
浅谈煤制甲醇合成装置节能减排措施
2018-05-22 03:14易洪民
氮肥与合成气 2018年2期
易洪民
(神华新疆化工有限公司,新疆乌鲁木齐 830019)
1 项目装置简介
神华新疆化工有限公司1 800 kt/a煤制甲醇项目为目前全球最大规模煤制甲醇装置之一,该项目于2016年6月一次性投料生产出合格MTO级甲醇产品。该煤制甲醇装置主要由空分装置、气化装置、净化硫回收装置、甲醇合成装置4个装置组成[1-3]。煤制甲醇项目工艺流程如图1所示。
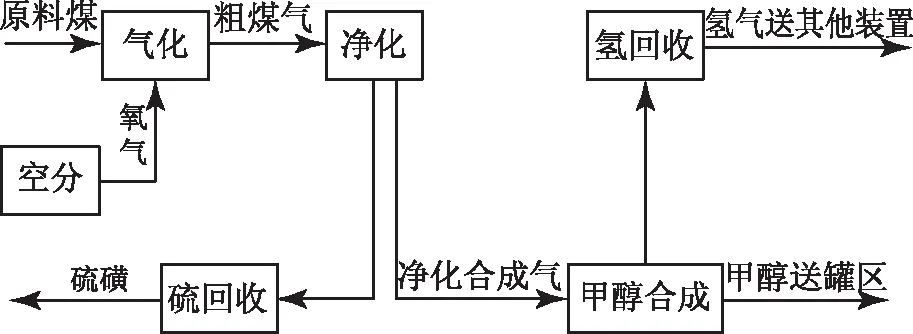
图1 煤制甲醇项目工艺流程
甲醇合成装置采用英国Davy工艺技术有限公司的甲醇合成工艺技术及英国庄信万丰公司的甲醇合成催化剂来生产MTO级甲醇。该技术具有合成气转化率高(99%)、原料消耗低、系统压降小、能耗利用合理、流程简练、控制简单、三废排放少等特点,其流程采用双反应器串并联的方式,见图2。
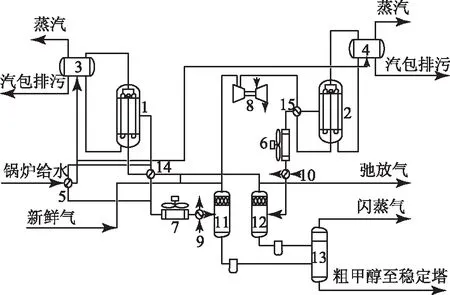
1,2.合成塔 3,4.合成汽包 5.锅炉给水预热器 6,7.空冷器 8.循环气压缩机 9,10.水冷器 11,12.甲醇分离器 13.闪蒸槽 14,15.中间换热器图2 甲醇合成装置工艺流程示意
2 煤制甲醇合成装置运行情况及特点
该套1 800 kt/a煤制甲醇装置为全球最大规模装置之一,现国内已有成功运行的1 800 kt/a煤制甲醇装置,因此煤制甲醇合成装置在环境保护工作上有很多值得借鉴的地方。通过与其他同类装置对比,发现了其环境保护存在的问题、缺陷和潜在的不安全因素。为了从根本上解决问题、消除设计缺陷,相关技术人员从实践中积累经验,提出了相应的技术改造和优化措施,取得了显著的效果。
甲醇合成装置节能减排特点:①采用DPT典型串级合成回路,合成压力为7.5~8.0 MPa(表压),甲醇合成塔采用径向蒸汽上升式合成塔,流程短,转化率高;②合成副产2.1 MPa(表压)蒸汽,比较节能;③合成气压缩机和循环气压缩机共用1台中压抽凝式蒸汽透平驱动,占地小,投资省,易维修;④弛放气首先采用膜分离回收氢,渗透气回到合成系统,非渗透气采用PSA回收高纯度氢,少量氢去下游装置,大量氢去上游低温甲醇洗作汽提用,与净化气一起返回合成系统,尽可能地提高氢的回收率,降低了原料气及原料煤的消耗,减少CO2排放;⑤合成回路设