
飞机机头数字化装配关键技术
2018-06-05 02:23王伟阳春余敏
机械 2018年5期
王伟,阳春,余敏
飞机机头数字化装配关键技术
王伟1,阳春1,余敏2*
(1.中航成飞民用飞机有限责任公司四川 成都 610092;2.西南交通大学 材料科学与工程学院,四川 成都 610062)
首先对飞机机头装配中采取的上下对合、左右对合及复合对合三种对合方式的优缺点进行了论述,然后指出机头装配中的关键协调控制点及其技术关键,最后整理了飞机机头装配中的理论外形控制与检测、前起落架舱装配位置度和同轴度、框组件变形及平面度控制以及驾驶舱框和地板的定位和防变形技术四大重难点问题及解决技术。
飞机机头装配;对合方式;协调控制点
飞机装配中用到的零件有百万个,内部结构与外形异常复杂,装配时的劳动量占整个飞机制造劳动量的50%以上[1]。飞机装配的协调准确度对结构的合理性、强度以及整体部件的耐用性均有较大影响[2]。飞机机头部件装配是飞机装配中不可缺少的环节,协调技术是机头装配的核心技术。模拟量协调技术是较早采用的技术,理论完备、技术成熟、经验丰富,但由于尺寸的传递路线较长、误差大,产品的制造准确度较低,达不到飞机的高精度要求。数字化协调技术由于其独特的优势,已经成为飞机装配技术的一种发展趋势[3-4]。
1 机头数字化协调装配
1.1 机头对合方式
机头对合工艺分离面的确定是衡量飞机装配先进性的指标之一[5]。机头部段采用何种对合工艺分离面方式,主要取决于机头的结构形式。目前机头的对合方式主要分为三种:上下对合、左右对合和复合对合。
1.1.1 上下对合方式
上下对合在机头上较为常见,其结构特点为:上、下部的蒙皮、框、加强件等结构在同一高度或者该高度附近断开,使得上部和下部组件可以单独进行装配,且上部和下部组件单独形成组件时具备一定的刚性,能找到或者创造定位基准。该对合方式使得上、下部组件的高度大大降低,可降低装配工装及辅助工作的高度,节约了成本,工人操作较为方便;同时上部组件可以与地板相连,下部组件有前起落架舱,各自较易形成一个刚性体。但此对合方式在一般情况下,下部组件需要翻身,需要增加大部件翻身相关的工作,增加了工作难度,而且上部组件中间位置不易找到定位基准。
上下部组件框组合方式主要有三种形式,如图1所示。以使用框对接板连接为最优,其次为框腹板面贴合,不建议采用框端头面与面贴合。如必须采用框端头面与面贴合,则建议在贴合处留出一定的理论间隙,加垫用以补偿。
1.1.2 左右对合方式
天窗骨架与挡风玻璃的协调主要为间隙和阶差,部分新式的承载式风挡采用孔定位协调。工装定位是保证天窗骨架协调一致性的关键。
