卫生陶瓷高压成形生产工艺控制*
2018-05-09 07:32:54樊立永
陶瓷 2018年4期
樊立永
(惠达卫浴股份有限公司 河北 唐山 063307)
前言
卫生陶瓷产品一般都采用注浆的方法成形。传统的注浆方法是将泥浆注入石膏模具中,借助石膏毛细管的吸力,把泥浆中的部分水脱出从而形成坯体。在生产实践中,人们发现增大泥浆压力,有助于成形速率的提高。以后又对注浆过程进行了系统的理论分析及实验研究,揭示出注浆成形速率与泥浆压力之间相互关系的规律,并建立了数学模型。简单地说,就是给泥浆施加的压力越大,坯体的成形速度越快。这就是高压注浆成形工艺开发的依据,其直接的目的就是要提高成形速率。而石膏模型受强度的限制,无法满足压力注浆的要求,研发替代材料成为该技术的关键课题。
高压注浆成形实际上是一个过滤过程,即多孔塑料模具注浆过程中泥浆颗粒运动到模具工作面,并依次沉积,形成一定强度的坯体。多孔塑料模具为水分的排除提供了通道,并赋予产品一定的形状。
随着科技的进步,国内卫生陶瓷行业正在向不断提高机械化程度,减轻作业劳动强度,改善作业环境等方面发展,在成形工序由高压注浆取代传统的石膏模具微压注浆方式已经成为主流,高压注浆以其占地少、作业环境适宜、效率高、劳动强度低、操作简便、质量优良等优势而备受青睐,在国内得到大面积推广。与普通注浆相比其生产周期为15~30 min,而普通注浆需12~24 h;石膏模具还需要烘干,而高压注浆模具为树脂模具不需要烘干可连续24 h不间断注浆;石膏模具使用寿命为90~120次,树脂模具使用为10 000~20 000次;但其相比普通注浆一次性投入较大,严格的工艺控制也是制约其质量提升的关键所在。笔者从高压注浆成形原理、工艺流程、高压组成、设备管理、环境管理、模具管理、泥浆管理以及干燥管理等多方面进行论述,谨供业内人士参考。
1 高压注浆成形原理
1.1 组成
高压注浆机由主机机架、模型、液压系统、电气系统、供水系统、压缩空气系统、供浆系统和运输系统组成。
1.2 模具
模具采用树脂掺入无机材料制备而成,内部根据产品人为设计通路,便于水分和气体的运行,使用寿命约为20 000次(如图1所示)。
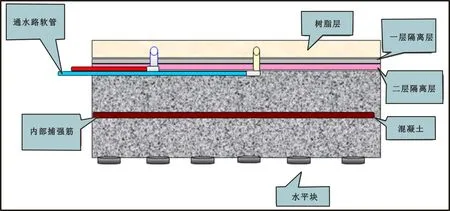
图1 树脂模具结构图
1.3 设备操作