置1台锅炉给水预热器,用合成塔的出塔气预热进合成汽包的锅炉给水,降低了合成空冷器和水冷器的热负荷,同时提高了蒸汽产量;⑥生产装置中换热设备尽量使用空气冷却,如合成气/循环气压缩机透平表冷器、1#甲醇冷凝器、2#甲醇冷凝器、稳定塔回流预冷凝器全部采用空冷,以降低循环水用量;⑦闪蒸气、精馏不凝气和PSA尾气回收作为蒸汽加热炉燃料,减少燃料气消耗,合成副产蒸汽过热后去界外;⑧装置内的蒸汽冷凝液和透平冷凝液全部回收综合利用,以降低脱盐水消耗;⑨装置在开停车和事故时的气体排放去火炬系统处理,避免了大气污染[4-5]。
3 甲醇装置节能减排措施
3.1 装置平面布置优化措施
装置平面设计必须贯彻执行资源节约、环境友好的方针,合理利用土地,结合现场条件和自然条件,因地制宜,合理布置,达到节约用地、降低能耗及节约投资的目的。具体布置原则如下:①严格执行国家颁布的有关安全、防火、防爆及环境保护等的标准规范及规定;②装置布置应符合全厂总体设计要求;③符合生产工艺、物流和运输方面的要求,布置力求主要生产流程顺畅、布局紧凑,以缩短生产区内部的物流输送距离;④根据生产的特点,将各生产单元按功能要求分区布置,将生产特点相同、原料和生产过程关系密切的生产装置集中布置,做到集中控制;⑤合理预留用地,以满足企业发展需要。
3.2 工艺节能降耗措施
(1) 采用先进的串级式甲醇合成工艺,合成塔废热副产中压蒸汽;
(2) 采用膜分离与PSA结合回收弛放气中的氢,大部分氢返回合成回路,尽量减少原料气消耗,从而节约能耗;
(3)闪蒸气、精馏不凝气和PSA尾气作为蒸汽加热炉燃料,以减少燃料气的消耗;
(4) 采用高效率机泵、透平,以减少功耗;
(5) 装置内的蒸汽冷凝液和透平冷凝液全部回收综合利用,降低脱盐水消耗,从而节约能耗;
(6) 合成回路设置1台锅炉给水预热器,用合成塔的出塔气预热进合成汽包的锅炉给水,降低了合成空冷器和水冷器的热负荷,同时提高了蒸汽产量;
(7) 汽包的连续排污进入连续排污扩容器,回收部分低压蒸汽;
(8) 合成塔的出塔气用于预热入塔气,废热得到利用;
(9) 弛放气设置甲醇洗涤塔,回收其中的甲醇,提高了甲醇的回收率,降低了原料气消耗。
3.3 能耗指标分析
单位产品能耗见表1,甲醇合成装置能耗对比见表2。
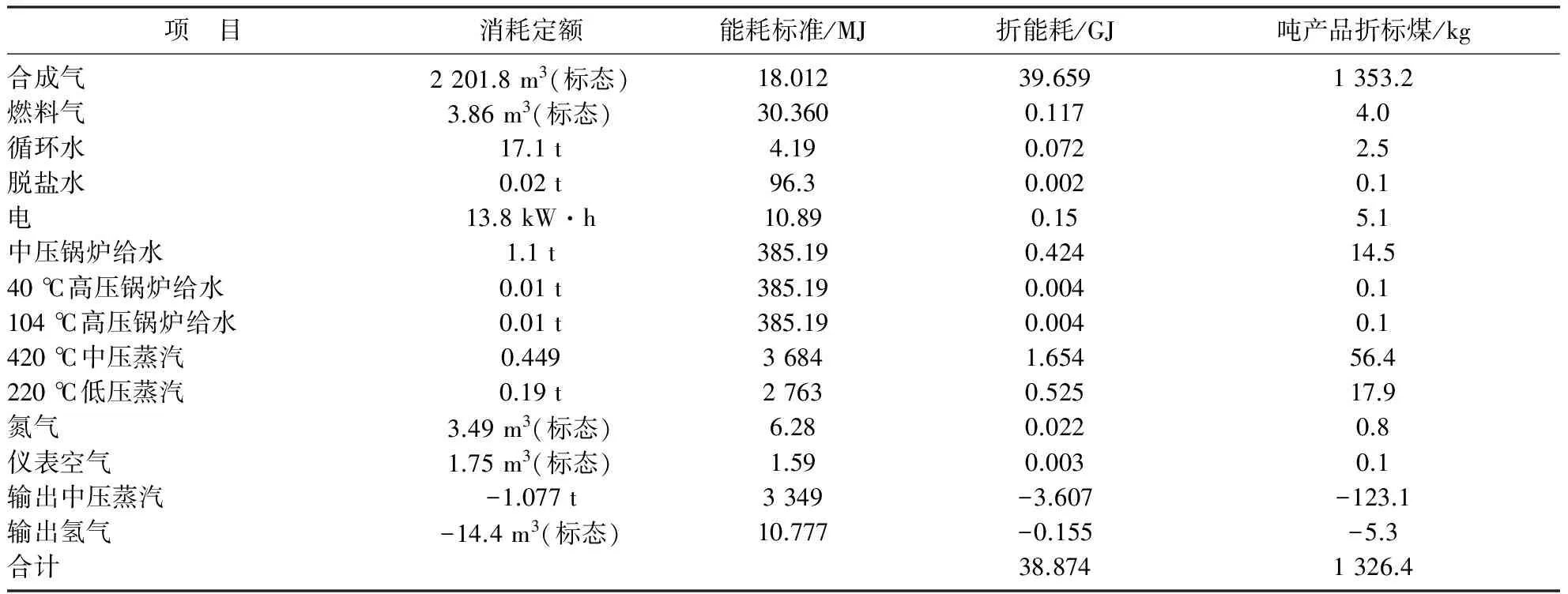
表1 单位产品能耗(以100%甲醇计)
