
澳大利亚选煤厂提高系统可靠性和运行效率的有效途径
2018-05-31 07:16陈桂刚
选煤技术 2018年2期
陈桂刚
(神华澳大利亚控股有限公司,澳大利亚 新南威尔士 2380 )
澳大利亚作为在选煤行业技术研发、工程设计和运营管理方面处于世界先进行列的国家之一,多年来在简化选煤厂洗选工艺、提高系统可靠性和提升运行效率方面进行着不懈探索、创新和实践,并形成了许多行之有效的做法和经验,值得国内同行借鉴和参考。
1 澳大利亚选煤行业现状及特点
1.1 澳大利亚煤炭行业现状
澳大利亚是世界第五大煤炭资源蕴藏国、第五大煤炭生产国和第一大冶金煤出口国、第二大动力煤出口国[1]。2013—2014年全国共生产原煤(不包括褐煤)5.63亿t,商品煤4.33亿t,其中86.6%的商品煤用于出口[2]。在目前已经建成的120多座煤矿中[3],绝大多数拥有洗选加工设施。与国内相比,澳大利亚煤炭行业具有以下明显的特点:①工业基础先进、标准高;②本地人力资源不足,人力成本极高;③安全、环境和职业健康标准高、要求严。
1.2 选煤厂建设及运营特点
(1)工艺简单。由于澳大利亚开采煤炭的种类相对较少,选后产品用户范围较窄(绝大部分面向火力发电和冶金行业,且以亚太市场为主),因此煤炭产品种类比较单一,且以<50 mm的混煤为主,加之受北美洲选煤技术的影响,洗选工艺一直比较简单,且大部分选煤厂以有压两产品重介质旋流器分选50~2 mm粗粒煤为主,辅以螺旋分选机、TBS或RS分选粗煤泥,部分炼焦煤选煤厂配有浮选槽或浮选柱分选细煤泥[4]。跳汰机、块煤重介分选机还在部分老厂使用。另外,除部分新建厂外,细煤泥经浓缩处理后直接排弃。浮选精煤脱水方法以带式压滤机和带式(或盘式)真空过滤机为主,沉降过滤离心机应用较少。
(2)系统简单。洗选系统大多为单线系统(特大型厂的洗选系统为平行多线);初级破碎和煤泥水浓缩系统不设置备用;新建项目一般仅设露天毛煤储存设施,容量大且无需配煤设施;由于气候温暖,无需采暖设施。澳大利亚近年新建的处理能力为1 800 t/h的Mangoola选煤厂系统布置如图1所示。
(3)高效可靠。系统的高可靠性主要体现在较长的年运行时间和有效利用率。近年来,澳大利亚选煤厂在设计过程中普遍采用7 000~7 200 h/a作为“年运行时间”的基础设计指标,相当多的选煤厂实际运行时间可以达到7 500 h,甚至更多,明显高于国内水平。另外,实际运营管理中还采用“有效利用率(实际生产运行时间与可使用运行时间之比)”作为衡量选煤厂自身建设和管理水平的指标。目前澳洲新建选煤厂的“有效利用率”大多在90%以上。其中,实际生产运行时间是指满负荷生产的运行时间;可使用运行时间是指日历时间(24 h×365)扣除法定停产假日(24 h×2)、计划性检修时间(700~800 h/a)和外部非计划影响时间[5](源自煤矿和运输销售等外部因素,约占5%)。

图1 Mangoola选煤厂鸟瞰图Fig.1 A bird′s-eye view of Mangoola Coal Preparation Plant
(4)运营成本低。一般选煤厂工艺为:重介质旋流器分选+螺旋分选机分选+尾煤机械脱水,通过分析其直接成本可知,维修保养(约占35%,包括备品备件)、人工(约占20%)和电费(约占25%)是构成成本的三个主要部分。由于近年来矿业行业不景气,人力成本大幅降低,近期选煤厂的运营成本有所降低。据初步统计,根据规模、工艺和设备配置不同,澳大利亚选煤厂的直接运行成本在吨原煤2~6澳元之间,以3~4澳元居多[6]。
