S7-200型PLC在破碎系统中的生产应用
2018-05-13 17:10:40林斌
铜业工程 2018年2期
林 斌
(紫金山金铜矿,福建 龙岩 364200)
1 引言
随着先进的自动化控制技术在工矿企业生产中的推广应用,智能化生产已成为现今我国社会经济不断发展的一种必然趋势。PLC控制系统与传统的控制系统相比,具有操作简单、体积小、安装便捷、稳定性高、安全性强、可拓展性强、维护便利等优点,该技术编程简单方便,抗干扰能力强,在比较恶劣的环境中都能够正常使用,在大多数自动化控制领域中,PLC 技术都得到了广泛的应用和发展[1-4]。通过引入PLC控制技术对碎矿车间破碎系统进行联锁控制,能实现单体设备由简单控制到远程集中联锁控制,实现工业生产自动化控制,提升了设备使用效率,并且能为企业带来可观的经济效益。
2 矿石破碎工艺控制简介
振动给料机、破碎机、皮带运输机等设备是矿山企业破碎和运输矿石的核心设备,承担球磨机的原料供应。颚式破碎机C100和JM1312、圆锥破碎机φ1750 共3台、2YHA 4800*1800振动筛1台、皮带机全长534m。根据破碎车间工作环境差、设备运转时间长,可靠性要求高的特点原破碎系统采用传统继电器的控制方式,但是此种方式存在线路复杂、故障点多,维护检修繁琐等缺点。若使用PLC控制取代传统的继电器控制方式,简化了硬件构成,提高了控制性能、可靠性和生产过程的自动化程度。且现场技术人员只需经过简单培训,便能够掌握最基础的编程方法,直观地对梯形图语言进行运用操作[5-6]。
3 PLC控制系统硬件配置及控制要求
3.1 PLC控制系统选型
当前,美国、德国、日本等多种系列PLC都均可在国内市场方便采购,且国内许多厂家也能自身研发、组装多款PLC,故PLC系列功能参差不齐,价格悬殊较大,行业标准不一的情况普遍存在。通过综合考虑可靠性高,功能强,带负载能力,性价比等因素,选用西门子公司S7-200型PLC作为破碎车间破碎工艺控制系统具有结构小巧、可靠性和拓展性强、运行效率高、配置灵活等优点。该技术实现了模块化与系列化,用户只需根据自身需求运用软件针对性地对程序进行改变,完成自由组合的组态,最后直接将输入与输出信号接在端子上就完成了改变过程[4]。
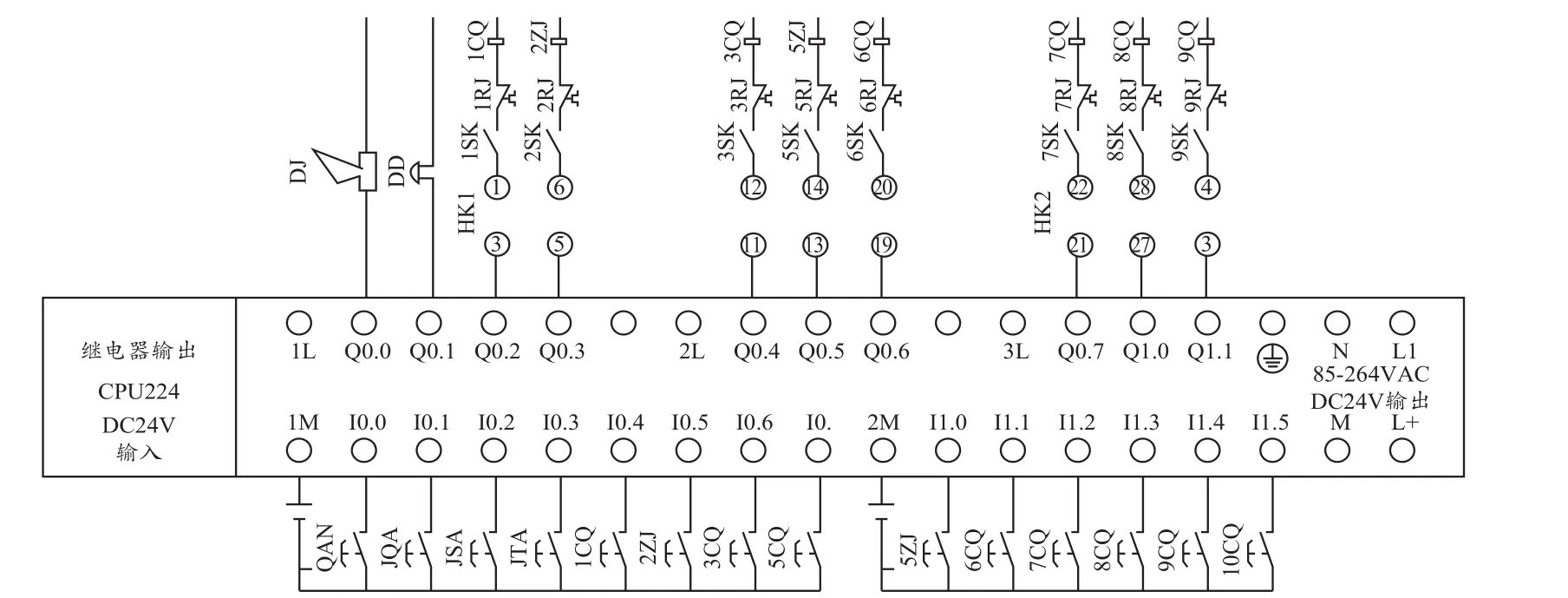
图1 I/O模块接线图
3.2 控制系统硬件配置