注: 1) 能耗与催化剂末期的原材料和公用工程消耗期待值相对应;2) 甲醇装置能耗已考虑气化、净化的各种消耗,以净化工序提供的合成气能耗值为依据。

表2 甲醇合成装置能耗对比
从表2可以看出:本项目吨甲醇综合能耗为38.874 GJ,折合标煤1.326 4 t,高于天然气和煤-气联合为原料生产甲醇的装置。由于本项目生产MTO级甲醇,没有精馏装置,以吨甲醇产品计的能耗未计入甲醇精馏所需要的低压蒸汽、电和循环冷却水的能耗,故综合能耗低于以煤为原料生产精甲醇的甲醇装置,考虑到生产精甲醇所需要的能耗,本项目的综合能耗与国内以煤为原料的大型甲醇装置相当,属于国内先进水平。
从吨甲醇能耗组成还可以看出:合成气占总能耗约102%,因此从工艺上减少原料合成气的消耗量是节能的主要方面;同时由于蒸汽在能耗计算中也占较高的权重,对甲醇装置的能量进行回收、合理综合利用以及采用高效的压缩机和透平效率也很重要。
3.4 节水措施
(1) 由于本项目所在地新疆属于缺水地区,生产装置中换热设备尽量使用空气冷却,如合成气/循环气压缩机透平表冷器、1#甲醇冷凝器、2#甲醇冷凝器、稳定塔回流预冷凝器全部采用空冷,以降低循环水用量;
(2) 装置内的蒸汽冷凝液和透平冷凝液全部回收综合利用,以降低脱盐水消耗,从而降低了新鲜水的消耗;
(3) 装置内的相关设备采用节水设备。
3.5 废气处理措施
甲醇合成装置外排废气主要为蒸汽加热炉烟气,废气排放总量为23 410 m3/h(标态),主要含NOx,开停车和事故时排气送火炬进行燃烧处理。主要废气处理措施如下:
(1) 甲醇装置产生的不凝气和闪蒸槽开停车事故时排放的闪蒸气,主要含N2、H2、CH4、HCOOCH3和甲醇,送至本装置蒸汽过热炉作燃料,不外排;
(2) 蒸汽过热炉外排气经47 m高排气筒达标外排;
(3) 甲醇装置氢回收系统产生的甲烷富气,主要含CO、H2、CH4、C2H6,送加热炉作燃料气回用;
(4) 装置设有氢回收系统,甲醇合成放出的弛放气经过膜回收成套系统回收弛放气中的氢气,富氢气返回甲醇合成工序,与新鲜合成气混合后进入合成回路。非渗透气进入变压吸附成套系统制取高纯度氢气,供净化、烯烃分离、OCU和聚丙烯装置使用。PSA解析气和稳定塔不凝气一起经过尾气压缩机压缩后,送入蒸汽过热炉作燃料气,合成汽包产饱和蒸汽经蒸汽过热炉过热至300 ℃后送出界区。正常生产补充燃料气和开车期间需要的燃料气均来自燃料气管网,闪蒸槽闪蒸气也送入蒸汽过热炉作燃料气。合成弛放气回收处理流程如图3所示。
