
基于线结构光的空调四通换向阀高度测量
2018-05-14 15:33沈波波许嘉璐孔明
中国测试 2018年3期
关键词:计算机视觉
沈波波 许嘉璐 孔明

摘要:为提高空调四通换向阀高度测量的精确度以及加工焊接的效率,提出一种基于线结构光的四通换向阀高度测量方法。通过计算机视觉技术搭配线型结构光获取四通阀的表面形貌特征,基于结构光三维测量原理得到被测工件表面各点的实际位置坐标,从而实现四通换向阀的高度测量。实验研究表明,线结构光法测量结果稳定,并能得到较高的精确度,所得高度的误差小于0.5mm,满足零件的加工要求。该方法可完成物体表面轮廓的三维重建,克服单目视觉测量过程中丢失被测件深度信息的缺点:并能实现四通换向阀生产线上工件的自动化检测加工.因而避免传统人工测量引起的低效、易疲劳等问题。
关键词:计算机视觉;四通阀;线结构光;三维测量
0引言
四通阀的主要作用是控制空调制冷制热模式的转换,是当下热泵空调设备中不可或缺的部件之一,但四通阀的生产效率问题却是制约空调业发展的重要因素之一。目前已有许多专家学者对此进行了研究,蒋磊英等研制了自动火焰钎焊机,用以代替人工钎焊方式,提高了生产效率,但仍然存在员工工作环境恶劣、钎焊质量不稳定等弊端;为此,孙学娟等进行了改进研究,并研制了四通阀的直线步进式自动火焰钎焊机,技术指标达到了国际同类产品的水平,具有极好的应用前景和推广价值:天津焊接研究所,研制了整套的四通阀专机设备,可完成四通阀的全部焊接工作。而本课题组也已设计了一种基于二维视觉测量的四通阀自动钎焊定位系统,在四通阀生产线上检测零件的高度信息,并反馈给机械臂进行焊接,通过实时控制焊接过程,提高了产品的质量以及生产效率。但是该方法将零件映射到同一图像平面上,丢失了被测物体深度方向上的信息,因此不能完全恢复目标物体的尺寸,易造成测量误差。
为进一步提高测量精度,本文提出了一种基于结构光的空调四通阀高度测量方法,结合工件生产线设计了结构光视觉检测系统,提取图像特征后通过系统标定所得的参数获取四通阀的实际高度信息,实现工件的自动测量定位,提高了生产效率和测量精度。
1系统原理
1.1结构光测量原理
使用单目机器视觉虽然也能测得被测件的尺寸信息,但只能得到某一标定平面上的坐标,而会丢失被测件的深度信息。由于被测件四通阀的4个铜管并不在同一平面上,在单目机器视觉测量的基础上加入结构光,就可获得被测件的三维信息,这在一定程度上弥补了单目机器视觉在三维测量方面的不足。
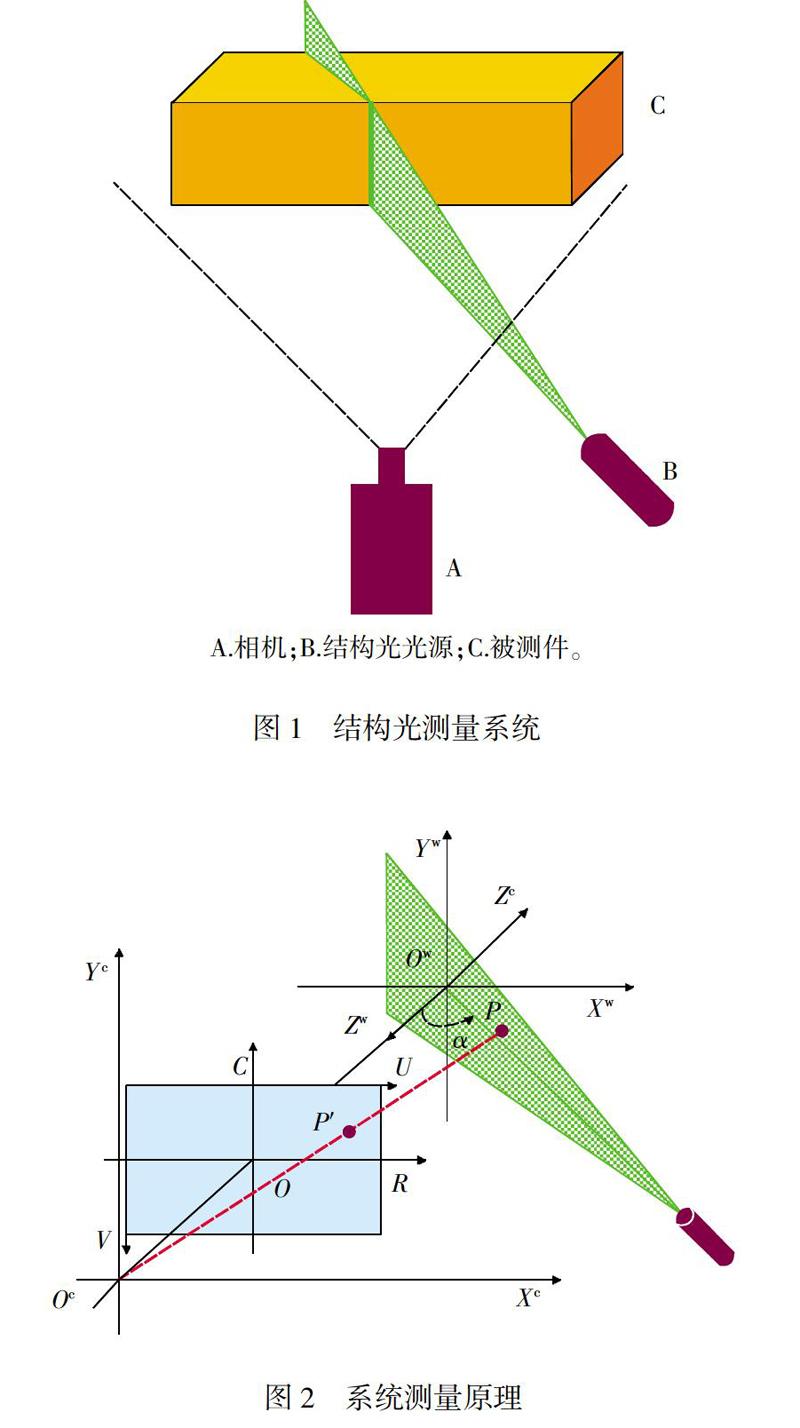