桩间间距在ZY、QZ、YZ附近会有所不同,而在其他位置则为C。因此可以求出ZY、QZ、YZ最小整数倍,然后再根据其与ZY、QZ、YZ间关系确定桩间间距。其中ZY附近的桩间间距部分代码如下:

图2 机头左右对合示图
1.1.3 复合对合方式
偏心轴翻转主要用于较大尺寸、重量的产品,产品沿靠近一侧的偏心轴旋转,直至产品到位,如图5所示。
1.2 组件翻身技术
采用左右对合方式的机头装配,无需翻身操作,但上下对合方式经常有组件翻身的需求。组件翻身的方式有:全手工、半自动、全自动。全手工翻身是指不借助其他辅助设备、工装等,仅靠人工的力量进行空中翻转。该方法适用于较小、较轻的组件,由一个或几个操作者共同合作就能安全地将组件翻身,如地板小组件、门框骨架等。半自动翻身是指需要借助设备或者工装辅助,而又需要较多人参与的翻转操作,该方法使用的范围较广,可用于各种组件,是目前公司应用最广泛的翻身方法。半自动翻身按动力分,可分为人工动力和吊车动力;按中心轴位置分,可分为中心轴翻转和偏心轴翻转。
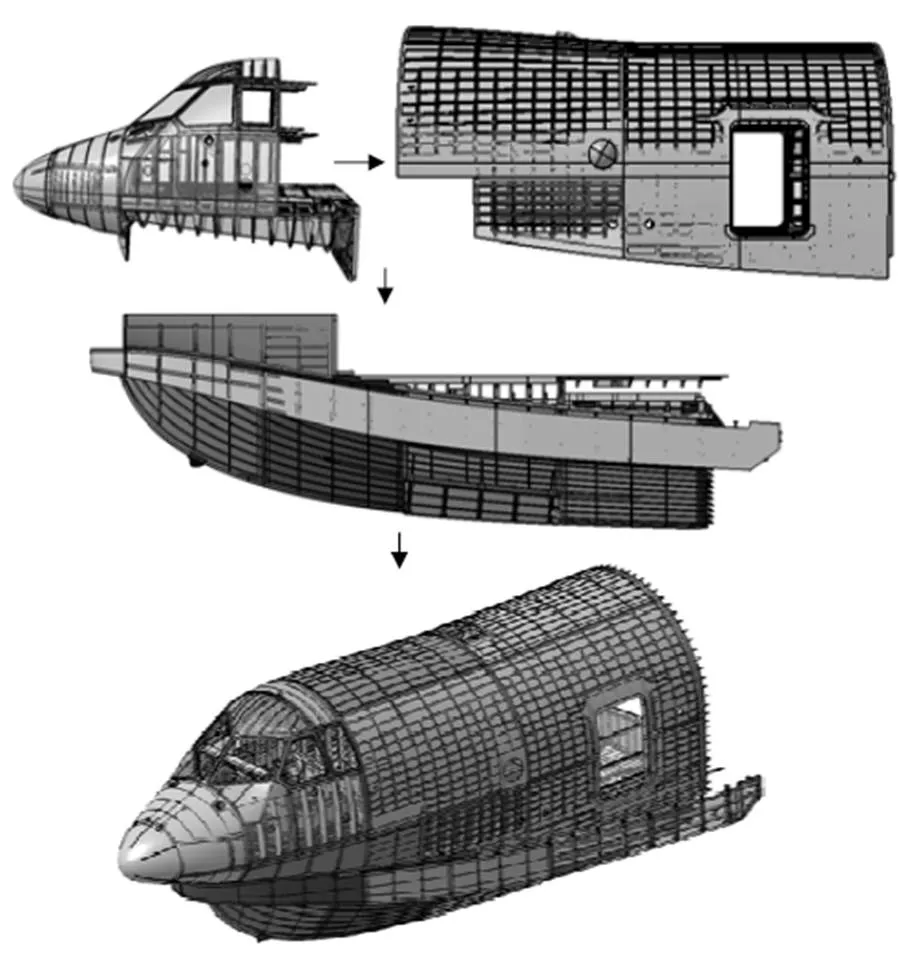
图3 复合对合方式示图
中心轴翻转较为常见,如图4所示,主要用于尺寸较小的产品,产品中心距两侧最远点的距离不能过大,一般在1.5 m内较为合适,且使用人工动力为主,可以直接驱动工作及翻转台翻转,也可以在中心轴处安装机械转盘手工驱动。如产品尺寸更大,会使得工装尺寸巨大化,致使人工动力无法驱动。
复合对合即多段对合,这种情况比较复杂。当单一的上下对合或者左右对合都不能实现,或者出于其他方面的考虑,则需要采用多段复合的对合方式。其结构特点为:对合区域不规则,没有统一的断开对接区域,如图3所示。一般情况下,优先选取上下对合或者左右对合方式,以平衡生产线的节拍和产能。如某机型单架生产或者产量不高时,为了减少工装、节省成本,可优先选用复合对合方式[6]。
机头是一级气动外形区域,对理论外形的要求较高,且机头大部分外形为双曲面,更增加了外形控制的难度[11],因此,外形控制需要从零件制造开始,如框的外形及与定位孔之间的相对关系、蒙皮零件的外形等。在装配时,外形控制可分为两种方式,即内型面和外形面。内型面控制,就是将蒙皮的内型面作为定位基准,如无补偿,装配形成的组件大概率为正差;外形面控制则与之相反。在设计装配方案时需根据不同的要求和具体结构选取不同的控制方法。一般情况下,传统的装配方法由于内侧需定位框、长桁、加强件等零件,常采用内型面控制;数字化装配方法需要较为开敞的空间,常采用外形面控制。在完成组件装配后,常采用数字化测量设备,如激光跟踪仪测量,尤其是首架装配或者首架鉴定的情况下,及时验证组件状态下的理论外形,如发现有超差情况,可及时处理;发现有不好的趋势,也可在后续的装配中进行补偿。
