
牵引电机的失效模式、影响与危害度分析
2018-05-29 13:38姚文怡余建波
机械制造 2018年11期
□ 姚文怡 □ 余建波
同济大学机械与能源工程学院 上海201804
随着我国城市轨道交通的快速建设,国内市场对轨道交通设备的需求量也呈现显著增长。由于轨道交通设备与乘客接触较多,一旦出现事故不仅会影响地铁公司的运营效率,还将危及乘客的生命安全。可靠性高的牵引电机[1]在使用中不仅能保证实现其性能,而且故障不易发生,安全性能够得到很好的提高,同时,昂贵的维修费用也会随之大幅下降。
可靠性[2-3]是指牵引电机在规定的条件下、规定的时间内完成规定的功能的概率。可靠性的发展史,就是不可靠的教训史。随着科学技术的迅速发展,对牵引电机的可靠性提出越来越高的要求,可靠性的发展已到观念更新、新的可靠性设计技术不断产生的阶段。因此,不断更新对可靠性的认识,研究积累可靠性的分析方法是非常必要的。
1 FMEA/FMECA方法简介
FMEA/FMECA(失效模式与影响分析/失效模式、影响与危害度分析)[4-5]是一种可靠性分析技术,用来分析产品可能和潜在的失效模式,确定故障的相对严酷度和发生概率,以及产品在交付使用前发现故障的可能性。应用FMEA/FMECA方法,可判断对产品性能有重大影响的失效模式,并针对发现的问题提出改进的措施,再通过最后改进设计来消除或减少那些潜在的设计缺陷。通常FMECA应与产品的设计过程同时进行,并应尽可能早地进行。随着新信息的增加,在设计、样机研制和验证中重复进行和不断改进。FMECA是在FMEA的基础上再增加一层判断故障模式影响的危害程度等级,使分析量化。因此FMECA可以看成是FMEA的一种扩展与深化。FMEA和FMECA均致力于在实际使用中找出对系统性能有显著影响的各种故障及相关因素,通常FMEA只用于定性分析,而FMECA中的危害度分析可以进行定量分析。