需选用S7-200PLC CPU224 14/10点I/O 一个单元,输入口36点,输出口41点,用以实现连锁的手动/自动控制,配置扩展模块EM223*2 8/8点I/O、EM223 16/16点I/O、EM222*2 4/4点I/O,共计54/50点I/O 6个单元的PLC。为保证PLC控制系统的运行安全,采用输入光电隔离器,输出配置继电器隔离的方式,使外部接入的I/O点与PLC模块完全隔离,防止外部电源对PLC模块的冲击。
S7200型PLC具有带负载能力强的优点;通过手动/自动转换、按钮和接触器常开触点输入信号;输出选用设备接触器线圈通电,设备运行、电子报警器和指示灯。本系统单机/联锁功能转换使用转换开关LW5-15D3461/12两个,简化了 I/O模块接线图,节省了输入、输出口数量,模块接线配置如图1。
4 工艺流程及控制要求
4.1 工艺控制流程
矿石破碎系统工艺控制流程,按顺序先启动振动筛、鄂式破碎机、圆锥破碎机,再开启皮带输送机,最后开启给料机进行下料的开机顺序进行控制。反之,系统停机顺序按照先停皮带运输机,再停破碎机,最后停振动筛控制工艺流程,详见图2。
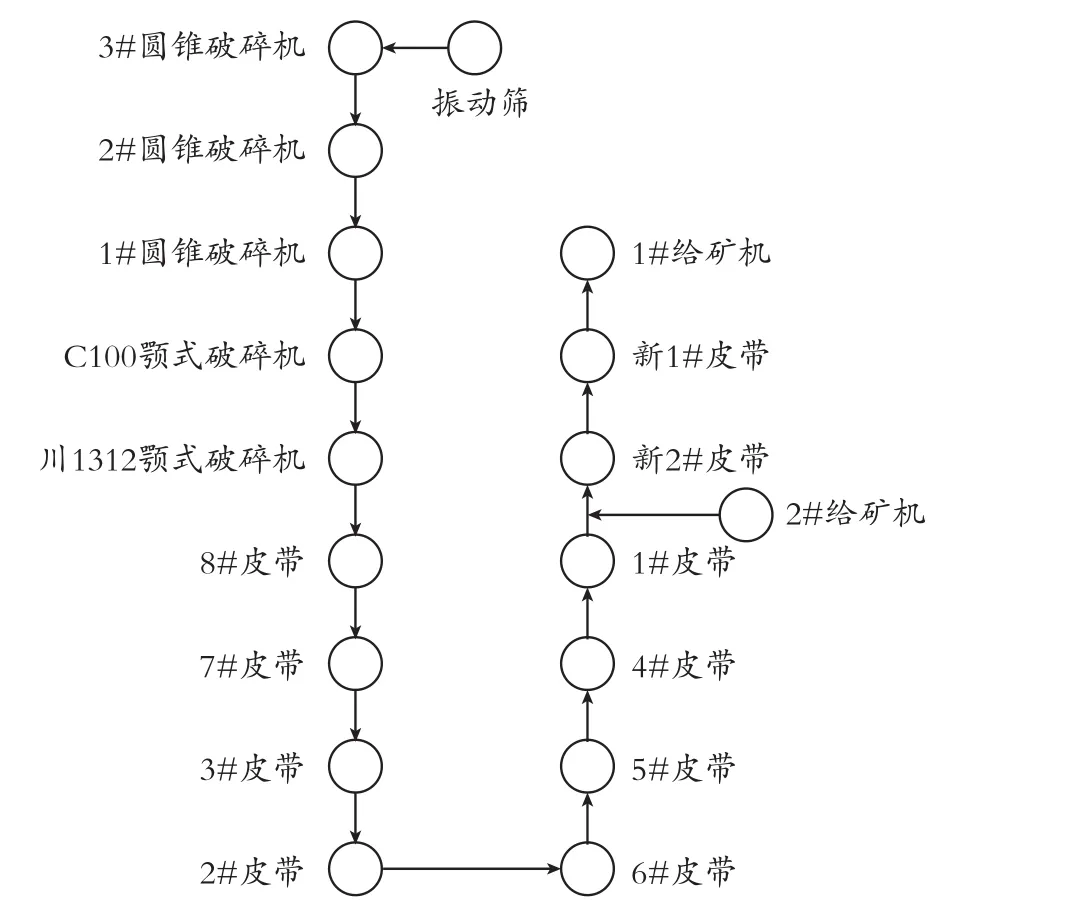
图2 工艺流程图
4.2 控制要求
控制系统可以根据生产的需要分为多段来设定,通过PLC控制系统软件编程实现给料机、破碎机、皮带机、原矿仓等设备的联锁控制,振动给料机、破碎机JM1312和槽式给料机、破碎机C100形成互备,共开的控制模式,并实现分段显示。当破碎机、皮带机在开机、停机时,指示灯显示控制,声光报警在故障时自动发出,并显示停机,系统具有手动/自动两种控制方式,操作人员现场解除故障后,再按下确认按钮解除报警信号,闪烁灯光切换至平光。
将HK转换按钮转换至连锁接通按钮时,系统连锁自动开始运行,现场启动按钮不起作用,只用紧急停车开关SK和拉绳开关处于接通状态,由集中控制盘发出启动预警信号,现场发出同意启动回铃,才能集中启动。当发生故障时扳动紧急停车开关SK和拉绳开关,按所扳动的设备位置,信号传输给PLC系统,PLC根据程序规定将相关的皮带或设备全部停车,并发出故障报警,在按动事故响铃按钮,事故接触。系统停车时,按动集中停车按钮,信号传输给PLC,PLC根据程序规定和时间,按顺序停车。
4.3 控制程序编制
