
微小工件多面细小孔及螺纹孔加工自动化设计
2018-06-02 06:46蒋桂平潘宇倩
制造技术与机床 2018年4期
蒋桂平 潘宇倩
(①桂林广陆数字测控有限公司,广西 桂林 541213;②广西科技大学鹿山学院,广西 柳州 545616)
微小工件的多面孔加工在机械加工中属难于加工的类型,而微小工件上的细深孔和螺纹孔的加工难度就更大了。但是随着机械化、自动化、智能化在各个行业的不断深入,各种精致而适用的智能设备也逐渐深入了人们的生活,而对组成这些精致智能设备的微小工件进行加工已经成为了制造行业的常态,尤其是对一些测量仪器上的零部件加工,存在零件体积小、加工精度要求高、加工工序复杂、尺寸一致性要求高等特点,在机械加工领域属于具有挑战性的加工。
基于此,本文以一个具体的工件为例,从工艺分析、设备选择、自动化机械手设计、自动夹具设计、刀具选择、在线刀具检测等多个方面来优化这种类型工件的加工,目的在于使这种类型的工件在加工过程中可以获得更高的加工精度和加工效率。
1 多面细小孔与螺纹孔的工艺分析
1.1 工件概况
工件名称:测量滑板;材料:4Cr13(不锈钢);硬度:150~200 HBS;重量:100 g;加工节拍:3.5 min/件。
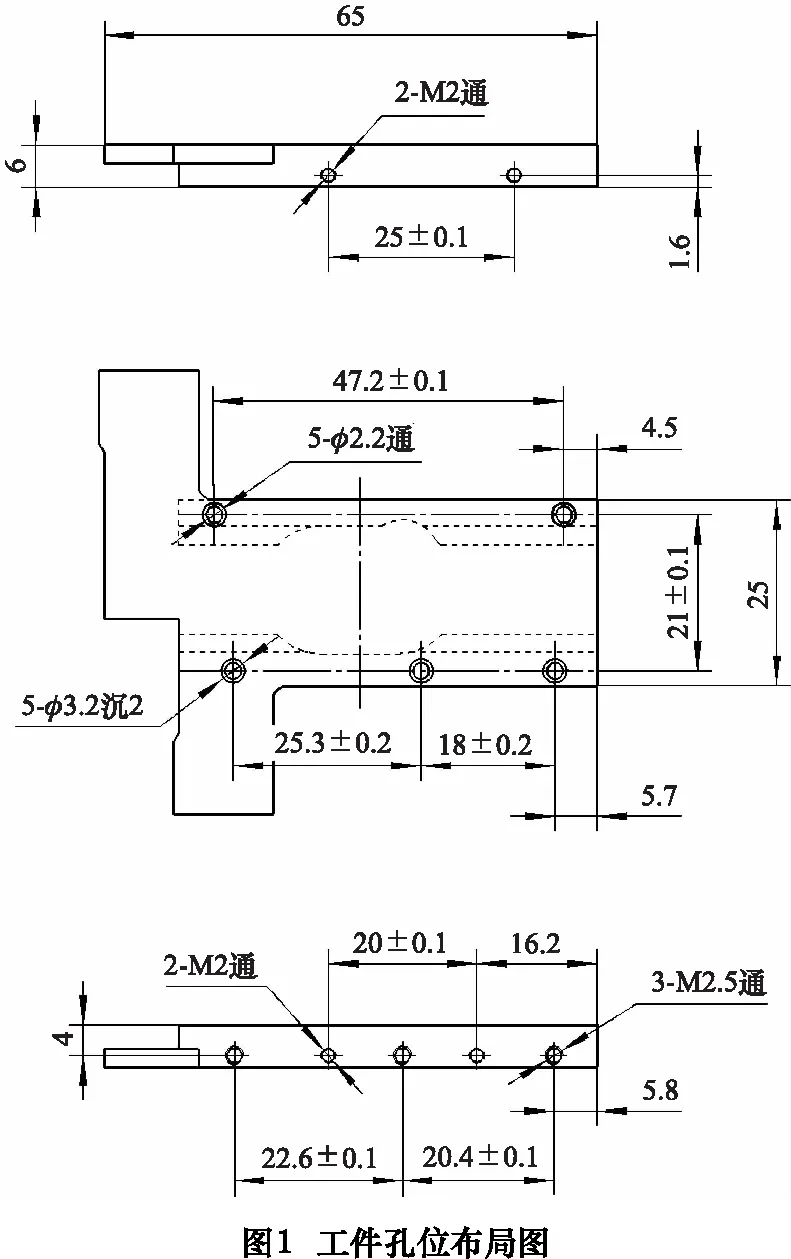
各孔加工要求如图1所示。
(1)主视图孔加工要求:5-φ2.2 mm通孔,孔间距要求保证公差范围为±0.1 mm;5-φ3.2 mm沉孔深度为2 mm,孔间距要求保证公差范围为±0.1mm,并理论上要求φ2.2 mm与φ3.2 mm同心。因为孔径太小,就意味着加工钻头的直径也很小,刚性不足,且是加工不锈钢材质,所以钻头极其容易折断,尤其是当加工设备的定位精度和重复定位精度较差的时候,钻头折断的几率更大。
(2)仰视图螺纹孔的加工要求:底孔2-φ1.85 mm;螺纹孔2-M2通,螺纹孔间距要求保证公差范围为±0.1 mm,这个面上的孔为加工难度要两点:①底孔钻头直径太小,直径为1.85 mm,在加工的时候对加工设备、夹具、刀柄的稳定性要求非常高,只要有一个环节出现稍微的偏差就会导致钻头的折断。②加工设备的定位精度和重复定位精度要求非常高,因为该面上的加工是先做底孔,然后再通过刀库换成M2的丝锥来攻丝,如果定位精度和重复定位精度不准,M2的丝锥极其容易断裂,或者使用寿命和加工质量达不到零件使用要求。