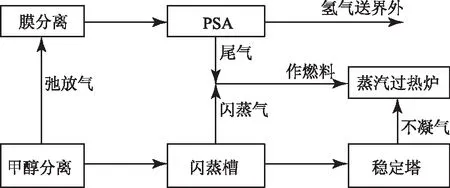
图3 合成弛放气回收处理流程
3.6 废水处理措施
(1) 根据装置排水的特点,排水系统划分为生活污水系统、低浓度生产污水系统、初期污染雨水及事故排水系统、潜在污染雨水系统。
(3) 装置产生的工艺冷凝液(103 m3/h)送脱盐水站回用,不外排。
3.7 固废处置措施
甲醇装置固废为脱氯产生的含CuO废催化剂(43 m3/次,每4年更换1次)、合成气净化槽产生的含ZnO废催化剂(52 m3/次,每6年更换1次)、甲醇合成塔产生的含CuO废催化剂(199 m3/次,每4年更换1次)、甲醇裂解产生的含Al、Na废催化剂(4 m3/次,仅开车使用)均由生产厂家回收处理,吸附塔产生的含分子筛、活性碳废吸附剂(140 m3/次,每20年更换1次)送园区渣场填埋。
3.8 噪声控制措施
装置噪声源主要有合成气压缩机、循环气压缩机、尾气压缩机、氢气压缩机和泵类等。噪声的防治,首先应从设备的选型、噪声源的合理布置等方面考虑。装置设计中采取的噪声防治措施:①设备选型时尽量选用低噪声设备,如选用低噪声转化炉烧嘴;②噪声较强的空冷器设置消声器,操作岗位设有隔音室;③对总体布局进行合理布置,利用建筑物的屏障作用和距离衰减达到降噪要求,高噪声设备尽量布置在室内。通过采取各种措施后,保证厂界噪声满足《工业企业厂界环境噪声排放标准》(GB 12348—2008)3类标准要求。
3.9 防渗措施
(1) 根据环评要求,对甲醇生产区和装置区内管廊采用硬化地坪进行防渗处理;
(2) 根据《石油化工防渗工程技术规范》,对甲醇生产装置区的污水池池底和池壁进行防渗处理,生产污水/初期污染雨水地下管道(装置内)采用管沟进行防渗处理;
(3) 对于装置内排放系统采用导淋,经排放总管自流到地下排污槽的管线,采用管沟进行防渗处理。
3.10 环境风险防范措施
(1) 装置在污染比较严重或可能产生污染的区域,按检修道路分区,每个区设置1个大围堰,并在围堰内设置排水沟。当发生火灾时,事故消防废水首先进入围堰内明沟,作为污染防控的第1道措施。装置内设置初期污染雨水收集池,作为污染防控的第2道防线。当初期污染雨水收集池溢流时,则通过清净雨水排水系统,重力输送至全厂25 000 m3事故消防废水池中,作为污染防控的第3道防线。为了不增加全厂污水处理站的负荷,应分期分批、小流量将不合格的事故消防废水送污水处理厂处理。