结构光测量的基本原理是激光三角法,本方案中使用的是线型的结构光。基于线结构光的机器视觉测量系统的主要组成部件一般包括线结构光光源和面阵检测器。如图1所示,激光光源将产生的激光束投放到物体外表面,形成光平面,物体表面的激光条纹随物体轮廓的变化而变化,即能通过线结构光条纹的形状来表示物体表面。图2为线结构光的测量原理,其中(U,V)为像素坐标系,(R,C)即图像物理坐标系,而(XcYc,Zc)是相机坐标系,(XcOc,Yc)平面与物理坐标系平行,Z轴与摄像机的光轴相重合。(Xw,Y,wZw)为局部世界坐标系,P为世界坐标系中结构光平面上的一点,P'为P点在像素坐标系上的映射点,在此需要找出各个三维物点与二维像点间的转换关系。由于被测件图像的坐标单位是像素,所以首先将图像中的特征点转换到物理坐标系中,假设图像物理坐标系的原点在原像素坐标系中位置是,而每一像素在物理坐标系横轴上代表的实际大小为dx,纵轴为dy,单位为mm,则可建立如下关系:
进一步映射到相机三维坐标空间,由于使用相机采集图像时的物距远大于相距,在成像中心透视模型下,可得到如下关系:
1.2系统测量原理
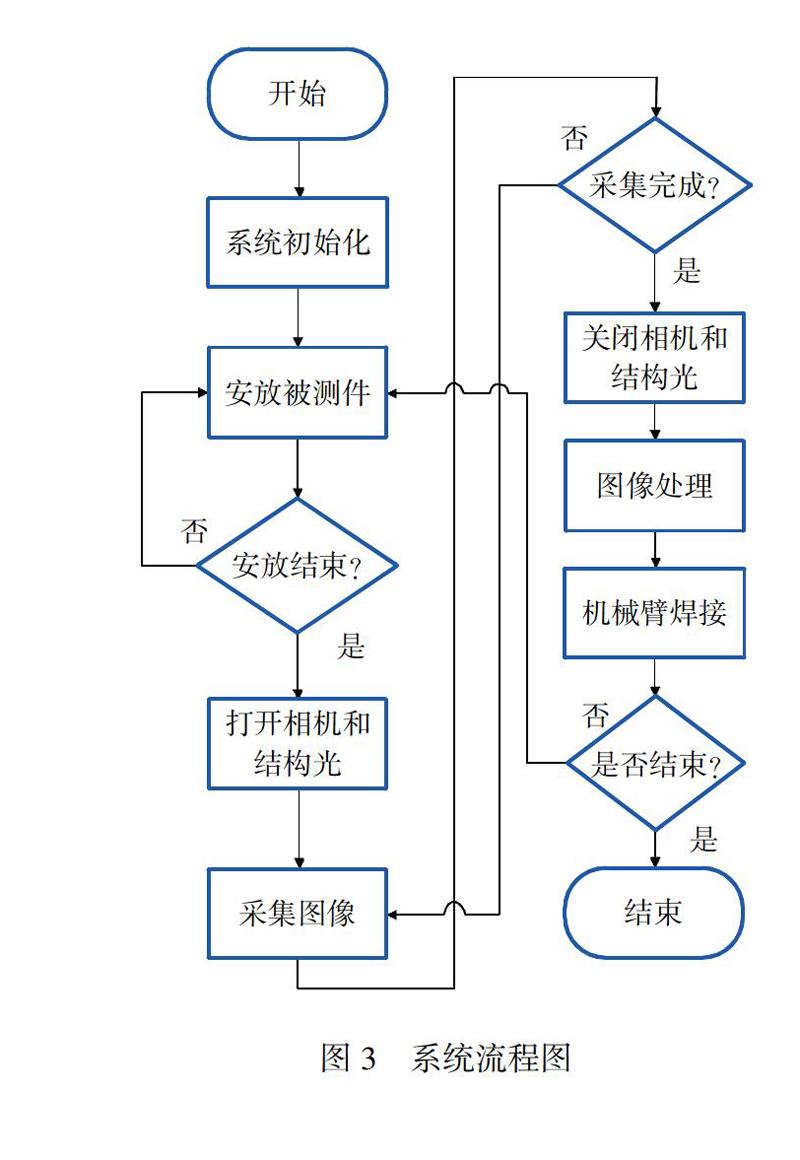
系统的流程如图3所示。启动系统后先进行系统的初始化,获取相机标定参数以及结构光平面方程,当在传送带上的夹具内安放好四通阀后,开始传输零件,同时打开相机和结构光进行图像采集,在四通阀传输过程中,线结构光会依次扫过四通阀的4个铜管,并使用相机拍摄下这一过程。当1个零件扫描结束后,提取每一帧图像,然后选取合适的图像进行图像处理,提取线结构光的条纹中心,求解相机光心的直线方程和结构光平面方程的交点,获取四通阀铜管的三维空间坐标,得到四通阀的高度信息,然后机械臂就可按此信息确定焊接位置进行焊接工作。
2实验研究
为验证方案的可行性,建立实验平台进行研究。实验装置如图4所示,包括线结构光光源、红外背光源、白色环形光源、相机、被测件四通阀以及夹具等。在此测量系统中,四通阀使用专用夹具固定,保证零件的4个铜管垂直于水平面;采用CMOS相机,并使光轴平行于水平面。打开相机和结构光后移动四通阀,直到四通阀离开相机视场范围,关闭相机和结构光,提取每帧图像进行图像处理,获取线结构光与铜管的各交点坐标,并转换为三维坐标值。
為得到二维像点与其三维世界坐标值间的映射关系,需要对线结构光测量装置进行标定,本系统的标定方法如下:分别标定相机和线结构光平面,得到相机的内外参数以及线结构光平面方程的系数。
