草酸二甲酯加氢制乙醇酸甲酯工艺条件优化
2018-05-25 02:55唐叔平高振明罗正鸿
上海化工 2018年4期
唐叔平 高振明 罗正鸿
1上海交通大学化学化工学院 (上海 200240)
2上海华谊(集团)公司技术中心 上海煤基多联产工程技术研究中心 (上海 200241)
乙醇酸甲酯(HOCH2COOCH3,MG)是一种重要的化工产品和中间体。同时具有羟基和酯基官能团,使得MG兼具醇和酯的化学性质,被广泛用于化工、医药、农药、饲料、染料和香料等许多领域,主要包括:(1)用作纤维、树脂、橡胶、半导体中的优良溶剂;(2)进一步加氢还原制乙二醇(EG);(3)羰化制丙二酸(单)甲酯;(4)氨解制甘氨酸;(5)氧化脱氢制乙醛酸甲酯;(6)水解制乙醇酸(GA)等。在MG的诸多用途中,水解制GA具有重大的开发价值和广阔的市场前景[1]。近年来,合成气制备草酸二甲酯(DMO)及其加氢制EG技术已经率先在中国实现了工业化,在生产DMO的上游工艺技术成熟稳定的条件下,由DMO加氢生成MG,进一步发展DMO下游的产品链条是该领域的研究热点和重点[2]。
目前,本项目组自主开发的DMO加氢制MG催化剂及反应工艺小试[3-5]研究已取得了满意的结果,DMO转化率高于99%,MG选择性高于80%,MG和EG的总选择性高于99%,小试装置连续运行5000 h以上。为加快推进成果产业化,本项目组进行了DMO加氢制MG单管放大实验,为催化剂优化、反应器放大设计和工艺包编制提供了基础数据。
1 实验研究
1.1 原料
实验原料为DMO的甲醇溶液(DMO质量分数为50%)。DMO和甲醇原料均购自上海某焦化厂,指标见表1。

表1 DMO和甲醇原料指标
1.2 装置及分析方法
实验采用DN40单管反应器装置,实验流程如图1所示。DMO加氢粗产品采用气相色谱面积归一法进行分析。
2 结果与分析
DMO催化加氢生成MG,MG深度加氢生成EG。实验最终的优化目标是DMO转化率大于99%,MG选择性大于80%。结合本项目组小试实验结果,考察反应压力、反应温度、氢酯物质的量比和DMO液时空速对催化加氢性能的影响。
DMO转化率=反应掉的DMO的量/DMO总量×100%
MG选择性=生成MG消耗的DMO量/反应掉的DMO的量×100%

图1 实验流程
2.1 单因素实验
2.1.1 反应温度的影响
在压力为2.5 MPa,氢酯物质的量比为20,空速为0.4 h-1的条件下,考察反应温度对转化率和选择性的影响。实验结果见图2。

图2 反应温度对转化率和选择性的影响
由图2可看出,随反应温度的升高,DMO转化率增加、MG选择性降低、EG选择性增加。提高温度,DMO转化率显著提高,说明反应在实验条件下不受内扩散控制;反应温度高于186℃时,DMO转化率增加平缓,而MG选择性下降明显,这说明,温度升高使DMO深度加氢程度增加。根据图2的结果,优选反应温度186℃进行经济性分析。
2.1.2 反应压力的影响
在反应温度为186℃,氢酯物质的量比为20,空速为0.4 h-1的条件下,考察反应压力对转化率和选择性的影响。实验结果见图3。

图3 反应压力对转化率和选择性的影响
由图3可看出,随反应压力的增加,DMO转化率增加、MG选择性降低、EG选择性增加。这说明反应压力增加有利于DMO的催化加氢反应,同时也会促进MG深度加氢生成EG。反应压力越大,反应物料汽化所需的温度越高,能耗越高。从图3可以看出,反应压力为2.0 MPa时,DMO转化率高于99%,MG选择性高于80%,满足实验优化的要求。
2.1.3 氢酯物质的量比的影响
在反应温度为204℃、反应压力为2.5 MPa、空速为0.4 h-1的条件下,考察氢酯物质的量比对转化率和选择性的影响。实验结果见图4。

