
基于逆向工程对安全锤的设计与数控加工
2018-05-24 07:09赵刚
机械工程与自动化 2018年2期
赵 刚
(运城职业技术学院,山西 运城 044000)
1 逆向工程概述
逆向工程(也称反向工程或反求工程)是在没有零件图纸或零件图纸不完整以及没有CAD数据模型的情况下按照现有的实物模型[1],使用数字化扫描仪可靠、准确和快速地扫描出模型点云数据,并利用Geomagic Wrap 2015等逆向工程软件进行点云数据处理,完成点云三角面片的转化;在此基础上使用Geomagic Design X等软件进行二次设计,实现模型和样品的“创新”,并完成实体建模;然后通过UG等软件,分析模型加工工艺,选择合理的加工方法和切削参数,生成刀具轨迹、NC加工代码并完成模型加工。
本文针对现有安全锤的模型和样品,采用逆向工程技术,完成安全锤的设计与数控加工。
2 点云数据获取
安全锤点云数据的获取是利用Win3DD单目三维扫描仪设备,使用非接触式测量方法获取。
(1) 由于安全锤模型属于高反光工件,在扫描过程中不利于数据点的获取,因此在扫描之前需要喷显影剂来改善安全锤的扫描特性。
(2) 为了得到更好的三维模型数据,确保扫描策略的顺利实施,标志点的粘贴至关重要。
(3) 确定扫描方式,因安全锤属复杂曲面零件,特征明显,所以选择“拼接扫描”方式。
(4) 准备工作就绪后进行安全锤扫描工作,将准备好的安全锤放置在3D扫描仪旋转平台上扫描公共点得到一部分数据,再利用旋转平台的另一面,依据公共点扫描得到安全锤缺失部分数据,查看扫描数据是否完整。
(5) 将数据保存为点云txt格式或asc格式(如图1所示),之后导入到Geomagic Wrap 2015等逆向工程软件中进行点云数据处理。
3 点云数据优化处理
启动Geomagic Wrap 2015软件,选择菜单【文件】→【导入】命令或单击工具栏上的“导入”图标,系统弹出“导入文件”对话框,查找安全锤数据文件并选中“anquancui.asc”文件,然后点击【打开】按钮,在工作区显示载体。在该软件中依次完成主要的操作指令:
(1) 【着色点】:为了更加清晰、方便地观察点云的形状,将点云进行着色;
(2) 【设置旋转中心】:为了更加方便地观察点云对其放大、缩小或旋转;
(3) 【断开组件连接】:设置相关参数,删除多余的点云;
(4) 【体外孤点】:设置“敏感值”为100,删除所选中的点云;
(5) 【减少噪音】:设置相关参数减少噪声操作;
(6) 【封装数据】:该命令将围绕点云进行封装计算,使点云数据转换为多边形模型;
(7) 【孔填充】:点云处理完成,将优化处理好的点云数据保存为stl三角面片格式文件,如图2所示。
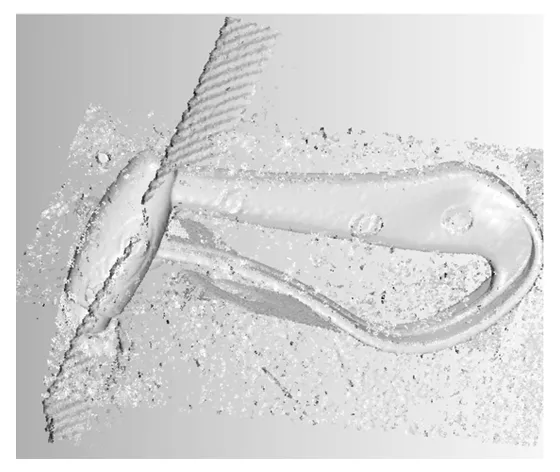
图1 安全锤点云数据图
4 安全锤逆向建模
使用Geomagic Design X软件进行安全锤逆向建模,启动Geomagic Design X软件,选择菜单【插入】→【导入】,导入已处理好的安全锤stl三角面片格式数据[2];在建模过程中根据先主体后局部的原则分析安全锤零件结构,制定安全锤逆向建模步骤;点击领域组命令,选择手动划分领域组,根据安全锤曲面结构完成领域组划分;领域组划分完成后,根据右手笛卡尔直角坐标系的原则,修改对齐安全锤的工件坐标系。基础工作完成后,首先使用面片草图、回转指令完成安全锤锤头实体建模;其次使用面片拟合、曲面裁剪、曲面缝合等指令完成安全锤锤柄实体建模;再次使用3D草图、曲面放样等指令完成安全锤过渡曲面实体建模;最后使用倒角和圆角等基础命令优化修改安全锤局部形状,将完成的安全锤实体模型另存为igs或stp格式文件,如图3所示。

图2 安全锤面片图