(5)用人少。通过提高系统和设备的自动化程度,澳大利亚选煤厂基本实现了现场无人值守。此外由于设备定期检修维护、煤质化验、清理保洁等工作全部专业化外委完成,因此实现了最大限度减少员工数量的目的。近年新建选煤厂的员工数量一般可以控制在30人以下,包括管理人员(Staff)五六人(一般包括经理、工程师、主管等),操作人员(Operator)20~24人(四班,每班五六人,两上两休,每班12 h)。操作人一般分为班长、集控操作工、原煤堆场和产品堆场巡视兼推土机司机、电气值班及机动人员等(有的选煤厂与煤矿合用电气值班人员)。操作人员通常一专多能,负责小型日常保养和小型故障维修。如果配置全自动堆取料设备,则所需操作人员更少。
2 提高可靠性和效率的途径
经多方调查交流,澳大利亚同行提高选煤厂的系统可靠性和运行效率,所采用的主要手段和有效做法如下:
2.1 扎实可靠的原煤煤质预测和前期基础工艺设计
由于中澳文化和思维方式不同,发展水平各异,导致两国对待工程设计的指导思想也有很大差异。与国内选煤厂设计建设过程要求速度快、投资省,重点着眼于项目投产初期的适应性、未来运营发展讲究“随机应变、不断调整”的做法不同,澳大利亚选煤厂的设计建设和运营更注重“计划性、长远性”,并着眼于全区域原煤数质量测算和全寿命建设运营过程的经济技术测算,追求目标为设计方案“零失误”、建设期“零变更”、全寿命“零改造”、“傻瓜式”运营管理,因此前期勘探及设计投入高、时间长。具体措施包括以下四方面:
(1)勘探阶段小钻孔密度高、数据全、准确度高,大钻孔数量多、煤质化验分析项目齐全、筛分浮沉数据量大、覆盖面广,确保全寿命可选性分析的充分性与准确性,并为选煤建模奠定基础。
(2)充分利用专业软件,进行地质建模、煤质建模和可选性模拟计算,多工艺、多产品、全矿区、全寿命的完全采用计算机精确模拟、优选,确保选定工艺最优,与实际煤质吻合度高。
(3)以计算机模型为基础,煤矿生产接续方案和洗选加工工艺设计协调配合,原煤开采和洗选加工详细计划到月、周,各种潜在工艺问题提前采取应对方案,提高设计与实际的匹配性。
(4)洗选工艺模拟计算依靠专业计算机软件,进行全区域、全寿命、大量数据的工艺建模和各环节的适应性验算,并在适当参考经验系数的基础上确定工艺参数和设备选型。与国内以往采用的“代表性筛分浮沉数据校正+一次性工艺计算+不均衡系数或经验调整”的设计方法[7]相比,工艺计算的可靠性更高、适应性更强。按照以上方法完成设计的选煤厂一般可实现对资源质量波动和市场变化的高度适应,全系统无瓶颈、无薄弱环节,不存在“频繁改造、不断消缺”的问题。
2.2 简单、可靠、高效的工艺选择
工艺选择不重点追求高回收率、高工艺效率。粗粒煤基本只选用有压两产品重介质旋流器分选工艺,不分级入选。其优势如下:
(1)单一粒级、产品种类少,大大地简化了筛分破碎系统、原煤和产品物料运输转载系统的配置。
(2)无大块物料,大幅减少了堵、砸、卡、溅、损等物理性故障的发生几率。
(3)更易实现完全自动化,且全封闭,运转部件少,跑冒飞溅少。
(4)细煤泥脱水以简单、高效和全自动为首要前提,很少选用板框压滤机、加压过滤机等系统复杂、需要专人操作监控的工艺。
2.3 简化系统布置和厂房布置
系统和厂房布置不强调布置规整、车间敞亮、美观大气,具体表现在以下方面:
(1)系统布置最大程度简化,拒绝不必要的转载和物料二次倒运,以减少故障点和操作人员,降低成本。
