
某型发动机二级涡轮导向器叶片料浆渗铝腐蚀分析及工艺方法改进
2018-05-30 00:32:19侯磊宋新英刘瑶刘欢欢
航空维修与工程 2018年10期
关键词:发动机
侯磊 宋新英 刘瑶 刘欢欢
摘要:针对料浆渗铝过程中ЖC6Y叶片出现批量性腐蚀的情况,通过对加工流程检查、故障件宏观检查、金相分析等方法,确定腐蚀故障机理,并对分析结果进行试验验证,提出相应解决措施。
关键词:发动机;二级涡轮导向器叶片;渗铝腐蚀
渗铝是通过物理或化学的方法把钢和介质加热到一定温度,使铝原子渗入并扩散到钢材基体的过程。航空发动机叶片通过渗铝可在叶片表面形成铝化物涂层,在高温作用下形成连续致密稳定的Al203氧化膜,提高叶片的抗氧化性和抗热腐蚀性。
1 故障描述
某型发动机二级涡轮导向器叶片采用料浆渗铝恢复渗铝层,一次渗铝深度不合格时,湿吹沙后,返工补渗一次后在叶身表面产生了严重的腐蚀。该叶片材料为ЖC6Y,图样规定渗铝层深度为0.025~ 0.070mm。
2 故障检查与分析
2.1 故障件检查
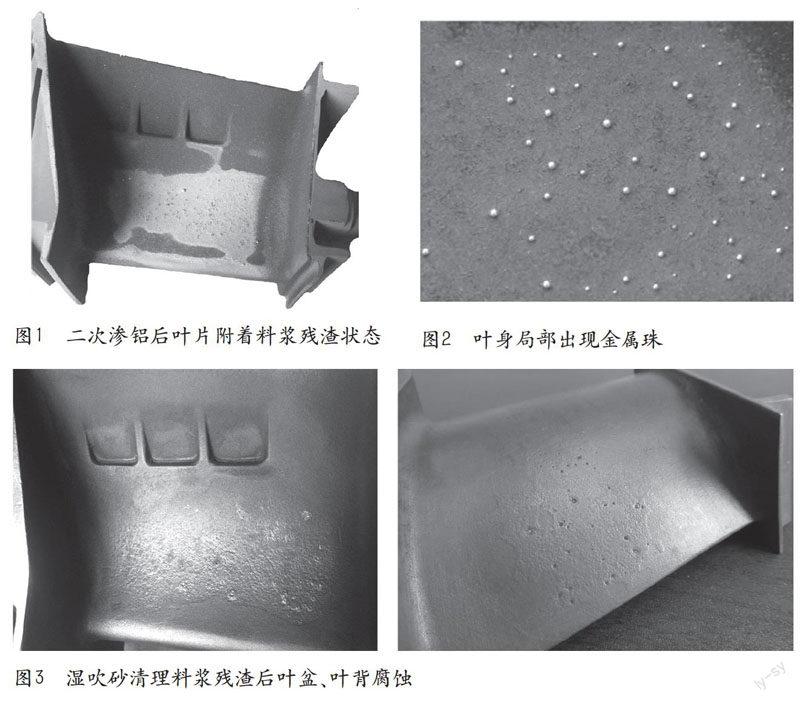
叶片渗铝修理的流程为:吹砂——除旧渗层——湿吹砂——喷料浆——渗铝——湿吹砂。本批产品一次渗铝深度不合格后,返工处理时未除旧渗层,湿吹砂后按正常渗铝料浆喷涂厚度喷涂料浆后补渗,返工渗铝湿吹砂清理后发现叶片局部表面出现鼓包、表面凹凸(见图1),局部出现金属珠等表面异常状态(见图2),随后采用化学方法除掉渗铝层,除掉渗铝层后发现叶片局部表面出现大量腐蚀坑(见图3)。
2.2 理化分析
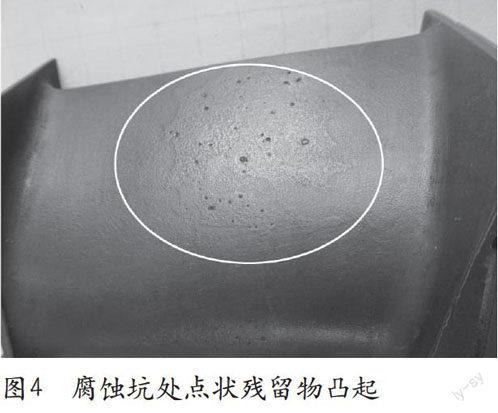
除铝回火后宏观检查发现,叶片表面总体呈灰黄色,叶片进排气边附近和叶盆大部分区域出现点状腐蚀坑,部分腐蚀坑中存在点状残留物凸起(见图4)。
微观检查发现,叶片基体组织主要为Y和Y+Y共晶组织,属叶片正常)KC6Y合金组织。叶片表面腐蚀坑处显微组织为Y和Y+Y共晶,叶片腐蚀坑附近显微组织正常。
对叶片进行理化分析检查:
1)在叶背选取两处腐蚀坑,分别在叶片基体、腐蚀坑坑底、腐蚀坑中间凸起处进行能谱分析。叶背表面腐蚀坑处能谱分析表明,腐蚀坑底存在含S元素的腐蚀产物。腐蚀坑中的小点为含氧、高铝的化合物,应为叶片原渗铝层。
