长距离高压力输水管道钢管焊接质量控制
2018-05-28 03:40:09
水利建设与管理 2018年5期
(甘肃水投天水供水有限责任公司,甘肃 天水 741000)
1 工程概况
天水市城区引洮供水工程是甘肃省第一个采用市场化融资模式运作的重大水资源配置项目,是天水市水利建设史上最大的水资源调配项目,也是甘肃省水利建设史上第一条长距离、大口径、高压力输水管道。输水管道设计采用地埋式单管输水,流量2.1m3/s,全线采用重力流输水。其中武山、甘谷县境内长42.11km的大倒虹吸最大设计压力达4.5MPa,采用Q345C螺旋缝埋弧焊涂塑复合钢管。
2 钢管材料
根据管道工作压力的不同,工程采用直径为1220mm,壁厚为12mm、14mm、16mm、18mm、20mm的五种规格的Q345C螺旋缝埋弧焊涂塑复合钢管。管材内壁防腐采用熔结环氧树脂粉末热喷涂,涂层厚度不小于400μm,外防腐使用熔结缠绕三层聚乙烯防腐涂层(3PE),涂层厚度不小于3.0mm,内外防腐要求一条防腐线完成,同步进行。钢管化学成分及力学性能见表1和表2。

表1 Q345C卷板化学成分 (单位:%)

表2 Q345C卷板力学性能
3 焊接施工
钢管焊接前依据《承压设备焊接工艺评定》(NB-T47014—2011)进行焊接工艺试验、焊接工艺评定,通过工艺试验确定焊接施工中使用焊材、电焊机型号、焊接电流、焊接电压、焊接速度等,试焊完成后对焊缝部位切割30cm×30cm试件,进行焊缝材质、硬度、拉伸、冲击、弯曲检测。经检测合格后编制并报批《管道焊接专项施工方案》用于指导施工过程。
3.1 焊接工艺及焊接方法的确定
根据管材材质、壁厚,及现场通过对不同焊接方式试焊后对焊件进行拉伸性能、弯曲性能、硬度、冲击试验、金相分析、无损检测,选定采用纤维素焊条电弧焊+药芯焊丝自保焊的焊接工艺,参数见表3,焊接接头型式、坡口型式与尺寸、焊层、焊道布置及顺序见图1。
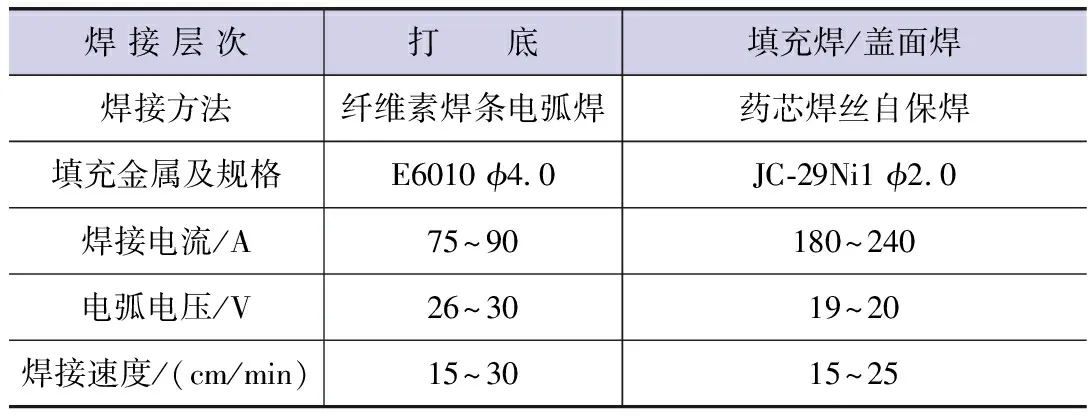
表3 焊接工艺参数
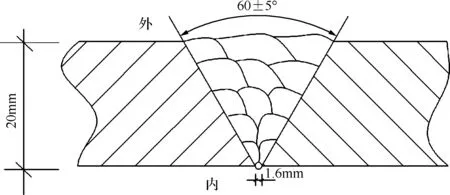
图1 焊接坡口及焊层、焊道布置
为确保焊接质量,根据管径、现场施工条件及其他类似工程经验,选择大口径野外管线焊接中常用的半自动下向焊方法,该方法具有焊缝质量好、焊接速度快、焊接技术易掌握、效率高的特点。
3.2 焊接前准备
3.2.1 原材料检验
钢管管材进场后由监理单位组织建设单位、管材供应单位检查管材出厂检验合格证,进行圆度、内外防腐层质量等外观质量验收,并填写检查验收记录表。对于焊丝、焊条等材料要经过报验程序,焊接材料进行抽样检查,经检测合格才可依据说明书的要求使用;保管焊条的仓库要保持干燥、通风,焊条撤掉包装后要烘干再用,使用中需放入保温桶中。