(2)车间布置简单灵活,最大限度减少厂房体积、管路长度,降低建设投资和运行成本。具体做法包括:①多模块的厂房多采用单模块独立布置,避免了多模块平行并联布置时物料分配、收集、转载困难的问题,降低厂房高度;②由于操作人员少,厂房内设备布置在满足安全和检修需要的前提下尽量紧凑,降低厂房高度、管路长度,缩小厂房体积;③煤泥水浓缩澄清系统全地上布置,且紧邻洗选车间,减少管路长度和故障风险;④利用气候优势,在满足环境要求的前提下,部分泵类、管路、辅助设施和驱动装置露天布置,便于维修,且可缩小厂房体积。
2.4 设备大型化、优质化、自动化和高可靠性
为了把握好初期投资和后期成本的平衡关系,设备性能从以下几方面保证:
(1)设备大型化,减少设备数量,简化系统,减少故障点。目前澳大利亚已经投入生产运营的最大能力的单套重介质旋流器分选系统,其设计能力已经达到1 200 t/h,具体配置见表1[8]。
(2)选用最好的设备和材料,建设标准高,提高硬件系统的可靠性,基本不设置备用环节(如煤泥水浓缩、脱水系统等)。
(3)通过各种途径提高系统的自动化程度,减少所需操作人员数量。
2.5 原煤和产品储存能力充足
原煤和产品煤的总储量一般至少达到2~3周的正常生产量(普遍可以达到4~5周),且每个产品煤一般不少于一船的储存量(13~14万t)。无论对于前方的煤矿,还是后方的铁路、码头、船运和销售来说,缓冲能力均足够大,选煤厂生产组织的自主性和灵活度足够高,可以实现长时间连续运转、计划集中检修,极大地减少了因系统起停车、工艺转换、检修不充分等带来的系统故障,提高了利用率和工效。
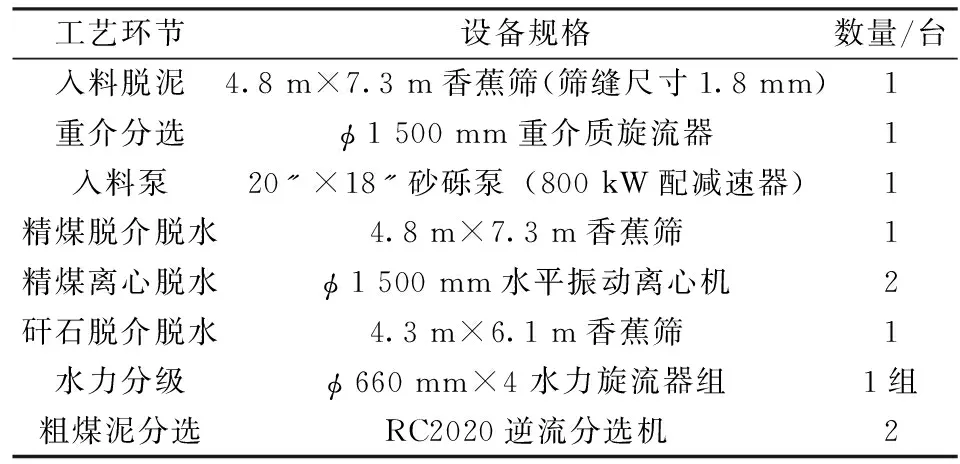
表1 澳大利亚近期最大能力单一洗选系统主要工艺设备配置表
2.6 优化原煤储存设施,简化堆场堆取料工艺
随着露天煤矿和选煤厂运行可靠性的提高,以及生产计划和调度水平的提升,近年澳大利亚露天煤矿新建配套选煤厂的原煤储存环节已经由以往的筛分破碎后原煤储存改为初级破碎前的毛煤储存。通过协调采坑生产计划和运煤卡车均衡调度,并辅以推土机和轮式装载机的倒运配合,在最大限度地减少毛煤二次倒运的同时,实现煤矿与选煤厂产能的匹配,同时在原煤入选前设置缓冲仓确保洗选系统的负荷平稳。这样原煤堆场的工艺可大大简化,受煤及筛分破碎系统的设计能力也大幅降低。
此外,澳大利亚普遍选用露天堆场作为物料储存的设施,除具有容量大、管理方便等优点外,通过合理选择堆取料工艺和设备,还能简化储煤场工艺,大幅降低建设投资和运行成本。与国内经常选用的大型圆筒仓相比,不仅具有能耗低、故障率低、自动化程度高、运行维护简单等优点,还克服了大规模筒仓群所固有的配仓和集料困难、运行维护成本高等难题。另外,通过合理选用卸料车式架空栈桥、犁式卸料器式架空栈桥、单点固定式悬臂卸料栈桥、简单旋转式悬臂卸料栈桥、行走式悬臂堆料机等各类简化的堆料设施,配合选用漏斗+胶带隧道式取料、推土机+链板给料机式取料、门桥式取料机等不同取料工艺,可以弥补以往传统斗轮式堆取料机投资大、运行维护成本高的不足[9]。
2.7 实行社会化、专业化服务,简化管理流程和机构
在澳大利亚,矿业企业经营原则坚持以安全、健康、环境(以下简称安健环)依法合规为基础,以经济效益最大化为中心,实行社会化、专业化服务,采用现场经理直接责任考核制管理模式,使选煤厂经营管理实现了以下目标:
(1)以经济效益为中心,撤掉所有与生产运营无关的岗位、机构,不做任何与生产无直接关系的工作。
(2)能外委的专业化服务自己坚决不做,自己无能力做好的专业技术工作自己坚决不做。例如:卫生保洁、餐饮福利、煤质化验、仪器仪表维护校验、工控自动化系统维护等。
