工频交流电用作磁性处理主电源初步研究
2018-05-09 08:32李志新朱武兵
船电技术 2018年4期
李志新,朱武兵
(海军工程大学电气工程学院,武汉 430033)
0 引言
在磁性处理勤务中,为达到消除舰船固定磁场的目的,磁性处理主电源通常需产生图1所示的正负交替、幅值逐步衰减的脉冲电流,电流波形(幅值、上升下降时间、超调量等)要求严格,这就对磁性处理主电源提出了很高的要求。

图1 常用磁性处理主电源电流波形
有关文献表明[1,2],要对铁磁材料进行磁性处理,作用于其上的脉冲磁场最大幅值应满足式(1)

其中,xm——铁磁物质的最大磁化率;N——物体的退磁系数;Hc——铁磁材料的矫顽力。
还有文献表明[1,3,4],铁磁物体处于交变磁场中时,由于受涡流磁场的影响,磁场的幅值随着深度的增加而逐渐减小,其渗透深度为

其中μ为铁磁物体磁导率,σ为铁磁物体电导率,f为交变磁场频率,δ为趋肤的深度。若铁磁物体的厚度为 10 mm,σ为 107S/m,μ=100μ0,则给该铁磁物体进行磁性处理时,若脉冲磁场的最大幅值仅比式(1)所要求的略大,则其频率应远远小于2.53 Hz。故常用的脉冲式磁性处理主电源,脉冲持续时间和脉冲间隔时间均为数秒,其交变的频率极低[1,2]。
1 磁性处理主电源可行性的理论分析
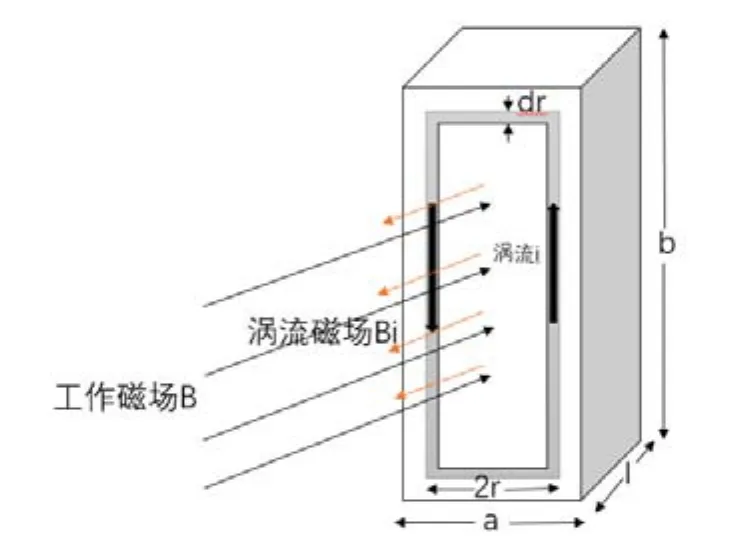
图2 涡流磁场与工作磁场
一个长为l,宽为b,厚为a,电阻率为ρ的铁磁物体处于交变工作磁场B中,将感应出电势,产生涡流电流,进而产生涡流磁场,如图2所示。沿电流方向将钢板分成许多厚度为 dr,宽为 2r,长为 2ra/b的金属薄筒,对涡流磁场进行较为粗略的估算,任意薄筒内的感应电动势为[3]

取工作磁场B=B0sinωt,不考虑电感时,该薄筒的涡流电流为