3.2.2 主要设备及工具检查
检查纤维素电焊机、半自动电焊机、吊车、对口器、烘箱、恒温箱等设备完好,性能可靠,计量仪表正常并经标定合格;便携式焊条保温桶、角向磨光机、钢丝刷、锉刀、榔头等工具配备齐全;移动式防风(雨)棚、保温石棉被等防护设施到位。
3.2.3 焊工培训及技术交底
焊工应按照《水利工程压力钢管制造安装及验收规范》(SL432—2008)要求考试合格并持有相应主管部门签发的有效焊工证书。在焊接前依据工艺评定结果进行技术交底,焊接前焊工应熟悉焊接设备及操作程序、了解电源特性和安全防护措施,并了解各部位焊接控制要点及控制方法。
3.3 焊接工艺和要求
焊接工艺流程见图2。
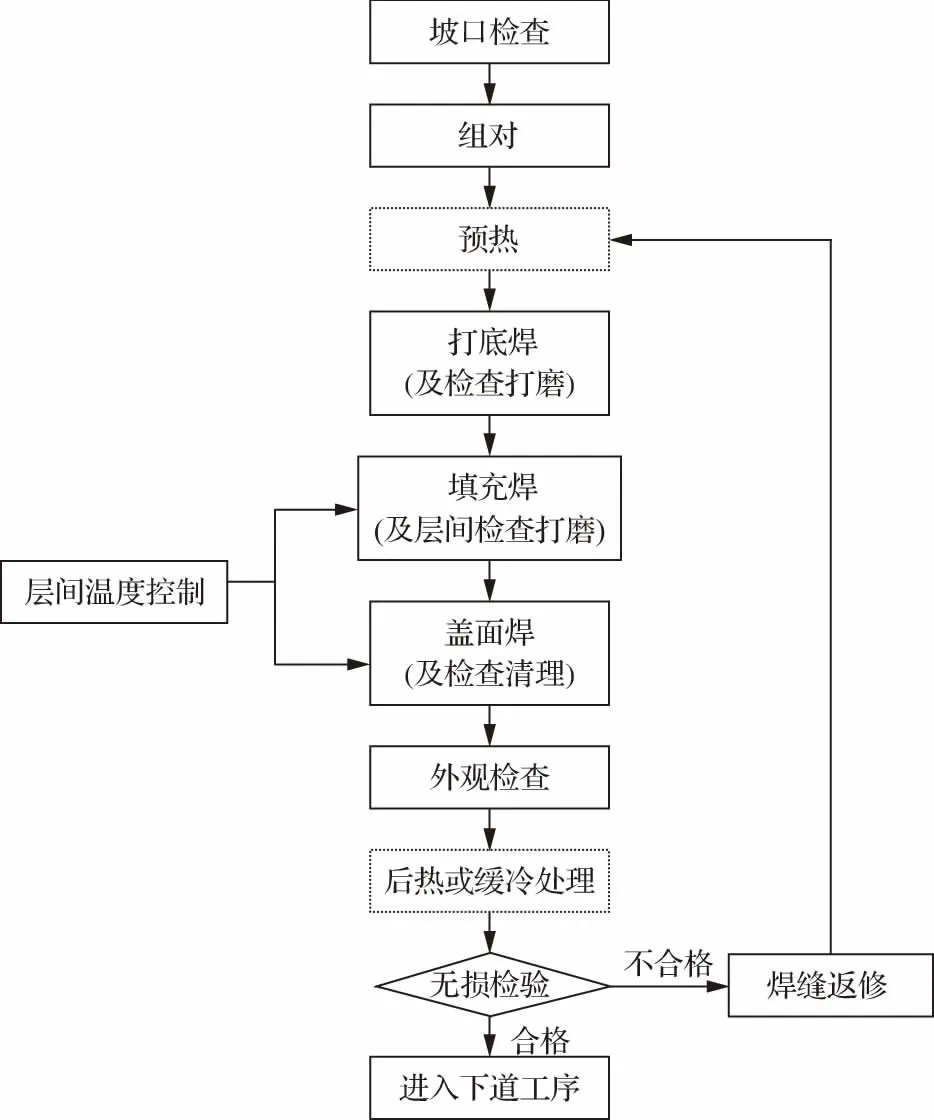
图2 焊接工艺流程
3.3.1 对口、点焊固定
钢管组对前将焊接面上、坡口及其内外侧表面20mm范围内杂质、污物、毛刺等清理干净,钢管组对采用与管径相匹配的对口器,其内壁错边量不应超过接头母材厚度的10%,且不大于2mm,对口间隙不大于3mm。
为防止管道焊接时出现错台,需进行点焊连接固定,点焊固定长度控制在5~10cm,点间距在20cm左右,点焊固定后保证管体不发生偏移或摆动。点焊固定采用纤维素焊条电弧焊,焊条采用纤维素焊条E6010φ4.0,焊接时控制好速度,以保证管道焊缝平顺连接。
3.3.2 纤维素打底焊
焊接前将点焊固定两端部位进行打磨、清理焊渣,采用E6010φ4.0焊条电弧焊,选择从12点方向左右向6点方向依次顺序由两人同时下向连续焊接,焊接电流控制在75~90A、电弧电压26~30V、速度控制在15~30cm/min,根据管道壁厚每层焊厚度不得超过3mm。打底焊接完成后必须清根彻底,对肉眼发现的部位要及时补焊并进行轻度打磨。
3.3.3 填充及盖面焊
焊接前将打底层焊接面用角磨机进行打磨、清除焊渣,焊渣清理要彻底,每道焊缝均采用4人同时进行焊接,焊接过程要连续进行,若有断弧或起弧时,注意起弧时焊接电流控制在180~240A、电压控制在19~20V,避免出现未融合及咬边现象,基层焊缝必须有0.5~2mm的余高,焊接过程要逐层检验且不能存在咬边和焊不透等缺陷,收弧弧坑必须填满,不得出现凹坑。
3.3.4 焊后处理
焊接完成后仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物,必要时对焊缝进行局部修整。焊接及打磨完成后若自然气温较低时,采取管道焊口外包石棉被的缓冷措施。天气降雨时还要采取焊口外包塑模防雨,以防雨水渗入焊缝产生裂纹。
3.4 焊缝检测