2.1相机的标定
本系统中对相机的标定采用的方法是张正友标定法,实验所用的标定板是48 mmx48 mm的棋盘格标定板,每一方格的长度为2mm,按横纵轴各20个方格的顺序排列,共400个黑白相间的方格。根据张正友标定法,采集不同方位下标定板的图像共12张,如图5所示。并使用Matlab标定工具箱进行标定。标定得到的相机参数如表1所示。
2.2结构光的标定
在棋盘格标定板上确立一个三维世界坐标系,并通过刚体变换将相机坐标系中的特征点转换到这个局部的世界坐标系中,如果(xw,yw,zw)点是局部世界坐标系中的一点,则可通过一旋转矩阵和一平移向量来描述:
从像素坐标到局部世界坐标的转化关系可使用下式表示:
平面方程的计算过程如下,确定线结构光的位置并保持不变,先关闭线结构光,按照相机标定的方法从不同方位采集多幅标定板图像,计算相机内参数矩阵,打开线结构光,保持标定板位置不变,采集图像提取光条纹中心,取条纹直线上的角点作为第一组特征点,获取各点的图像坐标。由式(8)和式(10)求得这些特征点在相机坐标系中的坐标值。调整标定板的位置,使其不与刚才的平面重合,然后重复上一步操作,取得第2组特征点在相机坐标系中的坐标位置:以此类推,可得到一系列特征点的坐标,最后使用最小二乘法拟合,得到结构光在相机坐标系中的光平面方程。
2.3图像特征提取
在线结构光扫描完四通阀后,开始处理采集的被测件图像。首先对已拍摄到的图像视频进行解码,提取每帧含有零件的图像,为了提高系统的效率,需要尽可能地减少程序的计算量,由于被测量是四通阀的高度,因此只需提取四通阀铜管部分的图像作为待处理图像,如图6所示。
图像处理的一个主要目的就是提取线结构光的光带中心,在线结构光的截面上,光强能量是服从正态分布的,但是由于四通阀铜管表面不平整、材质不均匀,各处光强反射率不一致等因素的影响,实际使用相机采集到的反射激光的光强图像并不完全是对称分布的,当光条灰度图中的灰度分布不均时,光条中心灰度极大值处并不一定就是此时真正的光条纹中心。因此对于零件图像的线结构光条纹中心的提取不能采用如灰度重心法等通过查找条纹中灰度极大值位置来确定中心的方法。而光条纹中心两边的像素的梯度矩近似相等,所以本系统使用梯度重心法来提取光条纹中心,该方法在光强分布不均,光条纹灰度极大值偏离真实中心时能靠近实际的中心位置,从而能减小提取误差。