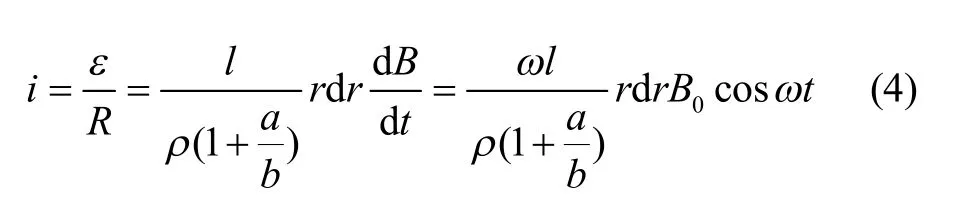
图2所示铁磁物体产生的涡流磁场由边缘向中心逐渐增强,中心的涡流磁场为
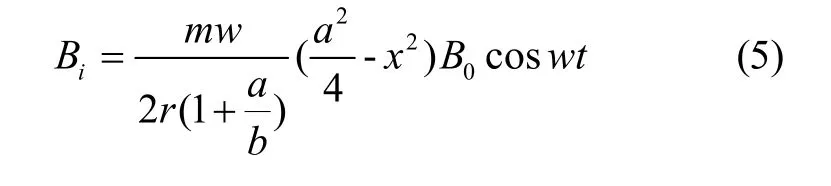
式(5)所得的涡流磁场未考虑电感,超前工作磁场 90°,实际上电感不可避免,而且电感的大小受多种因素影响,涡流磁场超前工作磁场(90°-φ),相应的φ的大小也受诸多因素影响,受频率的影响尤为显著。铁磁物质受工作磁场和涡流磁场的叠加磁场的作用,如图3所示。
由图3可知,总磁场幅的大小可能大于也可能小于工作磁场幅值,角度φ的影响甚大。在高频的情况下,φ趋于90°,工作磁场与涡流磁场方向相反,二者相互抵消,铁磁物体内的合成磁场幅值由边缘向中心逐渐减小,即为趋肤效应。而低频情况下,角度φ较小,合成磁场幅值可能大于工作磁场,所以当工作磁场的频率为工频(50 Hz)时,合成磁场的幅值极有可能大于工作磁场幅值。根据有关文献的分析,当作用在铁磁物质上的交变磁场的初始幅值满足式(1)时,即可对铁磁物质进行磁性处理,表明基于工频交流电的磁性处理主电源在理论上是可行的。
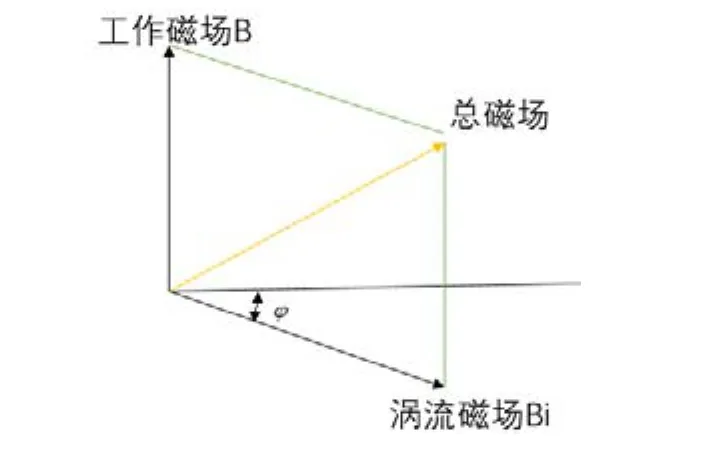
图3 工作磁场与涡流磁场合成后的总磁场
2 磁性处理主电源试验研究
用基于工频交流电的磁性处理主电源产生正弦式磁性处理工作电流(以下简称正弦电流),如图4(a)所示,用脉冲式磁性处理主电源产生脉冲式磁性处理工作电流(以下简称脉冲电流),如图4(b)所示,其中正弦电流从最大值衰减到接近零所需时间约为10~20 s,脉冲电流的衰减率为6%,每个脉冲持续时间为2 s,脉冲间隔时间为2 s,脉冲个数为49。
