
统计过程控制在橡胶套靴和微孔橡胶垫板驻厂监造中的应用
2018-05-17 08:41
福建质量管理 2018年11期
(北京铁科工程检测中心 北京 100000)
一、统计过程控制原理
在生产过程中,产品的加工尺寸、性能指标等的波动是不可避免的。由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。SPC就是一种借助数理统计方法的过程控制工具。
二、统计工具的选择
在用SPC做过程控制时,需要用到的工具手段就是控制图,控制图是一种统计管理工具。橡胶套靴和微孔橡胶垫板的检测项目如:拉伸强度、拉断伸长率、定伸应力、静刚度等均可用计量仪器测出,并可以数值形式表现其测量结果,属于计量数值。
三、统计控制状态与过程能力分析
(一)数据收集与整理
在正常稳定生产状态下,以橡胶套靴半成品胶片拉伸强度(MPa)、微孔橡胶垫板成品静刚度(kN/mm)两个检测项目为例,遵循“合理子组原则”,对连续生产的产品进行“块抽样”,尽可能避免异常因素进入子组。针对以上两个检测项目分别收集25个,容量为n=5的子组。具体数据省略。
(二)统计控制状态分析
统计控制状态,简称稳态,是只有偶然原因没有异常原因的状态,亦是控制阶段实施过程控制所追求的目标。控制图就是用来区分正常波动与异常波动的一种工具,分别由三条平行于横轴的直线:中心线(CL)、上控制界限(UCL)和下控制界限(LCL),以及按时间顺序抽取的样本统计量数值的描点序列组成。
(1)
(2)
其中:A2,D4,D3——均为控制界限系数,通过查计量控制图系数表可得。
将采集的数据通过统计分析软件进行处理,遵循常规控制图判断异常的八条检验准则,得出均值-极差控制图,如图1所示,同理也可以形成微孔橡胶垫板成品静刚度均值-极差控制图(省略)。图中均未出现异常原因的八种模式,说明橡胶套靴半成品胶片的拉伸性能和微孔橡胶垫板成品静刚度均处于统计控制状态。
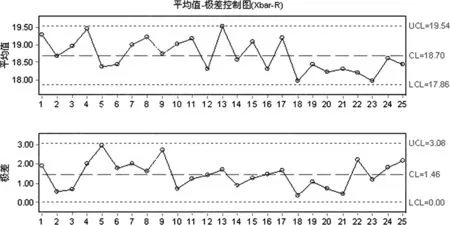
图1 橡胶套靴半成品胶片拉伸强度均值-极差控制图
(三)过程能力分析
过程能力是指工序中人、机、料、法、环、测(5M1E)诸因素均处于规定条件下,操作呈稳定状态时所具有的质量水平。通常用过程能力指数表示过程能力满足技术标准(产品规格、公差)的程度,一般记为PCI或Cp。
对于双侧规格情况(如:微孔橡胶垫板成品静刚度),过程能力指数Cp的计算公式如下:
(3)
其中:T=TU-TL是技术规格的公差幅度;TU是上规格限,亦可记为UTL或USL;TL是下规格限,亦可记为LTL或LSL;σ是标准差。
对于只有规格下限的要求,而对规格上限无要求的情况(如:橡胶套靴半成品胶片拉伸强度),则单边规格的过程能力指数如下:
(4)
其中:CPL是下单侧过程能力指数;μ是均值。
实际生产过程中,因过程特性值的均值μ与公差或规格中心M=(TU-TL)/2并不重合(即有偏移),导致不合格品率的增大,因此Cp已不足以反映有偏移的实际情况,需要加以修正。
μ与M的偏移度K为:
(5)
有偏移的过程能力指数为:
(6)
CPK值反映制造加工过程控制能力的大小,数值越大表示该过程的控制能力越好。一般以产品在量产阶段CPK≥1,为能力充足,生产稳定状态。
1.将采集的橡胶套靴半成品胶片拉伸强度数据,通过统计分析软件进行工序能力分析,得到如下信息。

PPM
工序能力分析:统计控制状态下的有偏移过程能力指数CPK=3.55>1,预期性能PPM=0,生产状态特优,可酌情考虑简化管理与降低成本。
2.将采集的微孔橡胶垫板成品静刚度数据,通过统计分析软件进行工序能力分析,得到如下信息。

PPM
工序能力分析:统计控制状态下的过程能力指数CP=1.20>1,但是,由于存在均值与公差中心的偏移,偏移过程能力指数CPK=0.92<1;预期性能PPM>USL=2988.88,即潜在的组内能力超出控制上限的可能是百万分之2988.88,生产因素稍有变异即有产生不良的危险,应利用各种资源及方法加强工序管理和改善,将CPk值提升。
四、结论
橡胶套靴和微孔橡胶垫板产品的驻厂监造,适于应用统计过程控制工具进行监督检查,通过科学的数据采集分析,描述产品的质量状况、预测过程能力的发展趋势,从而对过程改进提出合理的建议和意见,提高驻厂监造的工作质量和工作水平。
猜你喜欢
销售与市场(营销版)(2022年11期)2022-11-18
橡胶科技(2022年11期)2022-03-01
起重运输机械(2021年16期)2021-10-23
国际放射医学核医学杂志(2021年10期)2021-02-28
摄影之友(2019年8期)2019-03-31
中国塑料(2016年4期)2016-06-27
中国塑料(2015年3期)2015-11-27
中国塑料(2015年7期)2015-10-14
橡胶工业(2015年7期)2015-08-29
城市轨道交通研究(2015年3期)2015-02-27