(3)俯视图螺纹孔的加工要求:底孔2-φ1.85 mm;螺纹孔2-M2通,螺纹孔间距要求保证公差范围为±0.1 mm;底孔3-φ2.3 mm;螺纹孔3-M2.5通,螺纹孔各自之间的间距要求保证公差范围为±0.1 mm;这个面上的孔的加工也面临着与仰视图孔的加工一样的难点与挑战。
1.2 加工工艺难点分析
(1)各组孔的直径太小,加工的钻头也同样直径太小、刚性不足,难以获得较好的刀具寿命和工件加工质量,加工成本相对较高,加工精度和质量难以保证。
(2)不锈钢的材质增加了加工难度。因为不锈钢材质本身具有加工硬化严重、加工温度高、切屑不易折断,易粘结、刀具易磨损等加工弊病,即使常规的孔径加工也属于难以加工的零件类型,对于小孔加螺纹孔的加工则是难上加难。
(3)工件太小不利于夹具的制作。要在一台设备上通过一次装夹实现3个面的加工,并且是要求自动定位和夹紧全自动化的夹具类型,将给夹具的设计带来很大挑战。
(4)刀具折损后的处理。因为这个工件牵涉到多道工序的加工,且很多工序都存在前后相互影响的关联,例如底孔钻头如果折断,没有按既定工艺加工出底孔,当丝锥继续执行加工命令,丝锥也会出现折断,那么无论从刀具的寿命、机床的保护还是工件的再利用等途径来说都是不合理的。
(5)工件的排削。这看似不是一个问题,其实是一个决定工件质量和刀具寿命的大问题,也是整个加工是否能够可靠实现的大问题,也是一个设计难点。
2 加工设备的选择
针对以上工件图纸的加工工艺分析,在加工设备上有两种方案可以选择:
第一种是采用专用机床进行该工件的加工。这种设备的优点是具有非常强的针对性,无论是机床的结构布局,还是精度规划都可以根据工件的具体工艺要求来设计,具有明显的单一性和专注性,在加工效率和质量保证方面具有极大的优势;缺点是设计周期过长,试制有风险,缺少通用性,机床的性价比不高,在工件加工的范围和广度上有很大的局限性。
第二种是采用小型立式加工中心进行该工件的加工。这种设备的优点是设备采购周期短,结构和精度稳定性高,且设备的通用性能好,能适应更广泛的加工要求;不足之处就是加工效率方面不如专用机床高。
本次加工的工件为三面都有加工要求的微小工件,且要求一次装夹实现所有的加工工序,因此决定采用的加工设备为通用型的小型加工中心,配备第四轴回转台来完成。这样配置不仅可以满足工件的三面加工要求,还可以在最短的周期内完成设备的配备。