高压成形机全部采用PLC自动控制,只需简单操控触摸屏就可以完成整个设备操作,自动注浆由低压注浆、高压注浆、排浆、巩固、脱型、冲洗、合模7个程序完成(如图2所示)。

图2 高压注浆设备
1.4 成形原理
随着低压注浆的完成,泥浆充满模型空腔,此时由于树脂模型内部微孔的自然吸力,泥浆中水分进入模型,泥浆中的原料颗粒吸附在模型吸浆表面形成一薄层坯体,随着高压注浆的到来,此时模型中的泥浆压力为1.0 MPa左右,在压力强制作用下,泥浆中大量水分被迅速压入到树脂模具微孔中并排出,在模型表面坯体逐渐增厚直至达到要求的厚度;随后排泥程序开启,多余的泥浆被排泥压缩气体从模具中排出体外;接下来进入巩固阶段,坯体在压缩空气的压力下部分水分继续进入模具微孔,使坯体颗粒排列更加紧密,变得更加致密,最后坯体达到工艺要求的厚度和强度。
2 高压注浆工艺控制
2.1 工艺流程
高压注浆工艺流程图如图3所示。
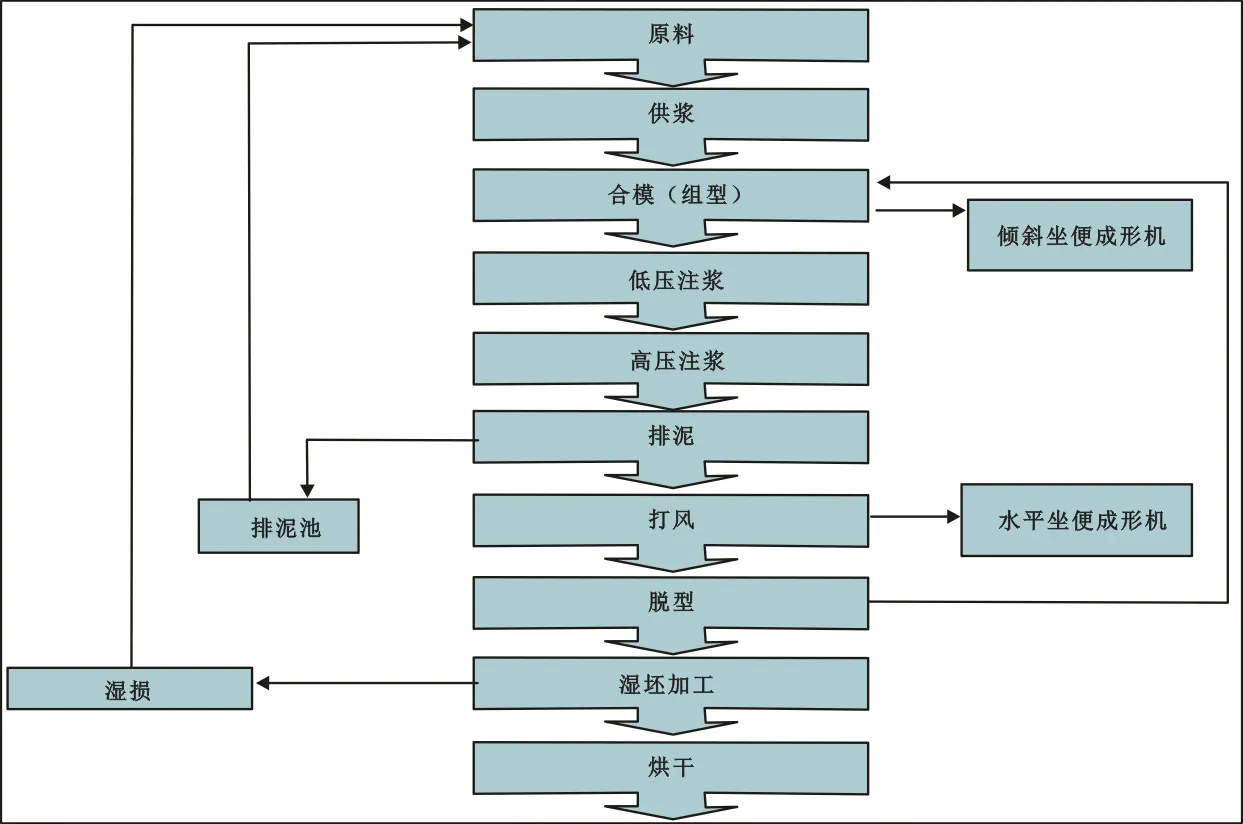
图3 高压注浆工艺流程图
2.2 设备管理
高压注浆机主要靠液压传动系统完成各种动作,所以对于液压系统的定期检修保养显得非常重要,其正常工作与否将对高压注浆带来重要影响,是高压注浆能否进行生产的主要因素之一,在生产过程中必须按照设备检修规范要求实现标准化操作。
2.3 环境管理
高压车间湿坯操作区的温湿度环境管理,是影响高压注浆产量、质量的一项基础性的关键工作,对湿坯的硬度及收缩造成直接影响,会使坯体形成内外的硬度差和收缩差,导致坯体的内外不一致,直接影响湿坯操作。
车间温湿度的控制是解决以上问题的基础,尤其在季节交替时段要做到车间的环境不受到外界环境的干扰。目前的措施是对车间进行密闭,在车间内进行加湿、加温和排潮设施的安装,人为进行干预温湿度,达到要求的数值。为了保证坯体的硬度,在操作间内设置风扇,加强空气流通保证湿度的均匀。要求高压车间湿坯操作区温湿度长期保持一致,温度为30 ℃±5 ℃,湿度达70%±10%。
2.4 模具管理
2.4.1 模具微孔
高压模具主要为树脂材料制成,其微孔直径控制在2.0~3.5 μm范围内,因此模型微孔内会存在泥浆颗粒及其气体和水带来的杂质,为了保证模具吃浆良好,工艺上要求定期对模具要进行清洗保证微孔畅通。
2.4.2 模具种类