笔者针对某电机公司的ABC系列牵引电机在设计、生产、售后过程中的一些关键点,采用FMECA方法找出其中重要的故障模式,对危害度比较高的部分提出改进建议和措施,并在整个设计生产中不断优化改进。
2 结构分析
电机是指依据电磁感应定律实现电能转换或传递的一种电磁装置。笔者研究对象是一款刚刚进入批量试生产的ABC系列牵引电机产品,其设计的可行性、生产地稳定性等不是很成熟,因此在批量试生产阶段,详细地分析和解决潜在问题是必不可少的。
ABC系列牵引电机的外观结构如图1所示,功能结构图如图2所示。ABC系列电机主要功能如下:①以轴承和壳体端盖为主的支撑功能结构保证电机系统的可靠运行;②以定子和转子为核心的旋转磁场结构将电能转换为机械能;③ 连接功能、密封功能、冷却功能和监测功能等一系列其它辅助功能。
但刚刚进入批量试生产的ABC系列牵引电机不断出现的功能失效使客户投诉,甚至退货率不断升高,导致公司的运营和售后服务成本大大高于预算。企业高层管理已经深刻意识到,企业生存不仅仅需要创新,还需要科学的可靠性设计。
3 失效分析
ABC系列牵引电机在设计和生产过程中发生了许多失效,如传递扭矩不足、支撑部件断裂、连接失效等。
在部件间(或单元组成)由于各种原因,连接失效的比例高达50%以上,因此,对这部分的可靠性分析显得非常重要。
ABC系列牵引电机连接形式主要有三种:①焊接连接;②过盈配合(或类似)连接;③螺纹连接。在连接失效中,焊接连接的失效超过40%,因此着重对焊接连接的失效进行分析。