本次加工采用的小型立式加工中心为某企业自行研发的某加工中心,其主要的特点是运行速度快,加工精度高,结构刚性好,加工柔性高,设计布局合理等,其详细的技术参数参见表1。
表1 小型立式加工中心参数表
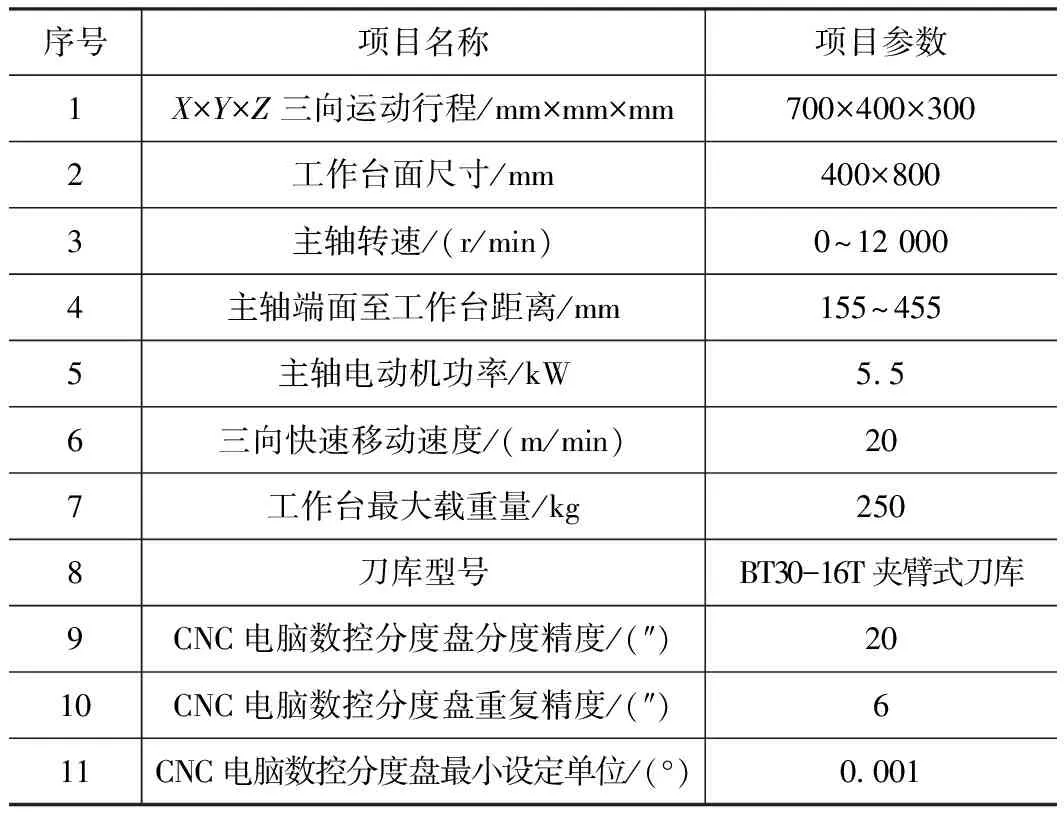
序号项目名称项目参数1X×Y×Z三向运动行程/mm×mm×mm700×400×3002工作台面尺寸/mm400×8003主轴转速/(r/min)0~12 0004主轴端面至工作台距离/mm155~4555主轴电动机功率/kW5.56三向快速移动速度/(m/min)207工作台最大载重量/kg2508刀库型号BT30-16T夹臂式刀库9CNC电脑数控分度盘分度精度/(″)2010CNC电脑数控分度盘重复精度/(″)611CNC电脑数控分度盘最小设定单位/(°)0.001
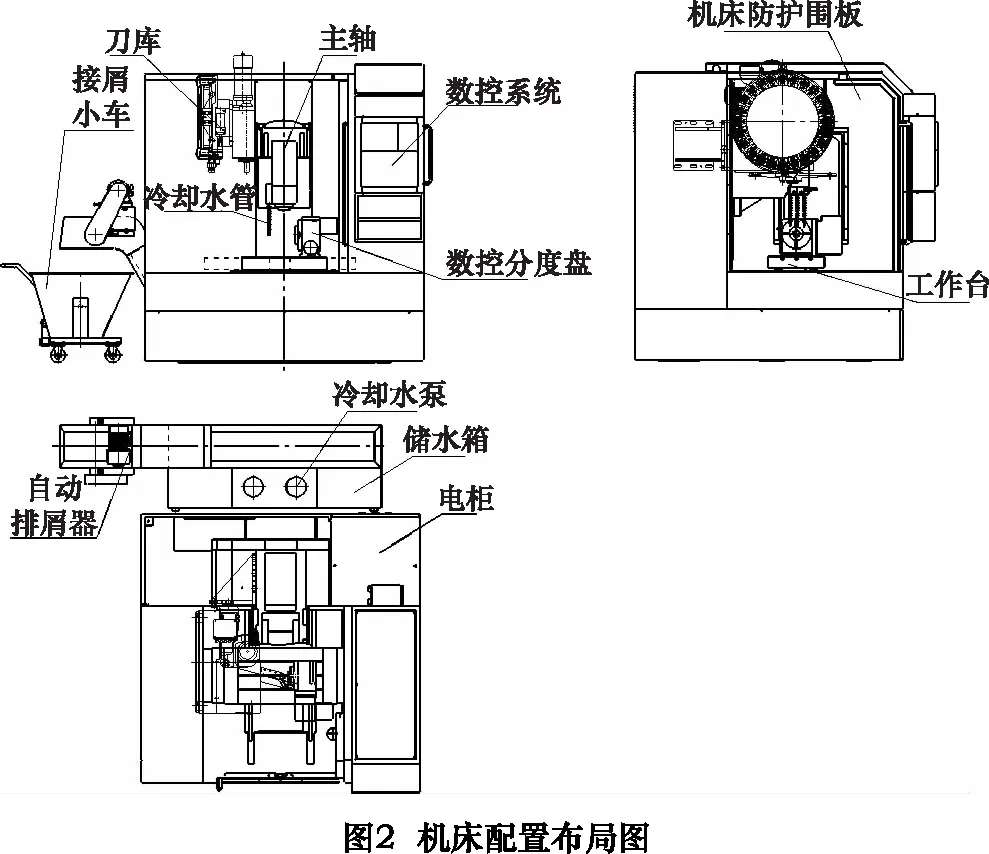
立式加工中心采用日本FANUC数控操作系统,同时配备自动加工冷却系统、加工吹气清理切屑系统、自动排屑系统、自动拉刀系统、电动机过载保护功能、刚性攻丝功能、主轴气吹保护功能等辅助功能,可以最大限度地保证工件的高精度稳定加工。机床的配置布局图如图2所示。
3 自动化机械手的设计
该工件的特点为批量大、加工工序多且相对单一、加工时间节拍短、加工精度要求高、工件质量一致性要求严格、对工人的技术依赖程度低、对设备的稳定性要求高等。鉴于此,对该零件的加工实行自动化上下料的设计。具体的方案如下:
(1)采用排列式堆料方式实行工件的批量放置和供料,并采用伺服电动机、减速机、齿轮、齿条、直线导轨和定位气缸等辅助功能部件实行工件的移动和定位。辅助功能部件的主要功能是为取料机械手提供源源不断的待加工工件,为放料机械手提供空置的料筐。同时在结构上做了一些处理,即当一个料筐的待加工工件被机械手拿取完毕后,通过适当的位移和定位,将这个空置的料筐变成存放已加工好工件的存料筐,并直接与放料机械手进行对接。这个设计,不仅让整个自动上下料机构设计变得紧凑而有效率,同时也极大地节约了设备生产成本和设备占地空间,具有一举多得的效用。
