荷生产,对故障的阀门部件进行更换,直至阀门故障恢复后,将气锁顺控重新启动,再逐步恢复至正常生产负荷。每年由于气锁系统故障造成的减产损失很大,如何能够保证气锁系统在运行状态下对其故障阀门进行维修,成为制约Innovene气相聚丙烯工艺运行水平的一个关键问题。为解决上述问题,燕山石化公司通过仔细分析气锁器程序的每一个步骤、每一个阀门的作用、每一个气缸的动作原理,经过经验积累和总结,将气锁器阀门常见故障进行分类,根据故障阀门的类型,分别采取不同的操作方式,摸索出一条可以实现气锁单元在运行状态下对气锁器阀门进行维修的有效操作方法,实现了此类问题的技术攻关,为提高该套工艺的运行水平提供了保障。
3 气锁阀门故障分类及相应处理办法3.1 气锁系统的平衡阀(HV03、HV04)
该类阀门用于平衡沉降器及气锁器之间的压力,将气锁器的压力释放到沉降器,进而泄压至气锁尾气压缩机,同时,气锁器的压力释放到沉降器顶部能够降低沉降器底部残余粉料流化的可能。该类阀门常见故障是开关不到位或者开关时间过长,导致相应气锁系统产生隔离。此类阀门的气缸设计为故障保持,因此,在该阀门开的状态下,现场操作人员将该阀门驱动气缸的气源关闭,这样该阀门将保持常开的状态,同时,DCS操作员将该阀门的状态在DCS逻辑中置于“旁路”状态,该阀门的状态将不会影响到气锁器程序。通过保持阀门常开、并将阀门旁路的操作,把原有平衡管线上的双阀操作变为单阀操作,只由单个平衡阀来参与气锁器的逻辑控制,这样可以维持气锁器程序的正常运行,同时不影响对故障的阀门的维修,直至阀门的故障解除后再将阀门恢复逻辑控制。
3.2 气锁系统的粉料下料阀(HV05、HV06)
该类阀门主要用于将第一反应器输送至沉降器的粉料,经过沉降分离后,输送至气锁器;同时,在沉降器与气锁器均压完成后,在逻辑的平衡后沉降操作中,用于将沉降器中集聚的粉料输送至气锁器。该类阀门常见故障是阀门开关不到位或者开关时间过长,导致气锁系统产生隔离。此类阀门的气缸设计为故障打开,现场操作人员直接将该阀门驱动气缸的气源关闭,这样该阀门将保持常开的状态,同时DCS操作员将该阀门的状态在DCS逻辑中置于"旁路"状态,该阀门的状态也将不会影响到气锁器程序的正产运行。通过保持阀门常开、并将阀门旁路的操作,把原有粉料下料阀的双阀操作变为单阀操作,只由单个下料阀来参与气锁器的逻辑控制,这样可以维持气锁器程序的正常运行,同时不影响对故障的阀门的维修,直至阀门的故障解除后再将阀门恢复逻辑控制。
3.3 气锁系统的进料吹扫阀(HV02)
此类阀门用于在第一反应器向气锁单元出料完成后,吹扫反应器出料管线,防止管线中残余的粉料积聚、发生反应,堵塞管线,同时,在高频动作球阀后、沉降器前管线发生堵塞时,用于吹通管线。该类阀门的常见故障是阀门关闭不严,导致丙烯吹扫气泄漏至沉降器,以至于沉降器的初始压力偏高,导致气锁系统输送能力下降。针对该故障采取的措施是,增加一个仪表控制逻辑,该逻辑控制进料吹扫阀门和吹扫阀门后的流量调节阀门同步开关,这样进料吹扫管线由原来的单个阀门控制变成双阀门控制,有效地避免了单个阀门关闭不严导致泄漏现象的发生。
3.4 气锁系统的泄压阀(HV37)
此类阀门主要用于在沉降器泄压操作中对尾气进行节流,避免大量尾气进入尾气压缩机,造成其波动;同时,还能促进粉料沉降,减少细粉夹带。该类阀门故障后,导致沉降器系统无法泄压,气锁系统不能正常运行。针对此类阀门故障问题,利用放空阀(HV43)代替泄压阀(HV37)来对沉降器泄压。DCS操作员将泄压阀(HV37)在DCS逻辑中置于"旁路"状态,使该阀门状态不影响气锁系统的运行,当气锁器程序进行到沉降器泄压步骤时,DCS操作员将放空阀(HV43)打开,将沉降器系统的压力泄至火炬,通过这种操作维持气锁系统的正常运行,同时对故障的阀门进行维修。
4 优化结果
通过对气锁系统阀门故障分类处理,基本实现了所有气锁器系统阀门维修过程中保持气锁系统正常运行、反应器产率不变的操作,极大的提高了装置的平稳运行。同时,每年可实现在气锁系统运行的状况下,处理至少100次各类阀门故障,每次阀门故障处理可以避免反应减负荷生产2小时,每小时负荷降低大约15吨,即每年可以减少产量损失3000吨,以每吨产品平均利润1000元计算,每年可以创造经济效益300万元。此
外,由于维修阀门过程中可以维持反应器产率不变,使生产抗冲共聚物时第二反应器的控制平稳,避免了降负荷造成的产品质量波动,有效地降低了不合格产品的产量,为装置创造了经济效益和社会效益。
5 结论
对Innovene气相聚丙烯工艺气锁阀门中的平衡阀、下料阀、进料吹扫阀、泄压阀的故障进行描述,结论如下:
(1)通过保持平衡阀常开、并将其旁路,把双阀操作变为单阀操作,避免阀门故障时紧急停车带来的损失。
(2)通过保持下料阀常开、并将其旁路,把双阀操作变为单阀操作,避免阀门故障时紧急停车带来的损失。
(3)通过逻辑控制将进料吹扫阀门及其后的流量调节阀门同步开关,将单阀控制变成双阀控制,避免了单个阀门关闭不严导致泄漏现象的发生。
(4)通过将泄压阀置于"旁路",使其状态不影响气锁系统的运行,维持气锁系统的正常运行。
(5)气锁系统正常运行,反应产率不变,保障了产品质量,每年可创造经济效益300万元。
猜你喜欢
中国塑料(2023年1期)2023-02-07
流程工业(2022年3期)2022-06-23
建材发展导向(2021年16期)2021-10-12
煤气与热力(2021年3期)2021-06-09
天津医科大学学报(2019年6期)2019-08-13
四川建筑(2019年6期)2019-07-20
佛山陶瓷(2017年7期)2017-09-06
安徽医科大学学报(2016年12期)2017-01-15
中国体外循环杂志(2015年3期)2015-12-08
橡胶工业(2015年10期)2015-02-24