焊接[6]是一种以加热、高温或者高压的方式接合金属或其它热塑性材料的技术。
由于焊接方法、焊接设备和焊接材料的不同,因此焊接设计和工艺流程会有很大的不同[7]。 然而,不同工艺流程会大大影响失效的发生概率,所以,提高焊接质量和安全可靠性,严格把控生产过程,减少焊接工艺问题导致的故障是当务之急。同时,要不断提高焊接机械化和自动化水平,进一步提高焊接生产水平,改善焊接卫生安全条件。这样便从源头上改善了焊接生产工艺环境,大大降低了故障的发生概率。
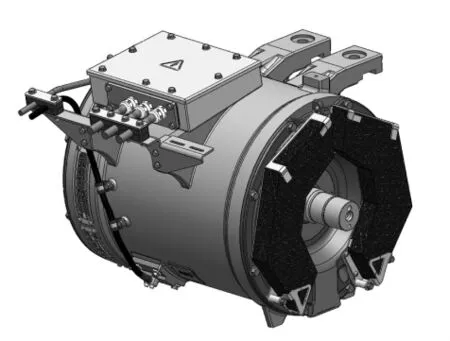
▲图1 ABC系列牵引电机外观结构
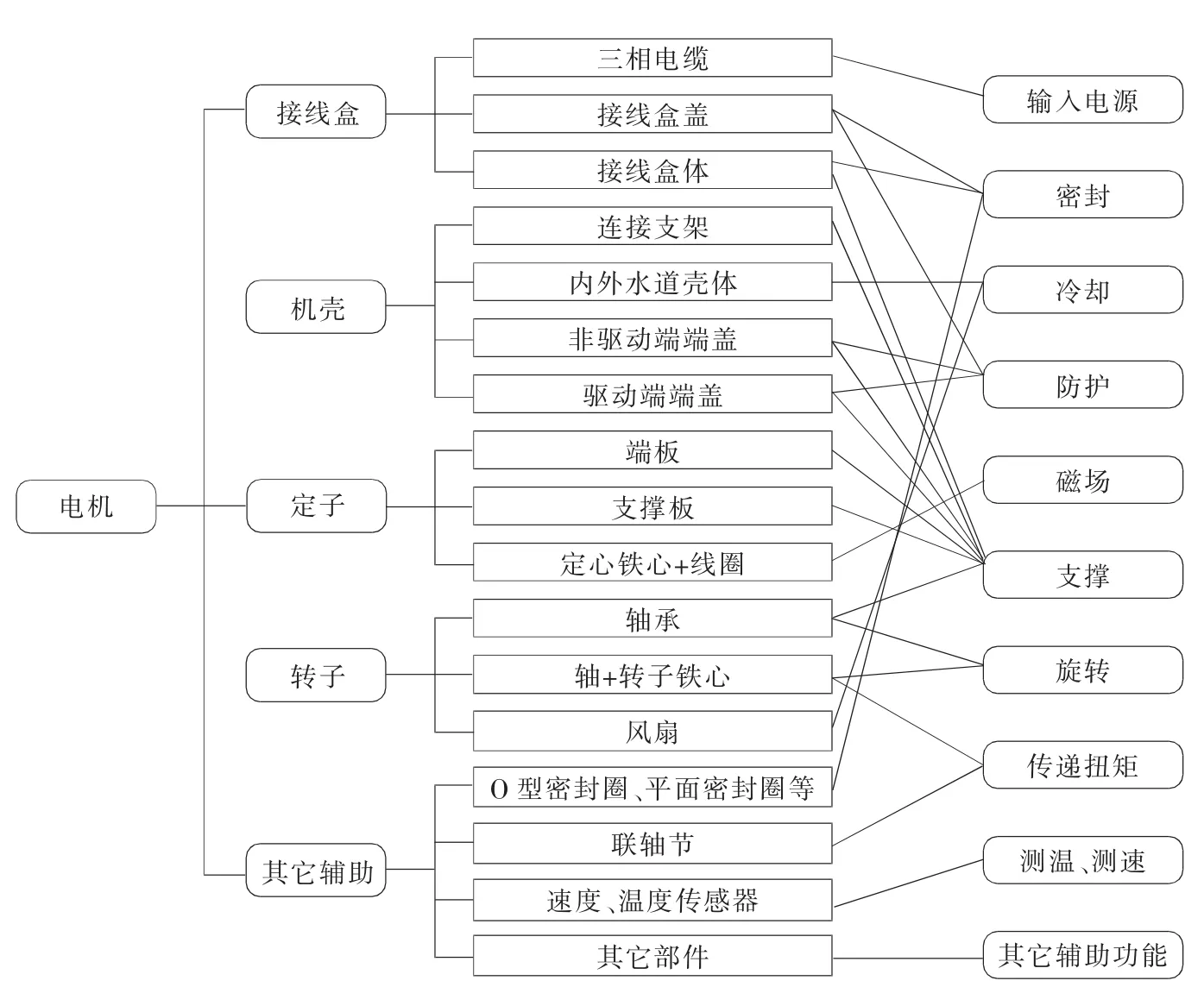
▲图2 ABC系列牵引电机功能结构图
4 FMEA/FMECA方法分析
4.1 FMEA分析
在铁路行业,无论是焊接设计还是焊接工人的实际操作,都需要获得相应的资格认证。与此同时,每个生产单位或是研发基地都必须参加每年一次的强制认证。因此“验证,改善,再验证,再改善”的循环过程不但适用于一条焊缝,也适用于一个焊接部件,甚至是整个项目。
运用FMEA分析方法,对ABC系列电机的不同位置焊缝的故障模式、故障原因、故障影响及其对应的影响级别进行统计,分析焊接连接失效情况,具体见表1。
焊接连接失效影响级别可分为四个级别。
(1)重大故障:列车停止,不能再移动。
(2)主要故障:火车可以开车到下一站,而后乘客离开火车前往安全地点。
(2)次要故障:列车可正常维修。
(3)可忽略故障:列车可正常运行,以备报告。