(2)机械手的X向运动。该向运动我们采用了伺服电动机、减速机、齿轮、齿条、直线导轨等功能部件进行有机组合,其目的是实现两台机械手即上料机械手和下料机械手的同时横向移动。通过将两台机械手复合在一个横向移动轴上,既实现了机械手的运动,又实现了料筐的共用,同时还节约了结构空间和制造成本。
上料机械手和下料机械手两个方向的运动都是通过伺服电动机、减速机、齿轮、齿条、直线导轨等功能部件进行有机组合来实现,所不同的是两者起到的作用和运动的时间上有先后顺序。因此,需要通过PLC程序将机械手的上下料过程和料筐的送料运动及机床工作台的接料运动有机配合起来,实现整个加工工件的自动化上下料过程。
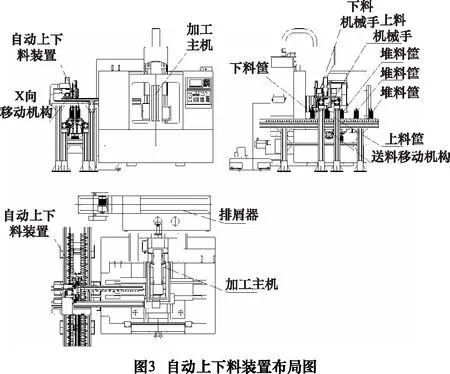
综上所述,该功能部件综合了3个方面的进给移动和工件的堆料料筐等结构设计,是一个具有独立运行能力并可以和机床配合使用的自动化功能部件,其具体的结构布局如图3所示。
4 自动夹具设计
4.1 夹具设计难点分析
对于机械加工工作来说,夹具设计是重中之重,也是一个工件加工质量和精度的核心保证。如果夹具不可靠,或者夹具设计不合理,那工件的加工肯定是无法达到预期要求的,因此必须严格保证夹具设计的可靠性和实用性。根据微小工件的外形结构特点及加工要求,夹具设计具有以下设计难点:
(1)工件外形尺寸小。微小工件基本的外形尺寸为25 mm×65 mm×6 mm,要实现对这类工件的定位和夹紧,且要给机床的主轴和刀具留出足够的加工空间,在夹具的结构设计上是具有相当难度的。
(2)工件的加工面多。由于工件本身尺寸较小,且还需要在3个面上实现加工操作,那么3个面可供利用的设计空间是非常小的,同时还需要在这有限的空间里预留定位基准和压紧位置,并要避开主轴和刀具的加工路径。
(3)加工的稳定性要求高。微小工件的加工以细小孔和细小螺纹孔为主,这就对工件的定位和夹紧可靠性具有很高的要求,如果夹紧不可靠,将导致钻头和丝锥的折断,甚至工件的损毁。
(4)自动化夹紧难度大。如果是普通的人工夹紧方式,在传统的夹具设计上有很多可以借鉴的定位和压紧方式,因为上下料均为人工操作,存在较大的柔性空间。而能够配合机械手使用的自动化夹具,在结构和空间上需要为机械手预留工件的抓取和放置空间,同时这些空间由于机械手的柔性程度较低还不能与其他部件有牵连,因此这是夹具设计的又一个难点。
