
亲水箔延伸率异常降低的形成原因分析
2018-05-09 06:40:56周树德
世界有色金属 2018年4期
周树德
(新疆众和股份有限公司,新疆 乌鲁木齐 830000)
亲水箔延伸率决定了亲水箔的成型能力,是亲水箔的核心指标之一,生产过程中经常性会遇到延伸率异常降低的情况,从而因性能不合格而产生大量废品。笔者使用北京科技大学L145型扫描电子显微镜,日本EXl-1050三维视频显微镜等试验测试手段,从分析沁水箔的麻点缺陷入手,找到了导致亲水箔延伸率异常降低的原因并提出了相应的解决方法。
1 亲水箔延伸率异常降低时的特征表现
当确认成分、晶粒度、退火温度等均没有异常后,亲水箔延伸率异常降低与亲水箔麻点缺陷的出现基本完全同步,也就是说:当麻点缺陷出现时,亲水箔延伸率就出现明显下降。而麻点出现在亲水箔成品试样拉伸过程中,笔者对拉伸试样中的麻点位置进行断口形貌观察,发现拉伸试样表面出现一些中心弧状下陷类似起皮的光亮点,可以从断口形貌特征判断出试样断裂源于这类亮点的聚集部位。依照麻点形貌特点,将麻点划分两类:滑移线型麻点,麻点中间下陷,同时对称分布四根滑移线,中心下陷部分存在一条与铝箔轧制方向垂直的中间脊梁,其具体形貌如图1;陷坑型麻点为第二类,它的表观形貌就是垂直于轧制方向的下陷的小沟槽,这类麻点通常大范围密集出现,具体形貌如图2所示。
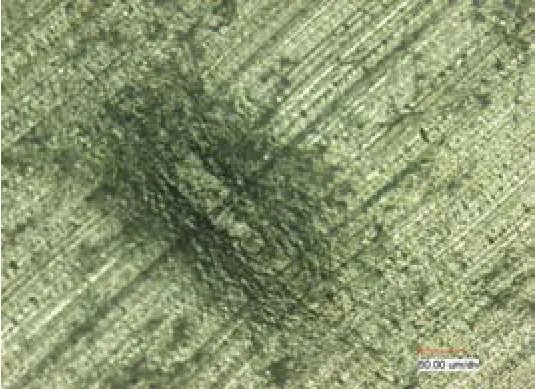
图1 滑移线型麻点
对麻点试样进行统计后发现:其一,滑移线型麻点占了麻点总数的绝大部分。滑移线型麻点离散出现,同一个拉伸试样上,如果出现滑移线型麻点,通常就不会再有陷坑型麻点出现。其二,一旦陷坑型麻点出现,麻点数目就非常大,麻点与麻点之间往往连成一片,此时亲水箔试样的各项性能指标都会全面大幅度下降。

图2 陷坑型麻点
2 麻点组织特征分析
笔者从研究麻点组织特点出发对麻点进行了分类分析。
2.1 滑移线型麻点
笔者将试样从麻点中心剖开并抛光,通过观察滑移线型麻点本身组织特征来判断导致试样拉伸断裂的主导原因:将麻点从对称的滑移线间分开,抛光清洗后观察其微观组织形貌特点。

图3 滑移线型麻点剖面形貌
从照片可以发现,拉伸试样断口部位疏松多孔,存在直径在10多微米的小坑在麻点中心至麻点边缘,有一条明显压合的接口,说明麻点部位必是组织疏松,正是疏松部位在试样拉伸过程中的裂纹扩展并快速断裂而导致了延伸率的大幅下降。
2.2 陷坑型麻点
选取麻点明显的拉伸试样,将拉伸样从麻点中心剖开后抛光,观察拉伸断口处抛光试样微观组织形貌。由麻点微观组织照片可以发现:拉伸样断面组织明显分层;麻点部位显示多孔疏松的状态、组织内部存在大量大小在3微米~6微米的孔洞。
2.3 无麻点拉伸试样断面形貌
为了与正常情况下的试样拉伸组织状态做对比,笔者选择各方面性能正常的亲水箔拉伸试样,抛光后观察断口组织形貌特点。正常试样断口位置组织明显致密,没有空洞类组织缺陷,更没有组织分层的情况出现。
3 麻点形成原因及显现过程
通过笔者大量的缺陷样观察与统计,完全确认:正是麻点的存在导致了亲水箔延伸率的异常降低。而亲水箔麻点主要表现形态为滑移线型麻点和陷坑型麻点两种。通过两种麻点内部组织结构的电镜分析,可以确认:麻点位置组织的疏松多孔导致的组织的不连续。对塑形体冷加工而言,能导致这种流动性差异的可能原因:一是麻点部位与其周边组织的力学性能有差异,如晶型、成分差别导致的力学性能差异、硬度、塑性等;二是麻点部位与其它部位存在物质上的不连续性,这种情况在就冷加工而言,一般都指的是微裂纹,孔洞等易导致组织内部应力集中最终诱发裂纹形成并扩展的组织缺陷。
4 研究结论与解决办法
如果铝液除气不净,导致大量氢气溶解于铝液中,便会导致铸轧过程中形成气孔。而如果铸轧加工率不够,便会导致铸轧板组织本身疏松、多孔、分层。这些气孔,组织空洞和疏松部位不能通过后继的冷轧和退火处理而消除,这些部位便成为亲水箔拉伸过程中良好的裂纹形成和扩展源。针对麻点的特征形貌可以得到如下结论:①滑移线型麻点的产生源于铸轧工序除气不善,铸轧组织气泡是形成这类麻点的主要原因。②陷坑型麻点的产生源于铸轧组织疏松多孔已经分层的缺陷,造成这种缺陷的主要原因是铸轧加工率太小。③要解决亲水箔由于麻点出现而导致的延伸率下降问题,需要针对麻点的不同类型采用针对性办法:滑移线型麻点需要加强除气方面的工艺控制,如精炼和在线除气过程;陷坑型麻点需要增大铸轧加工率以减少组织缺陷,如增大铸轧区、降低铸轧速度等办法。
5 结语
就以铸轧毛料为基础的整个亲水箔生产加工工艺过程而言,亲水箔麻点缺陷的出现并不奇怪,只要能认准麻点种类并认清麻点出现的主导原因,解决亲水箔麻点的方法就很简单。笔者在现场综合采用加强除气、提高铸轧加工率等方法,圆满解决了因麻点导致的延伸率异常下降问题,说明上述的麻点形成原因分析和对应的解决方法,都是完全正确的。
[1]靳光荣,黎寅基.双合铝箔暗面产生亮点的原因及预防措施[J].轻合金加工技术.1998.(8):21 ~ 22.
[2]周亚军,周宏慧.铝材轧制加工过程中的摩擦特点及影响[J],铝加工,2005,(4):17 ~ 21.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:46
中国金属通报(2021年18期)2021-12-27 07:09:56
湖北农机化(2021年7期)2021-12-07 17:18:46
锻造与冲压(2021年20期)2021-11-02 01:15:08
装备制造技术(2020年4期)2020-12-25 05:26:20
山西冶金(2019年3期)2019-09-21 03:11:12
江西建材(2018年4期)2018-04-10 12:37:28
中国重型装备(2017年1期)2017-03-28 13:12:21
核科学与工程(2015年3期)2015-09-26 11:58:13
电气传动(2015年10期)2015-07-11 06:12:28