5 利用UG 10.0软件完成数控加工
5.1 工艺分析
将DX软件处理好的安全锤导入到UG 10.0软件中,分析零件模型,创建160 mm×80 mm×20 mm毛坯及工艺加强筋板如图4所示。该零件毛坯为硬铝,零件为复杂曲面类零件,需正、反面加工。按照加工工艺路线的安排,对正反面均进行粗加工、半精加工和精加工。

图3 安全锤实体模型 图4 毛坯及工艺加强筋板模型图
5.2 确定工件坐标系及刀具选择
为了方便编程基准和对刀基准重合,设置坐标系为毛坯左下角上表面,其装夹形式以底面和两侧面为装夹定位基准,利用精密机用虎钳定位夹紧工件并保证工件露出15 mm的高度。
根据机床的刚性、毛坯材料、零件结构和切削用量等创建刀具。在导航条按下【创建刀具】按钮,分别创建D6立铣刀和R3球头铣刀。
5.3 粗加工
型腔铣开粗,刀具选用D6四刃立铣刀,切削方式采用“跟随部件”,每次切削深度为1.2 mm,切削模式为“逆铣,深度优先,向外”,留0.2 mm加工余量。设置进给率和速度参数,主轴转速为3 800 r/min,进给速度为800 mm/min,快速定位速度为5 000 mm/min。设置其他相关参数,点击生成轨迹。
5.4 半精加工
半精加工刀具选用D6四刃立铣刀,切削方式为“轮廓”,每次切削深度为6 mm,切削模式为“顺铣,深度优先”,加工余量为零。设置进给率和速度参数:主轴转速为3 800 r/min,进给速度为600 mm/min,快速定位速度为5 000 mm/min。设置其他相关参数,点击生成轨迹。
5.5 精加工
固定轮廓铣精加工,刀具选用R3球头铣刀,驱动方式为“区域铣削”,切削模式为“跟随周边,向内,顺铣,步距恒定为0.25 mm”。设置进给率和速度参数:主轴转速为4 600 r/min,进给速度为800 mm/min,快速定位速度为5 000 mm/min。设置其他相关参数,点击生成轨迹。
5.6 后处理
后置处理与实际使用的机床相符合。点击【工序导航器】→拾取已生成的刀具轨迹→后置处理生产G代码,选择机床型号,修改相关参数,点击确定键,生成TXT格式的G代码加工程序[3]。将程序利用计算机或U盘传送到数控机床,使用数控设备完成安全锤的加工任务,产品效果图如图5所示。
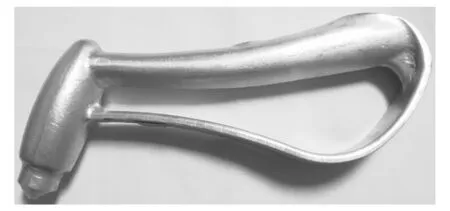
图5 安全锤产品图
6 结语
基于逆向工程与数控加工技术对安全锤进行了设计研究,阐述了安全锤的总体工艺流程。介绍了三维扫描获取点云数据、三维模型重建、CAD/CAM的完整过程,最终完成了安全锤模型加工。文章对逆向工程关键技术、数控加工路径等环节进行了归纳,为复杂零件加工提供了经济高效的解决方案,具有一定的实际意义和应用价值。
参考文献:
[1] 李粉霞,杨洁明.基于逆向工程的复杂曲面数控加工[J].机械工程与自动化,2008(3):65-66.
[2] 杨晓雪,闫学文.Geomagic Design X三维建模案例教程[M].北京:机械工业出版社,2016.
[3] 詹友刚.UG NX 10.0数控编程教程[M].北京:机械工业出版社,2017.
猜你喜欢
数学年刊A辑(中文版)(2022年1期)2022-08-20
音乐天地(音乐创作版)(2022年1期)2022-04-26
中华诗词(2020年12期)2020-07-22
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年7期)2018-01-19
卷宗(2017年16期)2017-08-30
发明与创新(2016年5期)2016-08-21
浙江大学学报(工学版)(2016年10期)2016-06-05
制造技术与机床(2014年1期)2014-03-11