对课堂教学的情景创设、素材选择、活动组织、结构安排、媒体使用等教学要素的精确把握和经济妙用,使课堂变得更为简洁、清晰、流畅、凝练、深刻。一篇文章,可教的东西很多,我们所教的内容既要反映出客观规定性,又要反映出主观能动性,因为任何作品一经选入课本,就有其特殊的客观规定性,但同时,任何人阅读作品,总是带有一定的主观能动性。一堂课的教学,完全可以选择一个最有特色的方面施教。
全自动翻身是指将产品固定在翻身工装上后,仅需1人最多两人操作按钮就能使产品自动翻转的操作。

图5 偏心轴翻转工装
1.3 关键协调点控制
飞机装配的过程中,会在蒙皮对缝之间、蒙皮与结构之间、舵面与结构之间等位置产生间隙或阶差。如果间隙和阶差大于设计容限,飞机的装配质量、飞行性能、隐身性能都将受到影响,因此需对间隙和阶差进行协调[7]。当前在机头装备中的几个关键协调控制点主要为:天窗骨架与挡风玻璃、飞机蒙皮与机身对接、起落架与舱门、雷达罩对接处。
基于调度数据网的广域数据总线体系架构和关键技术//尚学伟,赵林,范泽龙,叶飞,范广民,郭凌旭//(11):109
机头左右对合一般适用于公务机机头,其地板机构相对简单,左右地板与左右壁板一体设计,如图2所示。该对合方式各部件装配时姿态均与总装时姿态一致,不需要翻身,避免了翻身的风险。但左右分离面的结构复杂,结构强度分布不均,需要设计保形工装辅助;总装时需要专门的托架转移左右部件,对定位精度要求高。
前起落架舱交点和前起落架及舱门接头与舱门的协调主要为前起落架舱交点和前起落架及舱门接头与舱门的协调。一方面,作为飞机的关键部件,起落架收放机构直接影响到飞机运行的安全,因其故障而导致飞机发生事故的概率最高。实际上,前起落架收放机构存在着制造误差,在与前起舱的连接交点也存在着位置误差。这些误差在装配过程中会产生误差传递和累积,使得起落架的收放终止位置产生一定的偏离,导致与前起落架连动的前起舱舱门无法关闭。另一方面,舱门作为飞机的重要活动部件,其安装质量及协调性将直接影响飞机的装配质量。如果舱门安装不协调,将直接影响到飞机起落架的收放,成为制约飞机安全的关键性因素[8-10]。前起落架舱在组件装配完成下架后,其左右侧壁板会向内收缩而影响其交点的开挡尺寸。装配工装定位器要有足够的刚度,注意控制腹板垂直方向的变形,建议下架后订制保形工装,如图7所示。
李碧华曾说:“说得玄一点,对于三十年代,我有一种‘来过了’的感觉,所以特别熟悉……”也许正是因为李碧华对三十年代的特殊感触,才使得整个文本都具备旧日的气息。同时,作者又借助现代气息浓厚的语言、事物如邵氏影业、香港小姐选美比赛、地铁、传呼机甚至是广播中播放的《卡门》音乐等来消解这种传统气息。整个文本在过去与现在之间来回穿梭,在传统与现实之间“摇摆不定”。