可见,不同的故障模式和原因会产生不同级别的故障影响级别。一般对拥有四台以上牵引电机驱动的列车,一些失效在一定情况下是可以被接受的。但是,这并不是设计和生产交付的初衷,更不是能让客户接受的解释。
对表1中影响级别为主要和重大项目的相应故障原因和模式做进一步分析,而对于次要项目,由设计人员自定或者根据项目合同规定做进一步的分析。
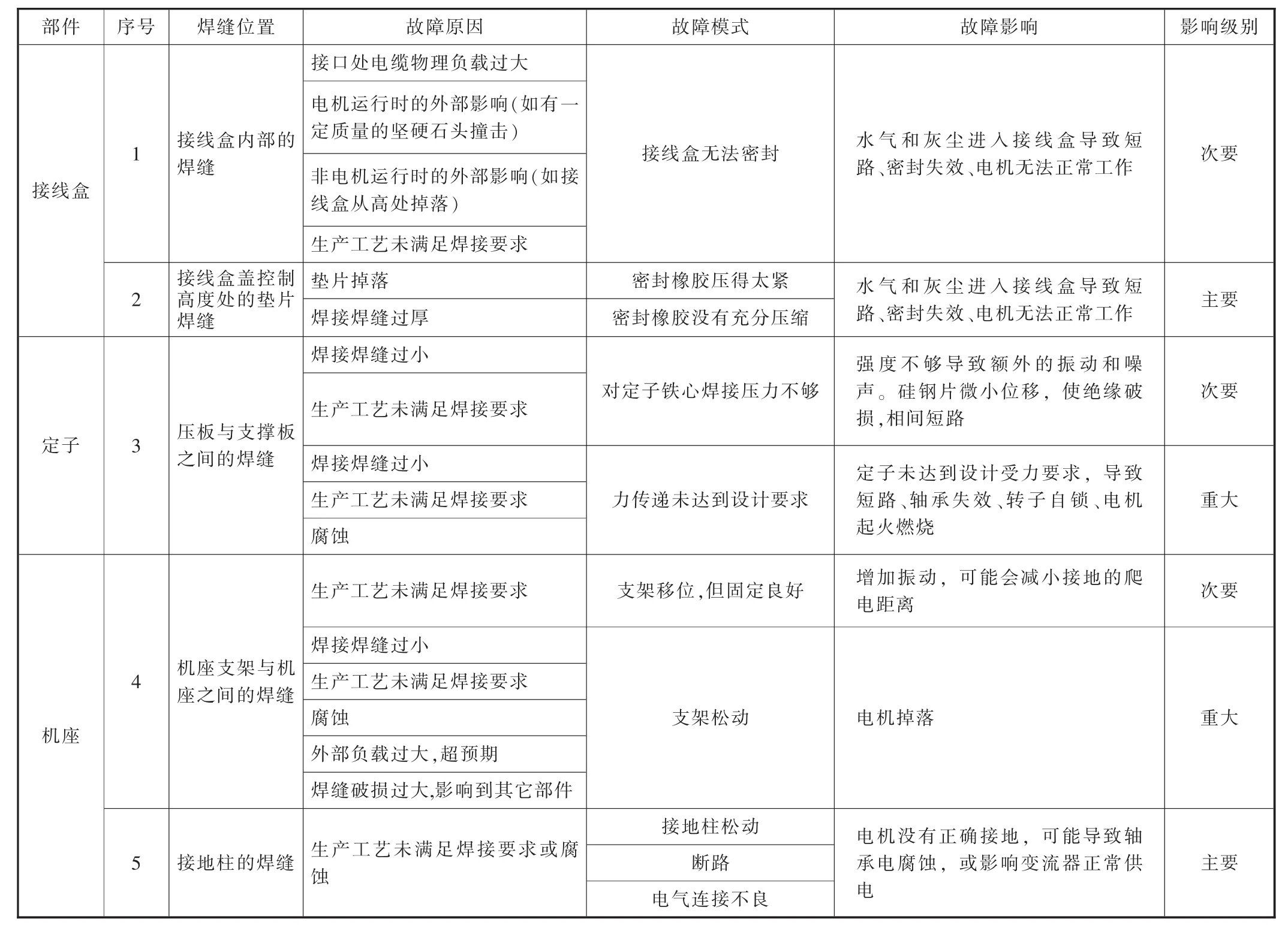
表1 焊接连接失效分析
4.2 严酷度分析
为了划分不同故障模式产生最终影响的严酷度[8],在进行故障影响分析之前,一般需要对最终影响的后果等级进行预定义,从而对系统中各故障模式按其严酷度进行分析。严酷度等级(严酷度类别)定义应考虑到故障所造成的最坏的潜在后果,并根据最终可能出现的人员伤亡、系统损坏或经济损失的程度来确定。表2给出了ABC系列牵引电机根据项目要求所规定的严酷度等级。
发生的概率等级用于评定某一特定故障原因导致某故障模式实际发生的可能性,ABC系列牵引电机项目要求所规定的发生概率等级的评分准则见表3。
4.3 危害度分析
4.3.1 危害性矩阵
危害性矩阵是在某一特定严酷度等级下,根据不同发生概率定义的分析方法[9],这种方法的优点是快速、直观。经过客户审核过的ABC系列牵引电机项目的危害性矩阵见表4。
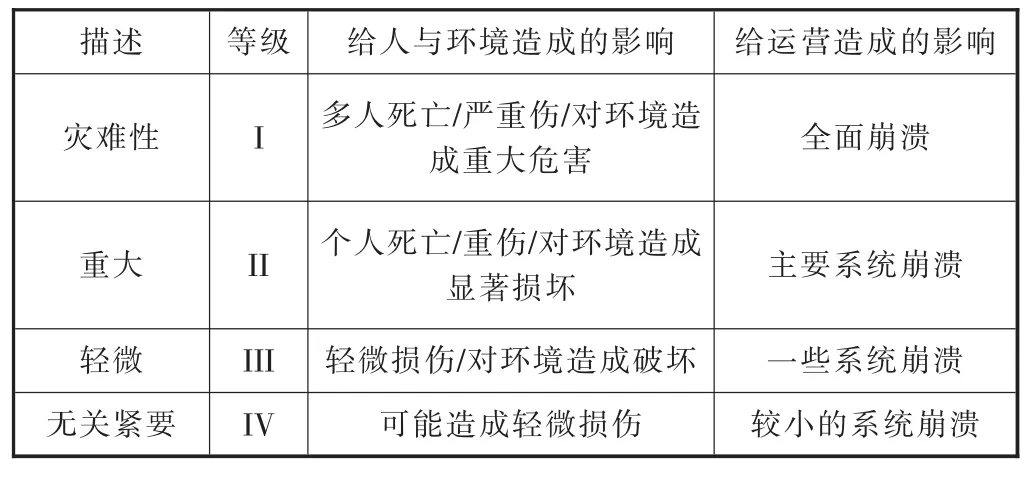
表2 ABC系列牵引电机严酷度等级
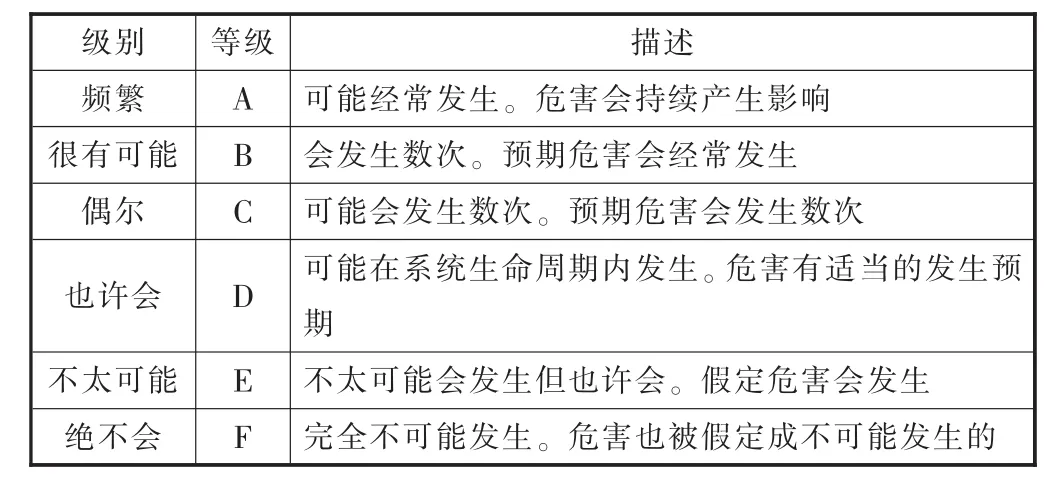
表3 ABC系列牵引电机发生概率等级