焊接完成24h后进行外观检查,外观符合《水电水利工程压力钢管制造安装及验收规范》(DL5017—2007)要求。为保证焊接质量,所有焊缝委托具有相应资质单位进行100%超声波无损检测和100%X射线检测。
3.5 焊缝返修
经检验,焊缝内部或表面有裂纹或其他影响管道焊缝质量的找出原因,确定其长度、深度后进行补焊。
经检测为焊缝内部裂纹时,先用碳弧刨将缺陷清除并用砂轮磨成便于焊接的凹槽。焊补前要认真检查,确认裂纹已清除后方可进行焊补。
返修后的焊缝用射线探伤复查,同一部位的返修次数不得超过2次,第3次时应将焊口及焊缝热影响区全部切除后重新焊接,焊补的焊口应作出补焊记录。
4 常见问题及原因分析
4.1 咬边
咬边是焊接时熔敷金属无法按照要求盖住母材坡口,从而在焊道边缘留有缺口。通常产生咬边的原因是焊接电流过大,电弧过长无法集中,致使熔池熔敷不到位;或者是施焊时焊条倾角不准确,出现偏吹,以及焊接手法不正确、摆动不到位等。咬边如果比较浅短即使不做处理也无大碍。
4.2 夹渣
所谓夹渣是指在焊缝中留有杂质,通常在焊层间最容易出现夹渣现象,夹渣的形态大小不同,其中尖锐的夹渣会对焊道的塑形产生影响,特别是在焊道受到拉应力时,会出现严重的应力集中,严重影响焊缝质量。产生夹渣的原因也有很多,比如进行多层焊接时未将熔渣清理干净,造成焊道中埋有熔渣;焊接电流过小,不足以将熔渣充分融化使其浮出熔池;坡口过小或者坡口和上层焊道形成一个夹角导致熔渣无法充分融化而浮出熔池等。
4.3 未融合和未焊透
未融合是指在焊接过程中,焊道母材坡口中上、下层焊道之间未完全融化结合,形成缺陷。相对而言,由于未焊透导致焊道的有效面积减小,而且因为属于开口性缺陷,会导致严重的应力集中。因此,未焊透对焊缝的危害较大,如果有比较深的未焊透现象,在管道承压比较高的条件下,焊道有可能会沿着未焊透处撕裂。通常,产生未融合与未焊透的原因主要是因为坡口的加工不够规范、角度过大、钝边过厚,未留下足够的间隙;过度进行层间清理导致坡口被打宽形成沟槽;或者焊接手法不稳定,电流过小,线能量输入过小等。
4.4 气孔
通常气孔是因为熔化金属凝固时,未将熔池中的气体溢出而形成。通常气孔缺陷对于管道危害都比较小,在某种情况下还会起到止裂的作用,但是一些很深的柱状孔或者面积比较大的圆形孔则危害比较大。焊接中气孔产生的主要原因是焊材或坡口清洁度不够,存在铁锈油污等杂质,或者焊材受潮,焊接时电源电压、电流值不稳定;焊接速度过快;保护方法不合理等。
4.5 裂纹
就管道焊接过程来说,危害性最大的缺陷就是裂纹。裂纹具有一定的延展,在管道内应力的作用下,裂纹会一直扩展、延伸,从而破坏整个焊缝,同时由于裂纹不可返修,一旦出现裂纹则要割口重焊,所以在高压力、长距离输水管道中坚决不允许出现裂纹。通常产生裂纹主要是由于工艺规程未执行到位,或外部应力过大造成的。
