轧辊磨削工艺探讨
2018-05-24 02:56:59刘海熙梁上进
现代工业经济和信息化 2018年4期
刘海熙, 梁上进
(广西柳州钢铁集团有限公司, 广西 柳州 545002)
引言
目前,广西柳州钢铁集团有限公司(以下简称“柳钢”)投入使用的4台磨床,肩负着整条轧线8个机架支撑辊和工作辊的磨削。随着柳钢三座加热炉的正常投入使用,轧制速度将会大幅度提高。为此,如何利用有限的磨床科学合理地磨削轧辊,提高轧辊的磨削效率,已成为轧辊车间重要的公关课题。由于精轧工作辊换辊频率高,在此以精轧工作辊为例,阐述如何提高精轧工作辊的磨削效率。
1 轧辊装夹
轧辊装夹如图1所示。

图1 轧辊装夹示意图
以轧辊传动侧端面为定位基准。利用磨床两托瓦支撑轧辊传动侧和工作侧两轴承位,在磨削过程中,为防止在轴向磨削力作用下产生轧辊轴向窜动,利用尾座套筒的平顶套对轧辊工作侧端面施加一定预紧力。由于轴向磨削力较小,轧辊自重大(10 t),因此根据实际工作经验,该预紧力只需将尾座套筒的平顶套轻触轧辊工作侧端面即可。轧辊装夹为简支梁方式,在磨削中辊面的挠度曲线为一条受力匀布的凹形曲线,如果尾座套筒的平顶套对轧辊工作侧端面施加的预紧力过大,加之粗磨时产生的磨削热使轧辊微量轴向延伸的影响,必将影响轧辊在磨削中以及磨削下机后辊面的几何精度,最终导致辊型等精度超差[1]。同理,下线未经充分冷却的热辊磨削同样会影响辊面的几何精度。
2 砂轮及磨削液的选择
2.1 砂轮的选择
黑碳化硅具有硬度较高、性脆而锋利、可磨削铸铁的特点;绿碳化硅具有硬度和脆性高、可磨削硬质合金的特点。因此柳钢磨削精轧工作辊时前机架F1-F3宜选用黑碳化硅砂轮,粒度为36号,砂轮硬度等级可选用L等级;后机架F4-F6宜选用绿碳化硅砂轮,粒度为46号,砂轮硬度等级可选用K等级。砂轮采用树脂结合剂,最大线速度为50 m/s。
2.2 磨削液的选择
由于树脂结合剂砂轮不耐酸碱,磨削液碱性含量不能大于1.5%、PH值应小于10,否则树脂砂轮的结合剂将会分解。因此可采用HL-1(不含亚硝酸钠)类型的非碱性磨削液,该磨削液用于高精度磨床、精密磨削的场合。如果磨削液选用不合理,将影响轧辊的磨削效率、轧辊磨后的防锈能力,缩短砂轮的使用寿命。
2.3 磨削液的使用要求
推荐的流量小于4 L/(min·kW);喷嘴处冷却液的速度=砂轮表面的线速度;喷嘴的宽度应该覆盖砂轮的整个表面;压力在5~9 bar之间;磨削液常规推荐浓度为2.4%。
3 合理选择磨削用量
磨削参数:砂轮线速度 VS(m/s),轧辊转数n(r/min),拖板速度Z(mm/min),周期进给量ap(μm),砂轮连续补偿速度Vt(μm/min)。
3.1 砂轮线速度V(m/s)
砂轮线速度太低,砂轮磨损严重,生产率低。砂轮线速度太高,磨粒切削刃的锋利程度易下降,也容易烧伤工件。通常砂轮的线速度选择为30~40 m/s,由于砂轮外圆周长越短(即砂轮越小),砂轮表面包含的磨粒越少,此时砂轮直径每减少150 mm,砂轮的磨削表现就要软一级,因此在砂轮直径较小时,砂轮线速度宜选大些,反之亦然。常规而言,每降低5 m/s砂轮线速度,砂轮硬度的磨削表现就会软一级。因此在磨削较硬的轧辊时,应选择较软的砂轮。