飞机蒙皮是构成飞机气动外形的重要零件,在与机身对接处协调中主要为对接处外形和蒙皮净边与机身协调、服务舱地板处座椅滑轨轴线与机身协调。外形和蒙皮净边分别影响机头和机身对接的外形和蒙皮对缝,座椅滑轨是座椅与飞机连接的重要部位,采用沉头铆钉与飞机链接,座椅滑轨的安装位置影响座椅滑轨在机头与机身对合处的移动情况。在对接处设置(半)自动修边装置,如动力头、机械臂等;座椅滑轨尽量采用滑轨的安装孔定位并采用数字测量控制质量,如图6所示。
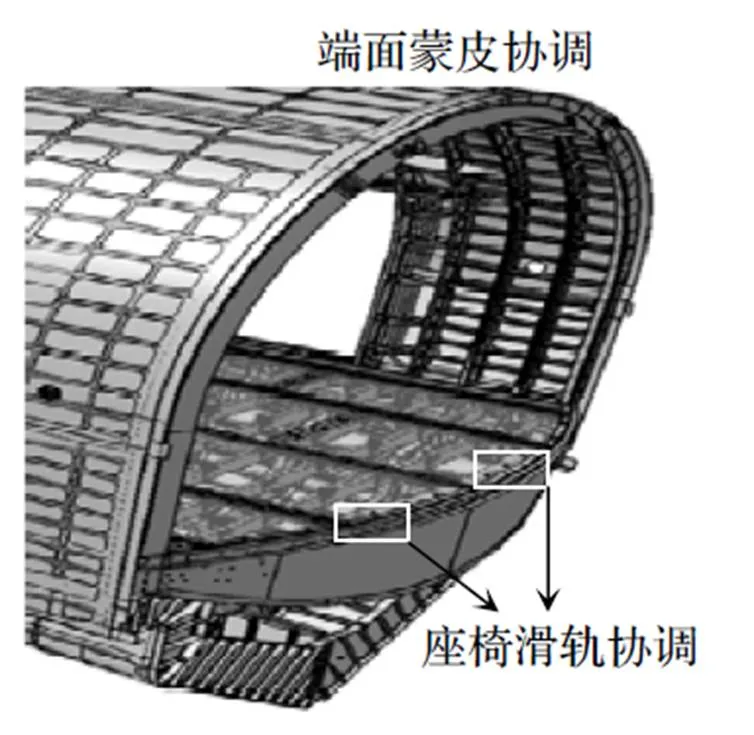
图6 蒙皮协调及座椅滑轨协调示意图
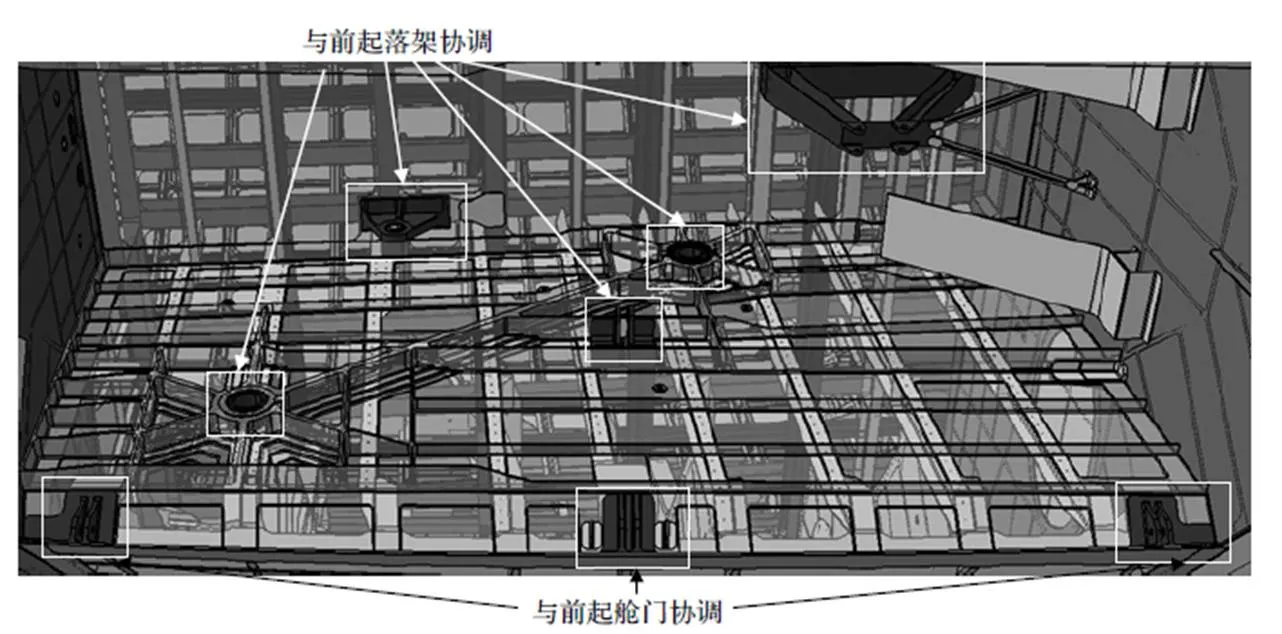
图7 前起落架舱交点和前起落架及舱门接头与舱门的协调示意图
雷达罩对接处的协调主要为协调雷达罩/雷达铰链交点的位置度和对接处外形、蒙皮净边等。雷达罩/雷达铰链的位置准确度和同轴度直接影响雷达在飞机上的位置和姿态,外形和蒙皮净边影响机头与雷达罩的对接间隙和阶差。为了确保协调,如主制造商采用实物标工协调,则须在装配工装及相关工装的订货时明确使用实物标工协调。对于雷达罩铰链,其装配工装定位器要有足够的刚度,装配过程中要避免应力装配。如图8所示。
2 机头装配重难点及其解决方案
2.1 理论外形控制与检测
在体系建设过程中要打破职能部门之间的界限,才能将控制置于医院经济活动的全过程,形成主要领导负责,分管领导主抓,专职部门牵头推动,各职能部门分工负责,全院职工共同参与的内控格局,最终实现“全员参与,共同实施”的目标。这样就能够做到将内部控制责任进行明确,各参与人都能够意识到自己的到位,到时候只需要内部控制部门根据相应的制度进行考核就能够与达到将内部控制责任明确到各个职工中,最终为内部控制的追责体系的构建打下坚实的基础。

图8 雷达罩对接处的协调示意图
2.2 前起落架舱装配位置度和同轴度
前起落架舱装配主要是控制前起落架交点及其运动机构的交点,包括位置度和同轴度等,需要在订制工装时明确。同轴度要求极高时,需要制造同轴度销棒来保证。值得注意的是,前起落架舱的壁板多为大机加件,在垂直于壁板腹板方向,容易变形,建议多设置定位点,防止装配变形。为保证前起落架舱的交点和开档,必要时可增订一套保形工装;为了保护前起落架安装孔,产品定位时可设置工艺衬套。
2.3 框组件变形及平面度控制