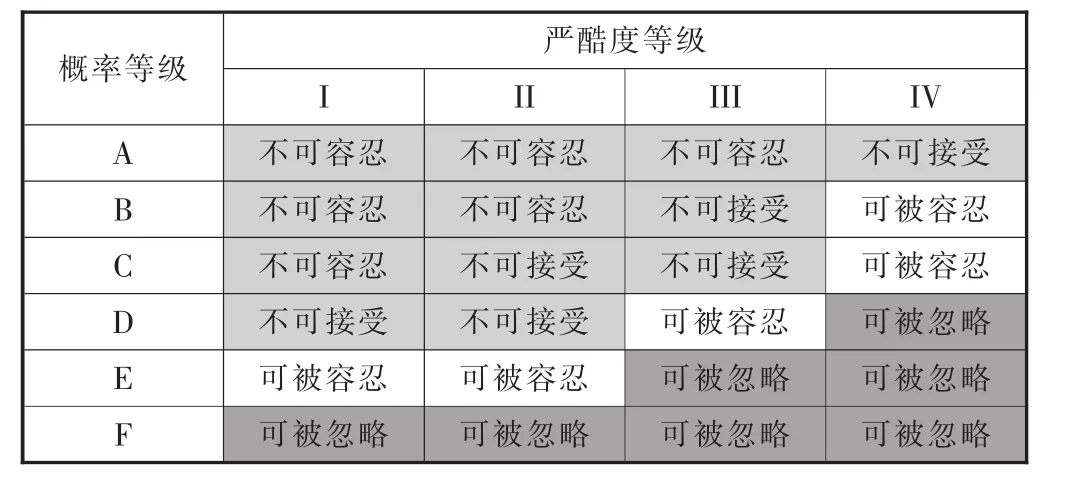
表4 ABC系列牵引电机危害性矩阵
表4中的危害性等级如下。
(1)不可容忍的风险:一定要排除的风险。
(2)不可接受的风险:若采取风险减小措施达不到要求,必须与客户达成一致,才能接受此风险。
(3)可被容忍的风险:能足以控制风险并被客户同意时,可被接受。
(4)可被忽略的风险:在没有达成一致的情况下就可以被接受的风险。
对于危害性矩阵的分析,可根据数据的累计、研发设计人员和工厂实际操作人员的头脑风暴,在项目初期就大致确定出危险故障模式。
选取表1中影响级别重大和主要的故障模式进行分析,得到ABC系列电机危害性矩阵判定表,见表5。
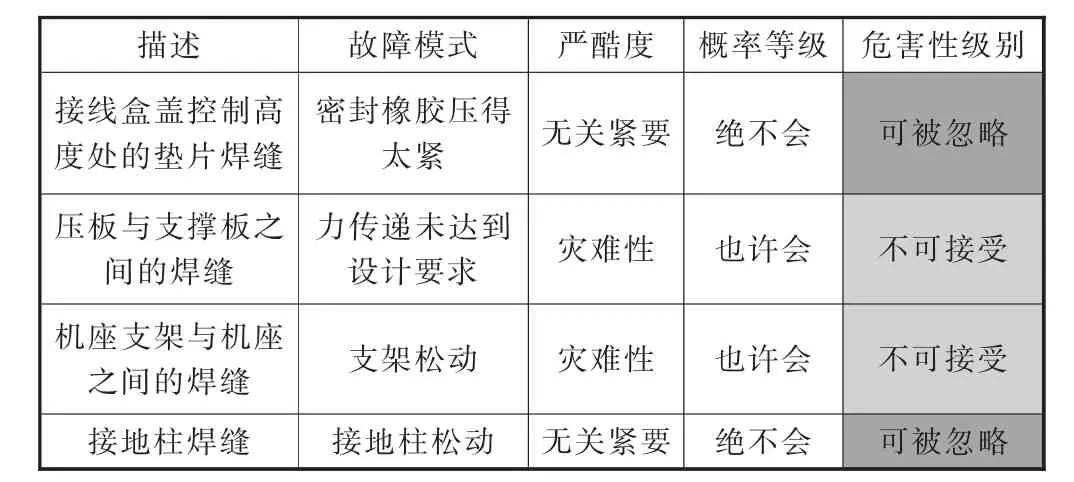
表5 ABC系列牵引电机危害性矩阵判定表
根据表5的判定,对不可接受的两个故障模式进行可靠性计算和分析。
4.3.2 可靠性计算
ABC系列牵引电机目前正处在批量试生产阶段,据统计,大约70%的失效问题可在这个阶段被发现。
笔者根据故障模式、故障原因、故障影响及危害度分析,选取了100台试验电机作为项目样本进行计算。试验过程共进行了1年多,实际计算时记为10 000 h,具体分析计算如下。
(1)故障模式。故障模式指故障的表现形式,即对产品所发生的、能被观察或测量到的故障现象的规范描述[10-11]。
(2)故障模式频数比αj。对于某种故障模式j,故障模式频数比αj表示某一故障模式数量nj在部件全部故障模式数量n中所占的比例,则αj为:

(3)故障影响概率βj。故障影响概率βj表示部件某种故障模式的发生造成该部件损伤的概率。当βj=1时,表示肯定发生;当βj=0.5时,表示可能发生;当βj=0.1时,表示很少发生;当βj=0时,表示无影响。
(4)基本故障率λp。基本故障率λp表示某一故障部件的故障率,用平均故障率λ表示基本故障率λp,平均故障率为:

式中:∑t为故障部件累计工作时间;N为故障部件在累积工作时间内的故障次数。
(5)故障模式危害度Cj。故障模式危害度是产品危害度的一部分,对于给定的任务阶段而言,此产品第j个故障模式的危害度Cj为:

通过表6不可接受故障模式的FMECA分析可以看到,故障模式的危害度计算值已经超过了20×10-6/h。根据某电机公司的内部管控标准,这个数值必须小于5×10-6/h,因此,对不可接受的两个故障模式进行改进是必不可少的。
根据表1中故障原因的分析,这个故障模式有以下几种可能的故障原因:①焊接焊缝过小;② 生产工艺未满足焊接要求;③ 腐蚀;④ 外部负载过大,超预期;⑤焊缝破损过大,影响到其它部件。
对于原因③,最终电机及焊接部分仍然未被腐蚀,可以排除腐蚀的可能。
对于压板与支撑板之间的焊缝,其在电机的内部,受外部的影响较小。因此,故障原因应该是焊接焊缝过小或焊接过程产生的焊接缺陷。对于机座支架与机座之间的焊缝,由于失效的几台电机都是在临时(非设计原因)物理加速度过载的时候产生失效,因此基本可以肯定故障原因是外部负载过大,超预期。
再分析压板与支撑板之间的焊缝,焊缝本身并没有破损,在焊接过程中,以及在上焊接设备前的这段时间里,都由专门的两个焊接工艺工程师互为监督,严格按照制订的时间、运用合格的工具和材料进行生产的,因此基本可以确定故障原因是焊接焊缝过小,属于设计缺陷。