处理过程如下,首先对目标图像进行滤波,以消除椒盐、脉冲等噪声的干扰,同时保留原图像的边缘信息。然后进行灰度化,由于本系统采用的是绿色光源的结构光,在RGB色彩空间下分离图像的颜色通道,其中绿色通道图像中线型光条纹区域的像素平均灰度值较大,与零件、背景等相比特征更为明显,提取其中的绿色通道图像进行灰度化处理能凸显结构光条纹,有利于提高提取光带条纹中心位置的精确度,灰度图像如图7所示。
由图7可知,光条纹所在区域的灰度值大且集中,根据这一特点进行垂直投影以获取粗略的条纹中心,如图8所示。进一步分析,由于线型光发生器输出稳定,因此可指定阈值进行二值化处理,以便确定线型条纹的粗略区域,阈值分割的结果如图9所示。获得条纹的粗略中心以及区域后,就可以使用上述算法提取光带中心的精确位置,提取到的光条中心图像如图10所示。选取每一幅图像中铜管与结构光交点的中心位置作为此时的特征值,并保存坐标值。根据相机标定得到的内外参数矩阵以及结构光平面方程,可将保存的坐标转换到局部世界坐标系中,即可得到四通阀各铜管的高度信息。
3实验结果
处理拍摄得到的零件图像,提取线结构光条纹中心获得亚像素平面图像坐标,结合相机内外参数、结构光平面方程,将图像坐标转化到三维世界坐标,从而求得四通阀的实际高度。如图11所示为采集到的零件图像,其中以2号铜管作为基准,计算其他3处铜管的实际高度,进行10组实验,使用影像仪测得实际距离作为真实值进行比较,计算结果及误差如表2所示。
由表中数据可知,使用线结构光法测量四通阀的高度,重复10次测量下,最大测量误差0.353mm,最小测量误差0.077mm,10次测量所得标准差为0.06744mm,符合工业生产线上的精度要求。
4结束语
本文提出了一种基于结构光的空调四通换向阀高度测量方法,建立局部世界坐标系,通过相机以及光平面的标定将二维图像坐标转换成三维世界坐标,获得四通阀实际高度值。结构光视觉空间测量通过三维测量的方式避免了四通阀铜管不共面造成的测量误差,提高了测量精确度,重复性的实验所得数据结果显示测量误差可控制在0.5 mm以内,符合实際的生产要求。
猜你喜欢
软件(2016年4期)2017-01-20
软件工程(2016年11期)2017-01-17
计算机应用(2016年12期)2017-01-13
中国新通信(2016年22期)2017-01-13
无线互联科技(2016年13期)2017-01-10
现代电子技术(2016年22期)2016-12-26
现代经济信息(2016年24期)2016-11-09
电脑知识与技术(2016年22期)2016-10-31
电脑知识与技术(2016年13期)2016-06-29
电脑知识与技术(2016年11期)2016-06-17