用图4所示的两种磁性处理工作电流分别对长度 1000 mm,宽度 200 mm,厚度 28 mm 的钢板从纵向方向进行磁性处理,处理效果如图5所示。在工作线圈匝数一定的情况下,从6 A开始,逐步增大正弦电流和脉冲电流的最大值,正弦电流最大有效值为 15 A时可将钢板固定磁场处理到比较理想范围(1000 nT以内),而脉冲电流最大值为15 A时,固定磁场值几乎不变(10000 nT左右),如图 5(a)所示(每两个测量点间间隔100 mm,下同);继续增大正弦电流和脉冲电流的最大值,至40 A时,两种工作电流均能将钢板固定磁场处理到比较理想范围(1200 nT以内),如图5(b)所示。
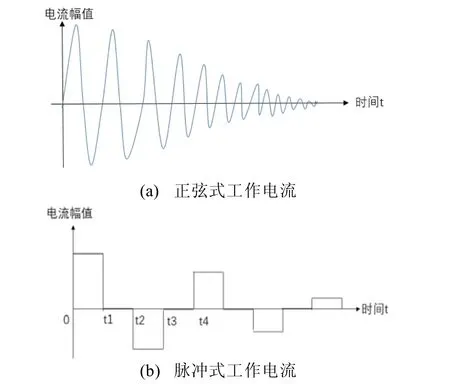
图4 磁性处理工作电流
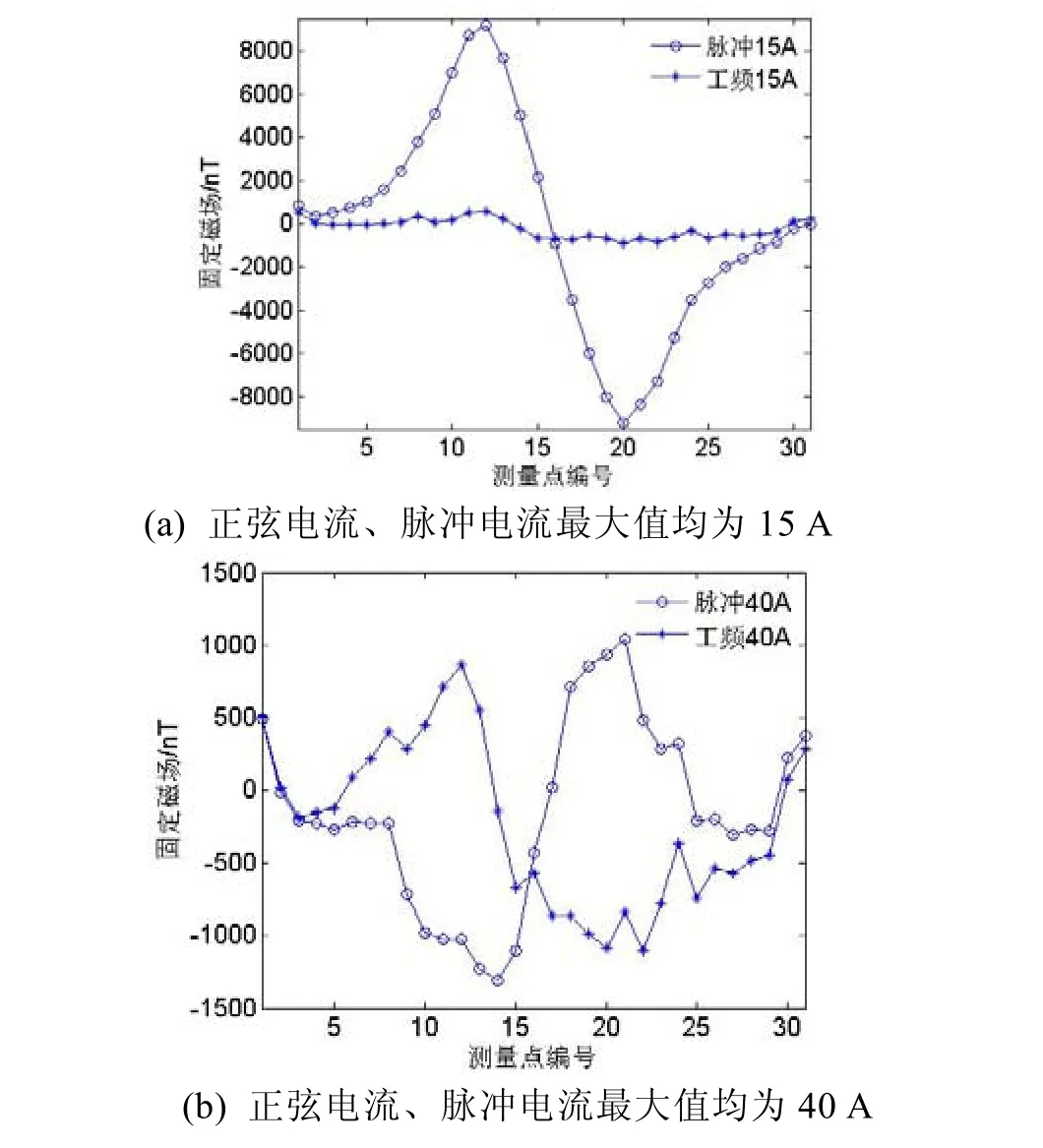
图5 厚钢板纵向磁性处理效果
用图4(a)所示正弦式电流对上述的厚钢板从垂向方向进行磁性处理,处理效果如图6所示。在工作线圈匝数一定的情况下,正弦电流最大有效值从50 A逐渐增加。增加到96 A时,固定磁场被处理到较为满意的范围(1000 nT以内)。受试验条件的限制,没有采用脉冲电流对厚钢板从垂向方向进行磁性处理。
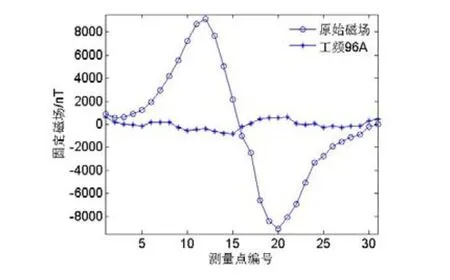
图6 厚钢板垂向磁性处理效果
图7 厚艇模
图8 厚艇模纵向磁性处理效果
用图4所示的两种磁性处理工作电流分别对图 7 所示的,长 1000 mm,舯宽 200 mm,厚 9 mm的厚艇模从纵向方向进行磁性处理,处理效果如图8所示。在工作线圈匝数一定的情况下,从6 A开始,逐步增大正弦电流和脉冲电流的最大值,正弦电流最大有效值为8 A时可将钢板固定磁场处理到比较理想范围(除个别点外,均在1000 nT以内),而脉冲电流最大值为8 A时,固定磁场值几乎不变(5000 nT),如图8(a)所示;继续增大正弦电流和脉冲电流的最大值,至25 A时,两种工作电流均能将钢板固定磁场处理到比较理想范围(1300 nT 以内), 如图 8(b)所示。