(5)定位面和基准面的材质和硬度要求高。这本是夹具的通用要求,但是对自动化集成的夹具在这方面的要求又更高一些。这是因为机床所有的运行都是靠程序来完成的,一般只有工件加工出错了,才会对夹具的磨损或毁坏等方面进行人工检查,相比传统的加工方式更依赖于夹具的可靠性。所以应在夹具的材料选择和热处理方式上有充分的设计考虑。
(6)加工排屑问题。微小工件的外形尺寸小、加工工序多,夹具结构设计紧凑,这就给工件的加工排屑造成了困难。如何排屑,如何才能将切屑排得干净,是需要面对的一个难题。同时,由于采用了机械手自动上下料的加工方式,夹具的清理同样是一个自动化的过程,如果夹具定位面和基准面存留有上一次加工留下的切屑,那就意味着下一个工件的加工一定会存在质量问题,甚至是报废。因此,这个问题是机械加工自动化的一个难点,更是一个痛点。
4.2 相应的设计说明
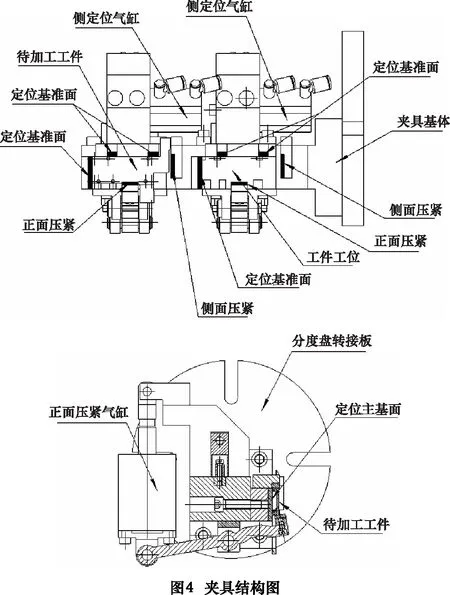
根据以上分析,下面结合夹具结构图4对自动化夹具的设计进行相应的设计说明:
(1)针对工件的外形尺寸,设计了一个一次可以装夹两件的自动化夹具,这样既可以节约自动上下料的时间,也可以节约装夹和加工时间,特别是刀具更换的时间,从加工效率和节拍上来提升工作效率。
(2)在工件的定位面、基准面和压紧面上对相应的零件做了镶嵌合金材料的处理,这样做的好处是,既保证了夹具零件的良好的加工制造特性,又保证了夹具在使用过程中的耐磨损性和可靠性。
(3)夹具的结构设计采用了分散点定位的方式,同时针对易磨损和毁坏的零件做了分离式处理。通过这样的设计,在不更换夹具主体结构的前提下,只需要对易损耗的局部夹具零件进行更换即可完成对整套夹具的维修与翻新,既保证了夹具的维修周期,也节约了夹具制造成本。
(4)夹具采用气动自动夹紧和定位方式。因为对微小工件的加工属于轻钻削加工,工件所承受的加工力相对较小,采用气动夹紧的方式可以保证工件的夹紧。此外通过设置相应的气动保护装置和气压检测装置,以及在加工程序里做相应的程序互锁设计,只要夹具夹紧出现异常,机床会马上停止加工,等异常报警消除后再恢复加工。
(5)在每个面加工孔位的夹具对应位置,都设置了相应的排屑孔,使加工过程中产生的切屑可以在冷却液的冲刷下有足够的空间排出。并在自动吹扫切屑的设计基础上,从吹扫角度和吹扫力度都做了大量的实验和数据收集,最后形成了可靠的切屑清理方案,切实的保证工件的高质量加工。