2)在叶盆选取两处腐蚀坑,分别在叶片基体、腐蚀坑坑底、腐蚀坑中间凸起处进行能谱分析。叶盆表面腐蚀坑处能谱分析表明,腐蚀坑底存在含S元素的腐蚀产物。叶盆局部表面含有S和Al元素,Al元素含量较低,应为基体所含Al元素。腐蚀坑中的小点为含氧、高铝的化合物,应为叶片原渗铝层。
3)在腐蚀叶片叶盆处取金相试样,在叶片表面凹坑处进行能谱分析。在金相试样上的腐蚀坑处,叶片表面腐蚀处均存在含S元素的腐蚀产物。
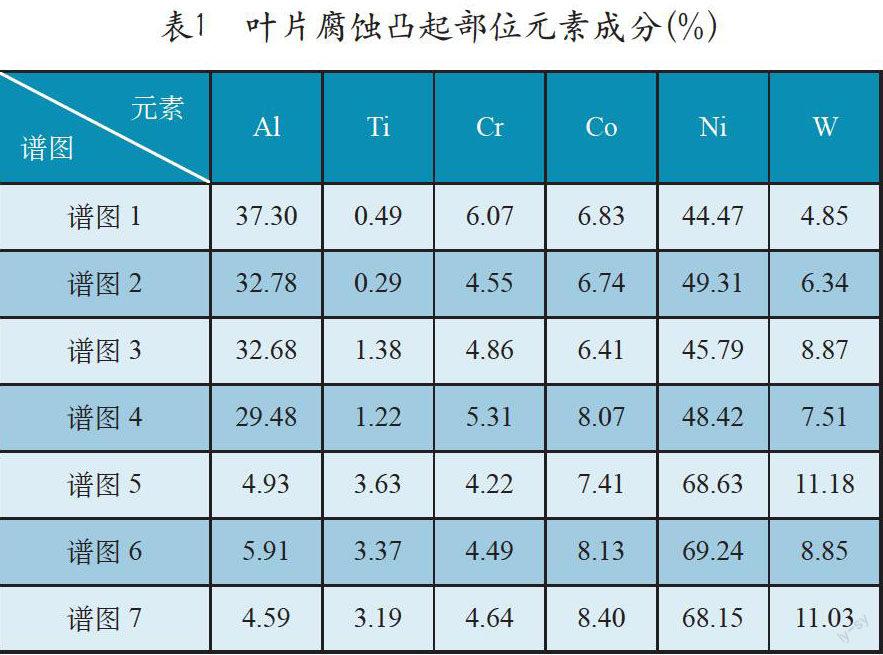
4)对叶片表面凸起进行能谱分析,叶片腐蚀凸起部位元素成分(见表1)符合叶片K465合金主要材料组成(见表2)。
2.3 故障分析结论
分别采用合金分析仪和碳硫仪对料浆进行成分测试,测试结果表明其中不含S元素。使用报废叶片在除渗铝层的槽液中浸泡2小时后,用合金分析仪测定其表面黑灰类腐蚀产物中含有少量S元素。确认S元素为燃油燃烧产物所带。同时通过对比试验证明,镍基高温合金硫腐蚀产物为绿色,而沾染NaOH、NaN02、NaCl、除铝剂(HF+Cr03+HN03)的试样外观为黑色,见图5、图6,与渗铝叶片故障外观(图1)不符,排除此故障为S腐蚀。
二次渗铝前采用湿吹砂清理叶身未能将叶片表面清理干净,导致二次喷涂的料浆与一次渗铝表面不浸润,同时二次渗铝时料浆喷涂厚度采用正常工艺下限厚度喷涂。一次渗铝层与二次喷涂料浆层累积造成基体表面富集了大量的铝元素,二次渗铝过程中铝元素未及时沉积到基体,铝粉熔化,在粘结剂中聚集形成铝液滴。渗铝过程中叶身表面的铝液滴与叶身接触形成低熔点金属熔蚀,粘结剂中未与叶身直接接触的铝液冷却时形成铝珠。
3 机理分析
相互接触的两种金属形成一对扩散偶互扩散,由于在液体中的扩散速度大于在固体中的扩散速度,固体金属可快速扩散溶解进入铝液中。同时,叶片基体的表层原子与铝液的原子发生冶金结合作用,形成的金属间化合物脱离基体进入液体中,暴露出新的基体表面。
熔蚀作用就是叶片基体依靠这种“扩散——化合——熔化”的方式一层一层连续熔蚀的过程。而且氧气、杂质或其他添加物介入了高、低熔点金属间的反应,形成了三者或多者相互影响的复杂反应,由于这些中间反应的激活能比一步反应的激活能低,故使反应大大加速,熔蚀作用得以加快。返工时叶片除铝后铝元素被腐蚀掉,基体出现凹坑。溶入铝液的基体元素未被除渗铝溶液腐蚀掉而形成凸起。