3 小结
对比正弦电流和脉冲电流的磁性处理效果,可见,在试验条件相同、磁性处理效果相近时,无论是对厚钢板还是对厚艇模的纵向方向的磁性处理,正弦电流所需幅值均不及脉冲电流所需幅值的二分之一;正弦电流对钢板垂向方向进行磁性处理时的处理效果进一步说明了,式(2)对磁性处理工作电流的约束有待进一步研究;经试验验证,基于工频交流电的磁性处理主电源至少在实验室范围内是可行的,与脉冲式磁性处理主电源相比较,具有所需最大幅值小,单次通电所需时间短、耗能量少,容易实现等特点,有开展进一步研究向工程应用实践推广的价值。
参考文献:
[1]周国华, 肖昌汉. 铁磁学[M]. 海军工程大学, 2014.
[2]郭成豹. 舰艇磁性处理技术[M]. 海军工程大学, 2015.
[3]龚善初. 涡流与趋肤效应[J]. 常德师范学院学报, 2000.
[4]张忠龙. 关于舰船涡流磁场的几个问题[M]. 海军工程学院, 1983.
猜你喜欢
数学物理学报(2022年5期)2022-10-09
机械工程材料(2022年6期)2022-08-03
新高考·高三数学(2022年3期)2022-04-28
兵器装备工程学报(2019年4期)2019-05-05
中学生数理化·高一版(2018年6期)2018-07-09
理科考试研究·高中(2017年7期)2017-11-04
黑龙江电力(2017年1期)2017-05-17
电镀与环保(2016年2期)2017-01-20
学生天地·小学低年级版(2016年9期)2016-05-14
中学生数理化·高二版(2016年9期)2016-05-14