利用编程软件中内部的继电器指令,定时器指令、计数器指令、位指令等功能,按照工艺控制要求进行逻辑编程,从而实现对外部I/O信号进行相关自动控制。图3为本控制系统中部分梯形图控制程序片段。

图3 梯形图控制程序片段图
启动条件程序PLC 梯形图如图3中Network24所示。T35是拉绳开关信号(瞬间动作,自动复位),M3.7是热继电器辅助触点信号,当拉绳开关动作时,T35断开,内部继电器M3.7动作,M3.7辅助触点闭合,回路通过T35和M3.7辅助触点接通。需要解除信号时,按下复位按钮,T35断开,即可断开回路。从图1中Network24可知,Q0.5得电时,无故障信号,具备启动条件。
停车程序PLC 梯形图如图3 Network25、26所示。I1.0是启动条件, T41是递减定时器,当发生故障或设备启动条件不满足时,PLC根据程序规定将相关的皮带全部停车,并发出故障报警,启动T41递减定时器,计时10 s后,T41 动作,触点Q0.3断开,使Q3.7无输出, PLC根据程序规定和时间,按顺序停车。
5 结语
S7-200型PLC模块具有性能稳定、性价比高、维修简单等许多优点,简化了系统的硬件构成,稳定性大大提高,故障明显减少。它改变了控制面貌,正逐步取代继电器电路。破碎车间破碎系统采用PLC系统控制,简化了系统的硬件构成,稳定性大大提高,故障明显减少。它改变了控制面貌,正逐步取代继电器电路的控制,系统在保留了设备现场单独的基础上,增加了强大自动化程序控制功能,能实现从单体设备控制到远程、过程、集散等多种控制,并兼顾各种保护功能,提高了企业生产效率。
猜你喜欢
机械管理开发(2021年8期)2021-09-21 11:58:58
铁道通信信号(2020年8期)2020-02-06 09:13:22
电子测试(2018年22期)2018-12-19 05:12:42
科技风(2018年15期)2018-05-14 08:39:00
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
电子制作(2016年23期)2016-05-17 03:53:43
制造技术与机床(2015年10期)2015-04-09 07:06:16
发明与创新(2015年30期)2015-02-27 10:39:52
有色冶金设计与研究(2014年6期)2014-04-13 08:59:30