(6)工件的三面孔位加工,通过面与点定位相结合的方式,成功地将3个面上的加工孔位都留出了相应的加工空间,也留出了机械手抓取的空间,同时结合数控分度盘的使用,通过CNC程序的控制,顺利地实现了该微小工件三个面上的所有孔位的加工。
5 刀具的选择
刀具选择是否正确,直接决定了零件加工的质量和精度,也决定了机床的使用寿命和零件加工精度。所以在刀具的选择上,主要的难点如下:
(1)工件孔径较小。从上面的工件工艺分析中可以看到,最大的孔径才φ3.2 mm,最小的达到了φ1.85 mm,而螺纹孔也是只有M2和M2.5两种,而且光孔和螺纹孔的数量都很多,这给加工带来了很大的难度。作为一个全自动化加工单元,不可能频繁更换刀具,在考虑加工刀具可靠性的同时还需要考虑加工刀具的寿命,且需要兼顾加工成本。
(2)加工材质的问题。由于不锈钢的加工特性一般,最大问题在于它的粘刀特性,导致它在钻头或丝锥的加工过程中时常被材料粘住。同时因为钻头和丝锥的直径太小,刚性不足,也容易引起钻头和丝锥的折断。通过对大量品牌、型号的测试,以及对相应加工参数的不断调整,根据积累的数据,最后选择了来自日本的OSG的WD硬质合金钻头和S-XPF挤压丝锥。这两种刀具既可以较好地满足对加工精度和加工效率的要求,也较好地满足了刀具寿命的要求。
(3)兼顾切削液的选择。切削液有两个作用,第一是冷却刀具和工件,借此提升刀具的使用寿命和降低工件在加工过程中的表现,消除加工内应力;第二是起到刀具的润滑作用。对于微小工件的细小孔位加工,润滑的作用显得尤为重要,这也是一个很容易被忽略的地方。
6 刀具在线检测
作为一套全自动化的加工单元,刀具的在线检测显得尤为必要,这种检测还需要根据该工件的加工特点进行。如在加工螺纹孔时,必须先加工螺纹底孔,然后才能实现螺纹孔的加工,如果在加工螺纹底孔的时候发生了刀具的折断,而机床又没有出现相应的报警和停机响应,那就意味着丝锥也会跟随着折断。
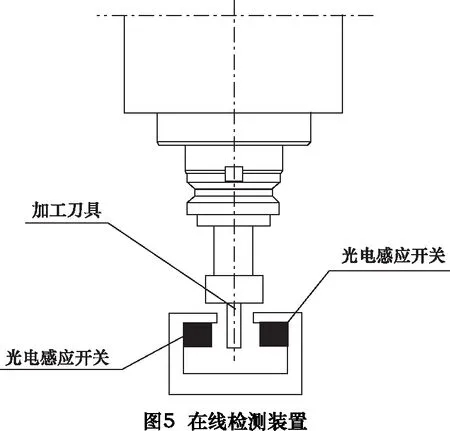
针对这个自动化设备,设计了一套刀具在线检测装置,其运行的原理是:每道工序加工完毕后,刀具都需要经过在线检测装置的检测,以确认刀具是否完好无损;如果刀具完好则继续执行后面的加工程序;如果刀具已经发生了折断,则机床发出报警并停止加工,等待操作人员更换好刀具后再进行接下来的加工。