(2) 装置共设置污水收集池和雨水收集池各1座,以收集、提升各工序产生的生产废水和初期污染雨水;2座水池设置在一起,用隔墙隔开。生产废水收集池有效容积为65 m3,初期污染雨水收集池有效容积为250 m3。
(3) 停车检修时,精馏工序的有关设备和管道需要倒空,为避免排出的甲醇进入污水管网或溢流至地面上,所有设备和管道的低点导淋均排至地下槽,再通过地下槽泵送到粗甲醇贮槽中。
(4) 开停车和事故状态下(如停电、装置内失火和装置内气体超压)排放的大量可燃和有毒的工艺气体送全厂火炬系统燃烧。合成系统开停车、事故时产生的合成气送低压富氢火炬燃烧处理,燃料气送低压富氢火炬燃烧处理。
3.11 污染物总量控制措施
(1) 根据项目环境影响报告书,每年全厂各项指标必须控制在SO21 076 t、NOx1 481 t、COD 239 t、氨氮19 t以内;
(2) 甲醇合成装置所排NOx主要来自蒸汽过热炉,年控制指标NOx3.75 t、COD和氨氮排放量根据全厂污水处理站最终排放量统一汇总控制。
3.12 环境监测措施
(1) 设置监测机构及人员
环境监测站与中央化验室合并设置,配备专职的环境监测人员3~5名,分析人员和主要分析仪器依托中化室,根据需要委托当地有资质的环境监测机构进行定期和不定期的监测、分析。装置的废气和废水环境监测工作将依托全厂的环境监测站。
(2) 明确监测内容
环境监测主要指对甲醇装置生产过程中排放的主要污染物和特征污染物进行定期监测和非正常排放、事故排放的不定期监测,判断环境质量和环保设施的运行治理效果等。监测内容如下:①常规环境监测,分为装置区周边外环境质量监测和装置区内污染排放监测;②事故监测,当发现环保处理设施发生故障或运行不正常时,应及时向上级报告,并必须即时进行取样监测,分析污染物排放量,对事故发生的原因、事故造成的后果和损失等进行调查统计,并建档上报。必要时应提出暂时停产措施,直至环保设施恢复正常运转,坚决杜绝事故性排放。环境监测计划见表3。
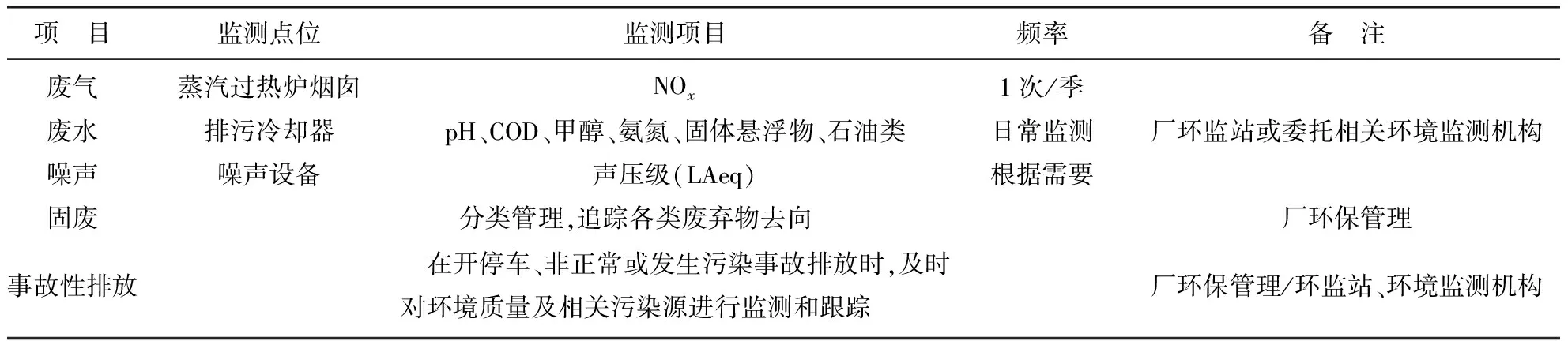
表3 环境监测计划
4 环境保护投资
甲醇装置环保投资估算见表4。
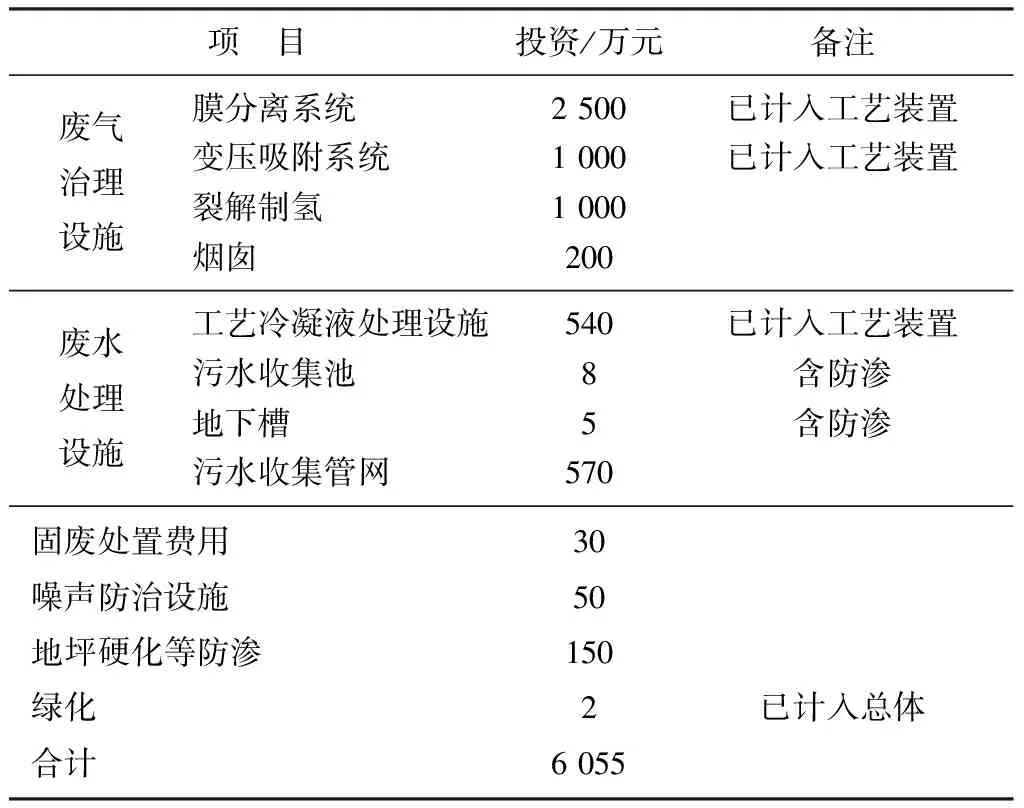