(3)能租赁的通用设备自己坚决不购置,更不进行管理。例如:运输车辆、叉车、吊车、小型装载机等。
(4)检修维护基本上实行专业化外包服务,配件材料根据情况自备或外委。非标及总成由外委商在工厂内加工装配并运输到现场更换,更换下的设备返厂或专业化维修。不勉强维持运转、现场修补、现场加工和现场维修。现场日常维护仅限于临时更换托辊、筛板、耐磨件等超出计划预期的小型部件更换。
(5)执行强制性计划检修,大型部件(包括溜槽、管道、胶带等)、易损件、消耗件全部定期强制更换。
2.8 重视细节、配置周全、设计人性化
澳大利亚选煤同行在多年经验积累和革新创造的基础上,探索发明出很多实用、有效的新工艺、新技术和新方法,力求减少故障点、提高运行效率和减少维护成本。主要包括:
(1)配置周全的胶带机。运输故障是选煤厂常见且高发的日常故障,维修费时耗力。在胶带运输系统中各类清扫器、防偏装置、防护罩等,配套设施配置周全;驱动装置全落地易操作;高分子材料的接煤槽,用户按需订制质量轻、不生锈、光滑、易冲洗;各类高效的导料槽可升降、轻量化,能快速更换调整等。
(2)精细设计的溜槽。溜槽设计问题易被忽视,但其故障率高、维护量大。动态模拟设计的弧形或异形溜槽确保煤流不跑偏、不冲击胶带、煤流速度可有效控制、减少噪声和粉尘[10];设计高质量的翻板和平板闸门、物料调节机构等,以达到高效、灵活;同时,设计制造还要考虑快速、整体更换的需要。
(3)精细设计的防跑、冒、飞溅措施。采用高效实用的冲洗水集料和清理设施,并配置单人操作的小型铲、装、推机械,提高跑冒漏的清理效率。
(4)光控人性化照明。集中自动光控、高质量的灯具;人性化的灯杆设计和灯位设置,实现单人不离地灯具更换。
(5)全自动、无人值守的配电室。配置全套气体监测、通风降温、自动灭火装置;采用E-House全模块式配电室、智能MCC,确保电气故障极低。
(6)自动加介系统。介质粉散装运输,直接排到坑中,设自动冲水装置,辅以小型铲车。
(7)检修通道、起吊运输设备和工器具等考虑周全、实用,产品质量好。包括优质的天车,广泛设置的起吊梁、滑车和轨道;所有设备和大型部件考虑天车或叉车可到达;小型部件考虑液压升降机或平板车、人工升降平台可到达。
2.9 及时应用新技术,提高系统自动化控制程度
应用新技术、新科技,提高系统自动化程度,主要实现了: ①集控系统远程维护和监测;②操作管理人员无线移动监测和信息共享;③设备远程状态监测和分析报警,并实现专业化管理;④储煤场和配煤系统管理;⑤堆取料机和装车站的自动控制;⑥交接班系统管理[11];⑦移动式车辆的GPS定位和管理。
2.10 人员的一专多能和高效的管理手段
为了实现选煤厂高效稳定的运营,减人提效是基础,要求为数不多的管理人员、专业经理和技术人员必须经验丰富、专业过硬且综合素质高,运行人员要达到高素质和一专多能。另外,日常管理中需要配置各类计算机辅助管理软件的全面支持,包括:人力资源、安健环、生产信息管理、考勤及工资、设备物资管理等方面,并与前述各种自动化监控系统实现数据融合和功能整合,切实提高工作效率。
3 结论和建议
虽然中澳之间气候、地理等条件迥异,工业发展水平和技术标准及理念差距明显,导致上述很多澳大利亚成功经验不能在国内推广应用,但通过对中澳现实情况的初步对比分析,笔者认为以下理念或做法值得国内同行在实践中思考和借鉴。
3.1 “三个观念”需要转变
(1)选煤厂可以实现无人值守。人员值守并不能减少故障的产生;与机器智能化相比,人相对不可靠。