4.5.1 结晶裂纹
结晶裂纹是比较常见的一种热裂纹,在焊缝凝固过程中会形成结晶裂纹。结晶裂纹主要是由于多次返工后造成熔池中杂质过多引起的,或者在管道对口中强行组对应力过大造成的。
4.5.2 液化裂纹
液化裂纹是因为液态向固态转变时存在冷却收缩,从而在晶粒边界出现裂纹,一般在多层焊时母材多次受热后晶间层重新融化形成。所以液化裂纹最容易出现在母材坡口边缘处。
4.5.3 延迟裂纹
在管道焊接中,延迟裂纹是比较常见的一种裂纹缺陷,属于冷裂纹,通常在焊后几小时甚至几天后才会出现,而且时间越长,延迟裂纹会越长。一般延迟裂纹主要由焊接接头承受的应力和焊缝氢含量来决定的。延迟裂纹主要从以下几个方面进行控制:ⓐ降低焊缝冷却速度,焊接完成后采取覆盖保温等缓冷措施; ⓑ降低焊接应力,组对时尽量不采用外对口器强行组对,禁止使用千斤顶、吊车上提或挖掘机下压等强外力对口;ⓒ合理选择钢材材料及焊材,严格按照工艺要求施焊,保证焊缝组织结构的韧性与塑性。
5 结 语
天水市城区引洮供水工程压力高、管径大、输水线路长,管线多处穿越高速公路、铁路、输油(气)管道等重要工程设施及村镇人口密集区,钢管焊接质量尤为重要。在钢管焊接前与相关科研单位及石油天燃气管道施工单位展开技术探讨及交流;在钢管焊接中严格按照工艺规程施焊,严格把控焊接质量,全线所有焊缝经过“双百”(100%超声波、100%X射线)检测,一次合格率达95%以上,为工程安全运行提供了坚实的基础。
[1] 崔红旗,许素平.浅谈油品长输管道焊接质量控制[J].大科技,2012(8):240-241.
[2] 蒋晓峰,徐野.浅谈管道工程焊接过程中质量控制[J].中国新产品新技术,2012(5):149.
[3] 浦晓.焊接质量在大口径长输管道中常见问题及其控制措施探讨[J].中国化工贸易,2013(11):430.
[4] 赵振,压力钢管在大伙房水库输水(二期)工程中的应用[J].水利建设与管理,2016(11):22-25.
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
建材发展导向(2021年22期)2022-01-18 06:12:28
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
建材发展导向(2021年10期)2021-07-16 07:13:40
电子制作(2018年10期)2018-08-04 03:24:26
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年11期)2015-07-18 11:12:46