表4 甲醇装置环保投资估算
注:弛放气回收系统包括裂解制氢膜分离系统和变压吸附系统,污水收集池包括生产废水收集池和初期污染雨水收集池;甲醇合成装置所依托的全厂污水处理站、火炬、危废临时堆库的投资将计入项目公用工程和辅助设施中。
由表4可知:甲醇合成装置环境保护设施的投资合计6 055万元左右,占整个装置投资的15%左右,有效地保证了整个装置的正常运行,避免了环境污染事故的发生。
5 结语
通过以上节能减排措施,逐步解决了甲醇合成装置在环境保护、节能减排上存在的绝大部分问题,取得了显著效果,在以后建设的同类型大规模煤化工项目中值得借鉴。做好节能减排工作是实施新型工业化的基础,也是企业生存发展的基础,这项工作必须至始至终贯穿于整个企业管理工作的中心。虽然目前化工企业在环境保护、节能减排工作中仍有一些问题存在,但是我们相信只要关注技术革新、关注废物利用、注重管理水平,就可以增加资源的利用效率,促使化工企业在可持续发展的道路上走得更远。
参考文献
[1] 冯亮杰,郑明峰,尹晓晖,等.煤制甲醇项目的煤气化技术选择[J].洁净煤技术,2011,17(2):34- 38.
[2] 曾纪龙.大型煤制甲醇的气化和合成工艺选择[J].煤化工,2005,33(5):1- 5.
[3] 余建良.1 800 kt/a煤制甲醇装置净化系统优化设计及应用[J].化肥工业,2014,41(2):50- 53.
[4] 蒋保林.煤制甲醇项目净化工艺分析[J].山西化工,2009,29(1):47- 49.
[5] 刘巧霞,张书勤,张菊,等.煤基甲醇项目净化技术探讨[J].化肥工业,2011,38(6):16- 19.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
分子催化(2022年1期)2022-11-02
云南化工(2021年10期)2021-12-21
云南化工(2021年8期)2021-12-21
中国石化(2021年8期)2021-11-05
中国特种设备安全(2019年5期)2019-07-16
中国核电(2017年1期)2017-05-17
小猕猴智力画刊(2017年4期)2017-05-04
军事文摘·科学少年(2017年1期)2017-04-26
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