(2)专业化管理,只做自己最擅长的部分。外委并不一定意味着成本高,合理的专业化外委是降本增效的有效途径;“大而全”的模式早已不适合现代工业企业。
(3)高效的选煤厂需要高素质的员工、高素质的员工需要高待遇。这是调动基层进行减人提效积极性的根本,也是确保高产高效模式得以持续的基础。
3.2 设计规范和整体工业水平限制了项目技术水平的提升
就选煤厂的设计建设来说,中澳之间的技术标准和习惯做法有很大的差距。中国有行业协会编制、政府正式颁布的设计规范和相关标准,具有权威性和强制性,在执行过程中不得违背。然而,澳大利亚政府除了颁布强制执行的安健环类规范和标准外,无严格的行业设计规范,只有专业协会编制的相关指导意见或业主编制的企业标准,在执行过程中相对宽松。此外,现行规范中一些关键条款的差距也非常明显,主要内容可见表2。如此以来,严格按照设计规范执行,虽然可以保证选煤厂设计建设成果的稳妥可靠,但也容易导致设计思维固化、难于超越、不利创新,使行业技术发展往往依赖于行业规范的升级。而澳洲选煤厂建设中则没有这一羁绊,业主和设计方可争相技术创新,不断优胜劣汰,促进行业水平的不断提高。
另外,中澳之间基础工业发展水平的现实差距,也是制约国内选煤厂建设质量的一个因素。以设备和材料的质量为例,澳洲供应商主要集中在少数几个大品牌旗下,产品的技术含量高、质量过硬。而国内供应商繁多、质量良莠不齐,加之低价竞争成风、严格的质量责任追究机制不灵,因此要做到项目全面优质高效往往需要付出更大的努力。
3.3 选煤工艺设计方法和理论的创新
国内选煤工艺设计方面已经多年没有质的改进,需要充分利用计算机辅助设计技术的发展成果,开发或引进部分专业化建模和拟合软件,提高对勘探数据和煤质数据的分析深度和广度及工艺设计的深度,降低理论设计与实际生产的差距。
此外,国内仅采用调整校验后的单一代表性筛分浮沉资料进行工艺计算,不考虑资源赋存复杂程度和实际生产中多种变化因素的影响,仅仅根据不均衡系数对各环节能力进行确定的方法已经落后于当前计算机辅助计算的进步步伐,亟需理论创新和实践改进。
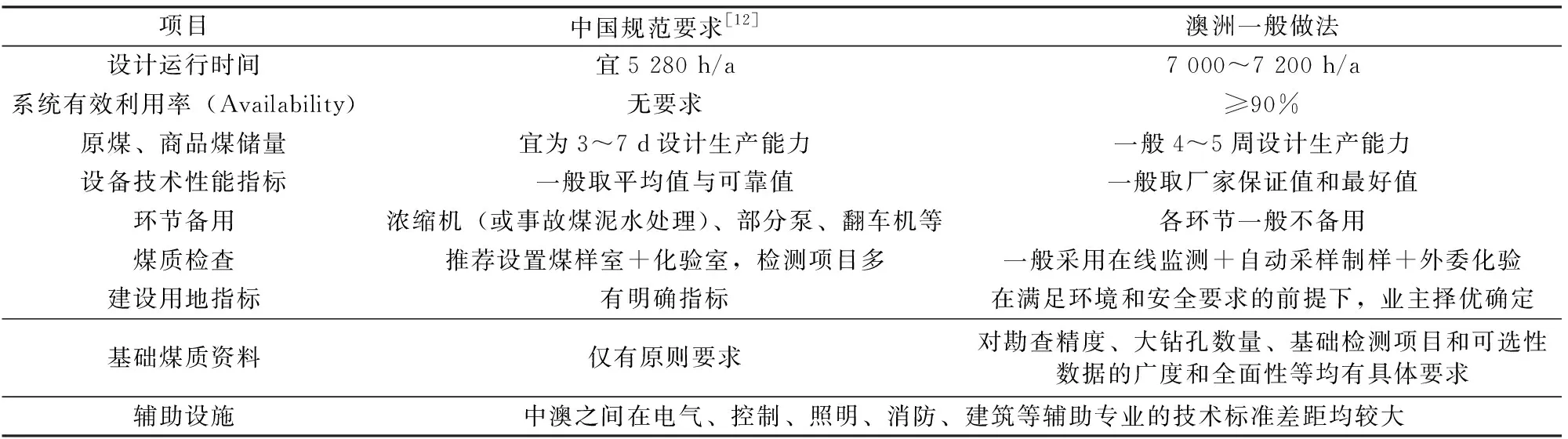
表2 中澳选煤厂设计规范(或一般做法)关键条款对比表
3.4 值得国内同行集中精力、潜心研究和攻关的课题
(1)溜槽非标设计。这涉及到物料的动态分析,耐磨材料的选取,圆弧及异形溜槽、高分子筛下漏斗、高分子溜槽、快速更换溜槽的人性化设计等。
(2)胶带机附件的研究。研究内容包括高分子防护罩及密封罩、轻质及易维护导料槽、高效清扫器、各种高效及易维护防尘、防洒煤接煤装置等。
(3)自动介质运输储存添加设施的应用。要求添加可靠,减少人力操作。
(4)优质重载胶带机卸料车的开发。开发目的是代替煤仓上及其他需要多点卸料场合的重型刮板机,以降低投资、功耗和故障率。
(5)低造价大型封闭式储煤场的研究开发。目标是代替国内常见的混凝土筒仓,增加储存能力,简化配仓工艺,降低能耗和维护难度。
(6)简易式堆取料设施的开发。以此配合大型储煤场建设、定做设计,降低造价,并便于制造安装和维护。
参考文献:
[1] Australian Goverment Department of Industry. Innovation and Science Australian Mineral Commodities Coal[EB/OL]. [2018-01-05]. https://www. industry. gov.au/resource/Mining/AustralianMineralCommodities/ Pages/Coal.aspx.