3.2 轧辊转速n(r/min)
轧辊转速的选定主要取决于轧辊直径的大小,但同时又与砂轮的使用参数以及轧辊所要求的表面粗糙度有关。常规而言,轧辊直径越大,轧辊转速应降低。当轧辊所要求的表面粗糙度较低时,则要选用大直径的砂轮,同时降低轧辊转速,通常用“切割比”来决定轧辊的转速与砂轮线速度的合理搭配。切割比(CR)=砂轮线速度(m/s)/轧辊线速度(m/s)。增加砂轮速度,降低轧辊速度都会提高切割比。切割比在45与60之间可以达到理想的高速磨削,降低至40以下会获得较好的表面粗糙度,在30以下会消除振纹。目前柳钢精轧工作辊辊面使用范围为Φ673~Φ746 mm,工件转速使用范围应为25~32 r/min。
3.3 拖板速度Z(mm/min)
拖板速度快慢由轧辊磨削工步决定,粗磨时应适当加快拖板速度以提高劳动生产率。精磨时为了提高轧辊表面质量,应适当降低拖板速度。但要注意的是,太低的拖板速度容易引起拖板“爬行”,同时易使轧辊表面烧伤,通常用“切割宽度”来决定拖板速度与轧辊转速的合理搭配。切割宽度是在轧辊的一次旋转中砂轮重叠率的统计,切割宽度=拖板速度(mm/min)/轧辊转速(r/min)。切割宽度越小,轧辊表面质量越好,但会降低轧辊的磨削效率。将切割宽度调整至砂轮宽度的67%是粗磨过程的理想参数,不要超过砂轮宽度的75%,否则在中磨时必须用大量的磨削板次来消除粗磨遗留的刀痕,反而使磨削效率降低。
3.4 周期进给量ap(μm)
粗磨时要求以最短的时间磨除轧辊表面疲劳层,而精磨则是在粗、中磨基础上磨除工件极小的余量,主要目的是修磨辊形。针对柳钢磨床的使用工况以及热轧轧辊的使用要求,推荐粗磨时周期进给量ap=25~40 μm,中磨时周期进给量 ap=10~20 μm,精磨时周期进给量ap=0~5 μm。
3.5 砂轮连续补偿速度Vt(μm/min)
正常磨削时,由于砂轮自锐性的作用,钝化的磨粒脱离砂轮,新的磨粒重新组成切削刃继续切削轧辊。为保证砂轮能够正常磨削,在磨削中应使用砂轮连续补偿速度来补偿因钝化而脱落的砂粒[2]。砂轮连续补偿速度的取值主要与砂轮周期进给量以及轧辊的磨削长度有关。当砂轮周期进给量越大、轧辊的磨削长度越长时,砂轮连续补偿速度应越高。在实际工作中,砂轮连续补偿速度往往又随砂轮以及轧辊的软硬程度的不同而变化。砂轮连续补偿速度的取值“随机性”太大,很难把握它的具体数值,尤其在磨削曲线辊面时,砂轮的连续补偿速度往往是保证辊面曲线精度的一个重要参数,目前很多磨床书籍都无法将它的取值范围规范化。
对于轧辊辊面的直线或曲线磨削都可以用“电流恒定法”来确定砂轮连续补偿速度的大小,即正确地确定了磨削所需的各个用量后,最终根据磨削电流逐渐变化的数值来调整砂轮连续补偿速度的大小,使得砂轮在同一板次的磨削中,均保持一个恒定的电流值。在磨削曲线辊(如凹、凸辊面或CVC辊面)时,如果选择砂轮连续补偿数值过大,由于钝化的砂粒来不及脱落而粘结在砂轮表面,破坏了砂轮的切削刃,使得磨削效率低下,直至产生砂轮震动、工件表面烧伤、辊形不正确等现象。
4 磨削工艺的合理安排