表6 不可接受故障模式的FMECA分析
经过FMECA分析,改进的方案分别为:更改焊缝设计,增加焊缝长度20%;严格按照制订方案试验,按相关的工艺流程操作。
5 结束语
本次案例,经过第二次100台电机的测试,已经将相关焊接部分的危害度减小到10-7/h等级,相比原先>20×10-6/h的数据,提高了一个可靠性级别,及时满足了客户和安全因素上的要求。与此同时,改善了分析案例的瓶颈问题,最终将平均故障间隔时间大大提高了,从而降低了产品在整个生命周期中的失效可能。
ABC系列牵引电机中的各个部件和特征,都利用了FMECA方法分析,不仅仅是将文中需要调整的最危险部分进行了改善,其它一些文中没有提到的故障模式和原因也得到了改善或者消除,大大提高了产品和流程的可靠性。更重要的是,如同运用的其它可靠性数据一样,这次的改善也会被记录在案,会被反复地使用,这样,不但减少了相关人员的犯错概率,也帮助该公司在提高设计效率的同时,减少了前期研发的成本。
猜你喜欢
建材发展导向(2021年6期)2021-06-09
装备制造技术(2020年4期)2020-12-25
汽车维修与保养(2020年11期)2020-06-09
电子制作(2018年23期)2018-12-26
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年9期)2018-09-19
北京航空航天大学学报(2017年6期)2017-11-23
电子制作(2017年2期)2017-05-17
电子制作(2017年2期)2017-05-17
制造业自动化(2017年2期)2017-03-20