图4 氢酯物质的量比对转化率和选择性的影响
由图4可看出,DMO转化率随氢酯物质的量比降低而略有增加。在204℃下,氢酯物质的量比为40,是MG选择性和EG选择性的拐点,氢酯物质的量比低于40时,MG选择性下降,EG选择性上升。氢酯物质的量比下降,气体线速度下降,绝热温升上升,催化剂表面与气相主体之间存在温差,同时,气体线速度下降也将引起系统传热性能下降,从而使气相主体温度上升、单管催化剂颗粒温度过高,进而导致DMO转化率升高、MG选择性下降。
2.1.4 液时空速的影响
在反应温度为186℃,反应压力为2.5 MPa,氢酯物质的量比为20的条件下,考察液时空速对转化率和选择性的影响。实验结果见图5。
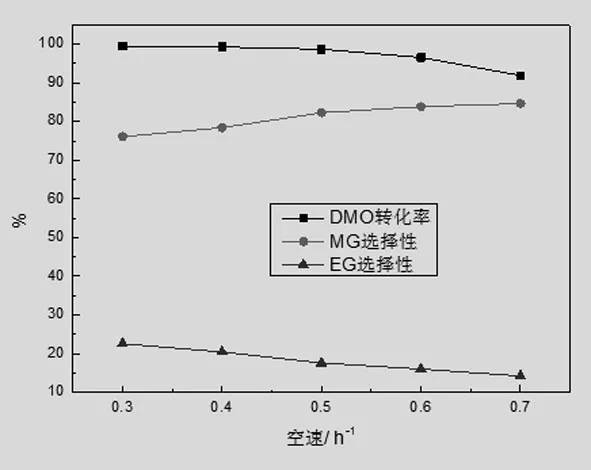
图5 液时空速对转化率和选择性的影响
从图5可看出,随液时空速的增加,DMO转化率下降、MG选择性上升,这是因为液时空速增加会导致催化剂处理能力下降。从图5中可以看出,液时空速为0.5 h-1时,DMO转化率高于99%,MG选择性高于80%,满足实验优化的要求。
2.2 经济性分析
2.2.1 经济敏感性分析
降低反应温度可降低装置的能耗;降低反应压力可降低装置设备投资,同时也可以降低反应物料的汽化温度,从而降低单管装置的能耗;降低氢酯物质的量比可以降低单管装置的能耗和物耗;增加液时空速可以增加产量。
结合Aspen模拟结果以及实验数据,经济性较敏感的因素如表2所示。
从表2中可以看出,氢酯物质的量比对装置的经济性影响最大,其次是液时空速和反应温度,影响最小的是反应压力。因此工艺条件优化的方向为降低氢酯物质的量比、提高液时空速、降低反应压力和反应温度。
2.2.2 优化实验条件设计
实验最终的优化目标是DMO转化率高于99%,MG选择性高于80%。因此,需找出经济性最佳的反应条件。受单管实验设备限制,氢酯物质的量比最低为20。反应压力降低会导致副反应增加,因此反应压力选择2.0 MPa。通过实验考察空速为0.4,0.5和0.6 h-1时,反应温度对转化率和选择性的影响,其结果如表3所示。

表2 单因素经济敏感性分析

表3 不同条件下的物耗和能耗比较
从表3可以看出,经济性最好的反应条件为:反应温度为186℃,反应压力为2.0 MPa,氢酯物质的量比为20,液时空速为0.5 h-1。该条件下,DMO转化率为99.3%,MG选择性为83.0%。
3 结论
在单管固定床加氢装置上,通过单因素实验和经济性分析研究催化加氢工艺条件,其中氢酯物质的量比对经济性的影响最大。对分析结果进行优化,得到目前单管条件下的最优实验条件为:反应温度为186℃,反应压力为2.0 MPa,氢酯物质的量比为20,DMO液时空速为0.5 h-1。最优条件下,DMO加氢转化率为99.3%,MG选择性为83.0%。
参考文献:
[1]田克胜,王保伟,许根慧.乙醇酸的合成及应用[J].天然气化工:C1化学与化工,2006,31(6):60-63.
[2]杜碧林,储伟,于作龙.乙醇酸甲酯制备方法及下游产品开发[J].煤化工,1999(1):16-19.
[3]廖湘洲,宁春利,卢磊,等.一种草酸二甲酯加氢合成乙醇酸甲酯和乙二醇的制备方法:201110190871.0[P].2011-07-08.
[4]刘俊涛,李蕾,张琳娜.草酸酯气相加氢制乙醇酸酯的方法:201110046640.2[P].2012-08-29.
[5]刘俊涛,孙凤侠,剻俊. 合成乙醇酸酯的方法:201110045233.X[P].2011-02-25.
猜你喜欢
机械工业标准化与质量(2022年6期)2022-08-12
航空维修与工程(2022年11期)2022-02-06
缔客世界(2020年10期)2020-04-10
第一财经(2019年8期)2019-08-26
储能科学与技术(2019年2期)2019-03-08
中国调味品(2017年2期)2017-03-20
中国新技术新产品(2017年3期)2017-03-07
哈尔滨医药(2015年2期)2015-12-01
学习月刊(2015年14期)2015-07-09
中学化学(2015年2期)2015-06-05