框式部件是飞机的重要部件,分为加强框、普通框。框在装配时有多种定位方式,包括定位板定位、划线定位、工艺孔定位、卡线定位、专用定位器定位等。加强框是承力部件,所以其上的零件链接一般采用铆接[12]。在飞机机头装配中要控制框组件与雷达及雷达罩配合处,包括外形、雷达罩铰链接头、锁销孔、雷达定位安装接头等,需订制专用工装确保,在铰链定位时不能强迫装配。装备中需注意控制框组件的变形及平面度等,必要时需确定铆接顺序,可订制检查工装检验变形及平面度。
很多优秀的教师都非常注重导语的作用,精彩的导语能快速地将学生目光吸引到课堂活动中来。在口语交际教学中,教师可以在导入环节精心设计语言,结合学生已有的生活体验,创设语境,以调动学生的体验,更好地进行口语交际活动。此外,教师还可以在课中通过问题的提出,引导学生进入情境。如:“你坐在公园的长凳上,这时走来一个衣衫褴褛的乞丐向你乞讨,而你身上正好没带钱,你该怎么说?”“你在一家饭店当服务员,一个顾客吃了饭后没有付钱准备走人,你会怎么说呢?”
2.4 驾驶舱框和地板的定位和防变形技术
机头的驾驶舱和梁骨架是将驾驶舱窗框、框、梁及众多加强件准确地定位、安装在一起,其重点是窗框、框、主梁的准确定位,不能变形,难点是众多加强件的定位。窗框、框、梁等一般为机加件,为主要框架结构,要求定位精度高,其定位建议采用工具孔或者借用连接件孔。加强件尺寸较小,但是数量多,且较为密集,如都采用工装定位,工装定位器过多,需要可拆卸,严重影响工作效率。因此建议保证外形的基础上,采用协调孔定位加强件,提高工作效率。当框或者小梁为钣金件时,要尽量以理论外形面为其中一个定位基准,防止外形面上有阶差,影响产品质量。
我国经济法对经济的发展起指导作用。我国通过分析西方资本主义历史上自由贸易造成经济整体崩盘、对经济发展不加以指导产生金融危机等现象,设立了经济法指引我国经济朝着正确的方向发展,并取得了一定的成果。
一般情况下,驾驶舱地板组件的钣金件较多,上下两腹板中间加加强件,需定位零件多,且多采用边定位。零件状态开孔较少,建议订制钻孔样板。但需注意控制钣金件变形,尤其是腹板面方向,如长的型材梁定位时需多设置几个定位点,防止零件装配变形后,误差积累。
3 结束语
飞机机头是一级气动外形区域,对理论外形的要求较高,且机头部件复杂,在飞机装配中机头装配始终是其关键环节。三种机头对合方式的选取主要取决于机头的结构形式。同时,对于机头装备中的几个关键协调控制点,需采取相应的定位及协调技术解决,而控形、平面度及同轴度的保证以及定位防变形技术是飞机机头装配中的关键难点技术。
[1]邹冀华,刘志存,范玉青. 大型飞机部件数字化对接装配技术研究[J]. 计算机集成制造系统,2007(7):1367-1373.