刀具在线检测装置的设计,是通过光电感应开关的通断原理来实现对刀具的检测。如图5所示,每当刀具通过光电感应开关的中间位置时,就回触发一次光电感应开关的信号,这个信号就会反馈给数控系统,并执行后续程序。如果刀具折断,则不能触发光电感应开关的信号,机床数控系统没有收到反馈的开关信号,则判定刀具已经折断,机床会进入报警等待状态。
7 结语
本次研发的微小工件多面细深孔及螺纹孔自动化加工项目,先后完成了工件加工工艺分析,加工设备选型,自动化上下料装置设计、自动夹具设计、在线检测设计等方面的内容,并在理论基础的指导下做了大量的测试工作,得到了如下结论:
(1)加工设备的通用化选择,提升了加工效率和使用范围,也满足了项目研发的多方面的要求。
(2)单件加工的节拍可以控制在3 min/件中以内,满足了企业的加工需求,提升了加工效率,节约了生产成本。
(3)全自动化的设计提升了企业的形象,既保证了工件的高质量加工,也提升了产品的市场竞争力。
(4)经质检部门和市场的验证,工件的各道加工工序质量和精度均达到或超过了预期的要求,自动化设备运行状态良好,刀具使用安全可靠,完全符合企业的要求。
综上所述,该微小工件多面细深孔及螺纹孔自动化加工效果理想,这种加工过程完全自动化的尝试经验,也为后续的技术人员提供了可靠的借鉴方案,对于我国的机械加工领域的技术发展具有成功示范效果和现实价值。
[1]吴拓.机床夹具设计手册[M].北京:化学工业出版社,2010.
[2]李吉.发动机气缸钻孔专用夹具设计[J].组合机床及自动化加工技术,2013(3):108-110.
[3]张维继.金属切削原理及刀具[M].杭州:浙江大学出版社,2003.
[4]张世昌.机械制造工艺机床[M].天津:天津大学出版社,1996.
[5]王启平.机床夹具设计[M].哈尔滨:哈尔滨工业大学出版社,2003.
[6]王世清.深孔加工技术[M].西安:西北工业大学出版社,2011.
猜你喜欢
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年4期)2020-12-25
电子制作(2019年13期)2020-01-14
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
中国塑料(2015年9期)2015-10-14