4 试验验证
使用报废的I、Ⅱ级涡轮叶片进行故障复现。试验方案共5组,I级导向器叶片2片,Ⅱ级导向器叶片3片,分别命名为1#、2#、3#、4#、5#,工艺方案见表3,故障复现状况如图7。
二次渗铝后1#试样表面状态正常,2#至5#试样叶盆均出现铝珠。吹砂清理后4#、5#出现类似腐蚀故障,如图8、图9。
5 结论
二次渗铝时富集的铝未能及时沉积到基体内,在叶片表面形成低熔点金属腐蚀。渗铝质量检查不合格时,应采用干吹砂加溶液去除或机械清理的方法除去旧渗层,再重新喷涂料浆渗铝。
参考文献
[1]赵艳.低熔点金属與不锈钢表面交互作用的研究[D].大连理工大学,2013.
[2]陈俊文,邵孝沛.低熔点金属对钢铁零件的熔蚀[J].金属热处理,1988(7).
[3]李云,郭建亭,袁超,杨洪才,徐宁,申志明.镍基铸造高温合金K35的热腐蚀行为[J].中国腐蚀与防护学报,2005(4).
[4]隆小庆.航空发动机高温部件热腐蚀机理的探讨[J].全面腐蚀控制,2003(2).
[5]赵德孜.海洋环境下燃气轮机涡轮叶片的热腐蚀与防护[J].装备环境工程,2011(5).
[6]郭殿品、张桂芝.多次渗铝对涡轮叶片疲劳性能的影响[J].航空制造工程,1995(11).
猜你喜欢
汽车维修与保养(2021年8期)2021-02-16 00:28:30
汽车维修与保养(2021年8期)2021-02-16 00:28:18
汽车维修与保养(2020年11期)2020-06-09 05:42:06
民用飞机设计与研究(2019年2期)2019-08-05 01:33:40
太空探索(2016年8期)2016-07-10 09:21:58
汽车维护与修理(2016年3期)2016-02-28 13:16:54
汽车维修与保养(2015年1期)2015-04-17 03:25:30
汽车与新动力(2015年1期)2015-02-27 12:11:01
汽车与新动力(2014年6期)2014-02-27 12:10:49
汽车与新动力(2014年5期)2014-02-27 12:10:40