[2]周琳. 机身段件连接协调控制点容差分配技术研究[D]. 南京:南京航空航天大学,2014.
[3]郭飞燕. 飞机数字量装配协调技术研究[D]. 西安:西北工业大学,2015.
[4]唐水龙,卢鹄. 飞机装配数字化协调与模拟量协调的对比分析[J]. 航空制造技术,2012,406(10)2:6-29.
[5]王哲.飞机结构分离面的划分与协调性[J]. 航空制造工程,1996(03):14-15.
[6]王焰,袁泽林,黄箫,方辉. 某型水陆两栖飞机机头保形技术研究[J]. 机械,2017,44(7):15-23.
[7]许大帅,杜福洲. 基于线结构光的飞机蒙皮对缝阶差与间隙测量技术研究[J]. 航空制造技术,2017(5):77-81.
[8]张锐. 某型飞机前起落架收放机构及舱门开度分析[D]. 南京:南京航空航天大学,2012.
[9]王晓梅,张恒康,张璞. 应用遗传算法分析前起落架收放运动误差[J]. 科技资讯,2013(14):56-57.
[10]邹仕军. 某型飞机起落架舱门与结构件的协调安装技术[J]. 新技术新工艺,2017(8):24-27.
[11]谭骏,刘向龙,丁峰,方辉. 某型水陆两栖飞机机头V形船体倒悬装配方案设计[J]. 机械,2017,44(6):16-20.
[12]秦政琪,邹爱丽,李华,等. 飞机框式部件柔性装配型架的研究[J]. 沈阳航空航天大学学报,2010,27(2):1-3.
Key Techniques of Aircraft Head Digital Assembly Process
WANG Wei1,YANG Chun1,YU Min2
(1.AVIC Chengfei Commercial Aircraft Co., Ltd., Chengdu 610092, China;2.School of Material Science and Engineering, Southwest Jiaotong University, Chengdu 610092, China )
In this paper, the advantages and disadvantages of the three kinds of alignment methods, i.e, upper and lower maneuvers, left and right maneuvers and composite maneuvers techniques, were firstly discussed. The key coordination control points and the key technology involving in the assembly process are pointed out. Finally, four major assembling difficulties, including the control and detection of the theoretical shape of the aircraft head assembly, the position and degree of assembly of the front landing gear cabin, the deformation and plane control of the frame components, and the positioning and deformation prevention technology of the cockpit frame and the floor were sorted out, and corresponding solutions and key techniques were also introduced in the paper.
aircraft head assembly;alignment methods;coordination control point
V262.4
A
10.3969/j.issn.1006-0316.2018.05.002
1006-0316 (2018) 05-0005-06
2018-02-22
四川省重点研发项目(18ZDYF)
王伟(1970-),男,重庆人,本科,高级工程师,主要从事飞机零部件制造及装配工作。
余敏(1984-),男,四川广安人,博士,副教授,主要研究方向为材料连接及加工。
猜你喜欢
现代仪器与医疗(2021年5期)2021-12-02
军民两用技术与产品(2021年5期)2021-07-28
民用飞机设计与研究(2021年4期)2021-07-08
中原商报·科教研究(2021年6期)2021-05-13
百科探秘·航空航天(2020年8期)2020-07-29
军民两用技术与产品(2019年12期)2020-01-19
航空世界(2018年12期)2018-07-16
山东工业技术(2016年15期)2016-12-01
中国塑料(2015年6期)2015-11-13
四川党的建设(2014年9期)2014-08-23