合理的磨削工艺路线直接影响轧辊的磨削效率高低。在工艺路线中安排了磨前测量、磨削测量、磨后测量这3个测量工步,可让操作者对所磨削轧辊的轧后辊面形状、磨削过程中的辊面形状以及磨后轧辊的辊面精度了如指掌。为了节省操作者对托瓦的人工调整时间,采用磨床所具备的“轧辊安装精度动态自动补偿”功能,即由数控系统根据测量出的轧辊安装误差后,自动地修正给定的磨削曲线,从而达到在磨削的同时迅速而精确地消除轧辊安装误差的目的,即“轧辊找正”或“中心偏移”功能。为了规范磨削参数,优化磨削工艺,班组人员进行了多次技术交流,制定了磨床的操作规程。如粗磨电流为130~150 A,中磨电流为100~120 A,精磨电流为60~70 A;拖板速度与轧辊转数的比值:粗磨为67%~75%、中磨为50%~60%、精磨为40%~50%;依据这两大原则,再根据轧辊下线后损耗的大小以及砂轮的使用状态,合理地调整周期进给量、砂轮连续补偿速度以及砂轮的线速度等磨削参数。
对于轧制后损耗太大的轧辊(尤其是粗轧工作辊),可采用“自适应磨削”(又叫“肩部磨削”或“短行程磨削”)功能,即针对轧辊在轧制后中间磨损大、两端磨损小的这一特点,采用先分别磨两端、待磨平后再贯穿磨削整个辊面的自动磨削方法。在磨削过程中,当磨削电流低于设定值或超过最大安全值(柳钢使用的顺裕磨床,该功能的电流最大安全值设为200 A)时,数控控制系统将发出进给和换向指令,随着磨削的不断进行,Z轴的换向点逐渐向轧辊中央靠近,一旦Z轴换向点接近轧辊中央时,X轴自动退回。当自适应磨削分别从轧辊两端逐渐执行到轧辊中央时,数控系统会自动转入全辊面磨削。
热轧轧辊常规的磨削工艺路线为:磨前测量→中心偏移→趋近工件1→行程控制磨削1→磨削测量→轧辊找正→趋近工件2→行程控制磨削2→磨后测量→程序结束。
5 表面质量控制
在磨削过程中,往往会在轧辊表面出现振纹或螺旋纹,其解决方法如下。
5.1 振纹
如图2所示。1)重新锁紧或平衡砂轮;2)检查磨床附件的震动,辊颈支撑处以及辊颈的润滑;3)降低砂轮转速;4)选择较软的砂轮。
5.2 螺旋纹
如图3所示。降低砂轮转速;在精磨阶段降低拖板速度;砂轮边缘倒角。
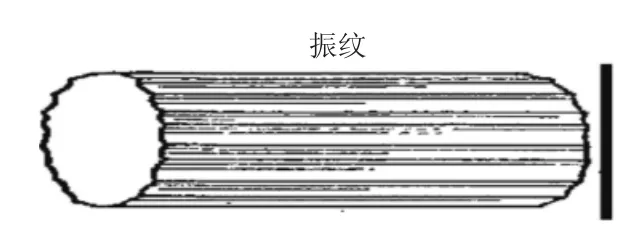
图2 振纹示意图

图3 螺旋纹示意图
参考文献
[1] 邱言龙,郑毅,余小燕,等.磨工技师手册[M].北京:机械工业出版社出版,2002.
[2] 机械工业职业教育研究中心组编.磨工技能实战训练[M].北京:机械工业出版社出版,2004.
猜你喜欢
现代矿业(2021年7期)2021-08-23 01:06:34
哈尔滨轴承(2020年3期)2021-01-26 00:35:02
新天地(2020年7期)2020-08-04 09:18:33
装备制造技术(2019年12期)2019-12-25 03:07:50
中国金属通报(2019年5期)2019-01-03 09:29:10
特别文摘(2018年10期)2018-12-24 10:03:04
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
制造技术与机床(2017年11期)2017-12-18 06:46:41
制造技术与机床(2017年4期)2017-06-22 11:17:46
设备管理与维修(2016年6期)2016-04-09 14:49:47