[2] Office of the Chief Economist. Australian Goverment Department of Industry. Resources and Energy Statistics 2014[EB/OL]. (2014-12) [2018-01-05]. https://www.industry.gov.au/Office-of-the-Chief-Economist/Publications/Documents/res/ResourcesEnergy Statistics2014.pdf.
[3] Australian Government Geoscience Australia Australian Mines Atlas[EB/OL]. [2018-01-05]. https://www.australianminesatlas.gov.au/mapping/files/operating_mines.xls.
[4] MACKINNON W.A Swanson The Australian Treatment[J]. World Coal,2016,22(6):57-65.
[5] MOFFIT A,MARSHALL T,HILLARD C,et al. Construction and Operation of the Moorvale Coal Handling and Preparation Plant[C]//Proceedings of the Tenth Australian Coal Preparation Conference. Pokolbin New South Wales Australia:Australian Coal Preparation Society Limited,2004: 25-38.
[6] CLARKSON C J,HILLARD C. Australian Coal Preparation 2050 Sixteenth [C]//Proceedings of the Sixteenth Australian Coal Preparation Conference. Wollongong New South Wales Australia:Australian Coal Preparation Society Limited, 2016: 223-238.
[7] 全国勘查设计注册采矿/矿物专业管理委员会秘书处.全国勘查设计注册采矿/矿物工程师执业资格考试辅导教材——矿物加工专业[M]. 北京:中国建筑工业出版社,2011:32-121.
[8] HOFFMANN D, CHEUNG J,MIAO L X. Design and Commissioning of a 2 400 t/h Greenfield CPP in Central Queensland[C]//Proceedings of the Sixteenth Australian Coal Preparation Conference. Wollongong New South Wales Australia:Australian Coal Preparation Society Limited,2016:2-11.
[9] SORENSEN C,ATKINS D,ERDA V,et. al. Considerations for the Selection of Materials Handling Processes and Configurations for Coal Projects[C]//Proceedings of the Sixteenth Australian Coal Preparation Conference. Wollongong New South Wales Australia:Australian Coal Preparation Society Limited,2016:25-44.
[10] HALPIN B,DIMECH L.Eliminating the Bottlenecks—the Application and Benefits of Controlled Flow Transfer Chutes Proceedings[C]//Canberra Australia Capital Territory Australia:Australian Coal Preparation Society Limited,2012:76-91.
[11] Queensland Mining Industry Health and Safety Conference 2016 Daniel Weule Shift Handover Excellence-The overlooked key to safety and production performance[EB/OL](2018-06)[2018-01-05].http://www. qldminingsafety. org. au/wp-content/ uploads/2016/08/Daniel-Weule-Next-GenerationShift-Handovers-for-Greater-Safety-Performance.pdf.
[12] 中国煤炭建设协会. 煤炭洗选工程设计规范:GB/T 50359—2016[S].北京:中国计划出版社,2016.
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
昆钢科技(2021年1期)2021-04-13
世界农药(2019年2期)2019-07-13
艺术启蒙(2018年7期)2018-08-23
海峡姐妹(2017年7期)2017-07-31
Coco薇(2017年5期)2017-06-05
山东工业技术(2016年15期)2016-12-01