目前模型主要有两种,一种为无机材料加树脂,另一种为欧洲材料(全部树脂)。两种材料和制造工艺不同生产出的模型在性质和使用方面存在着不同。但是在使用中模型的保养都起到了关键的作用,不管是在模型使用寿命方面还是在生产湿坯方面。
2.4.3 模型的保养与使用
2.4.3.1 清洗模型
要定期清洗模型,模型使用次数不能超过250次,每次洗模时间不能低于2 h,尤其模型到达使用后期,更要增加洗模频次,可在洗模用水中通入一定比例的次氯酸钠溶液,加速微孔中杂质的溶解;洗模气压为0.3~0.5 MPa,根据模型不同的实际情况掌握气压大小;洗模必须用400#水砂纸打磨模型表面沉积的杂质;欧洲对于模型外洗和内洗全部用与泥温相近的温水来进行,一方面可以使模型温度和泥温近似,增加坯体的硬度,缩短吸浆时间,另一方面温水可以迅速溶解模型微孔内的杂质,提高模型保养的质量。
2.4.3.2 模型炸裂
模型使用中要对模型型合面和定位销淤泥认真进行清理,避免垫泥等造成模型损坏。定位销凹槽的清理往往会被大家所忽略,凹槽内经常会有淤泥,致使模型在合型时产生缝隙,造成漏浆;同时也会加速模型的变形和松动直至产生模型破损。
新模型使用前250次内模型脱型压力不宜超过0.25 MPa ,大气压力不能超过0.15 MPa,可减少模型炸裂。从目前破损模型统计结果看,有70%的模型破损是由于设备操作不当造成。设备操作员必须对设备操作要熟悉掌握,在操作设备时对每一台设备都要进行检查。模具在上线之前必须对其外观、脱水、透气等项目进行检查确认,有问题的模型不能上线使用。
2.5 干燥制度
对于高压注浆生产来讲,湿坯的干燥制度至关重要,合理的干燥制度是保证生坯质量的关键因素之一。干燥制度包括干燥方法和干燥过程中各阶段的干燥速度、影响干燥速度的参数(干燥介质的种类、温度、湿度、流量与流速等)。最理想的干燥制度是指在最短的时间内获得无干燥缺陷生坯的制度。在生产中为了提高干燥效率,节约能源,总是希望干燥速度快一些,但是在坯体干燥过程中随着自由水的排除,颗粒表面水膜不断变薄,颗粒逐渐靠拢,坯体收缩,在收缩过程中因坯料的颗粒具有一定的取向性,导致干燥收缩的各项异性,这种各项异性导致了坯体内外层及各部分收缩率的差异,从而使产品内部产生了应力,当这种内应力大于塑性状态坯体的屈服值时,坯体发生变形,若内应力过大,超过其弹性状态坯体的强度时,会导致坯体开裂。
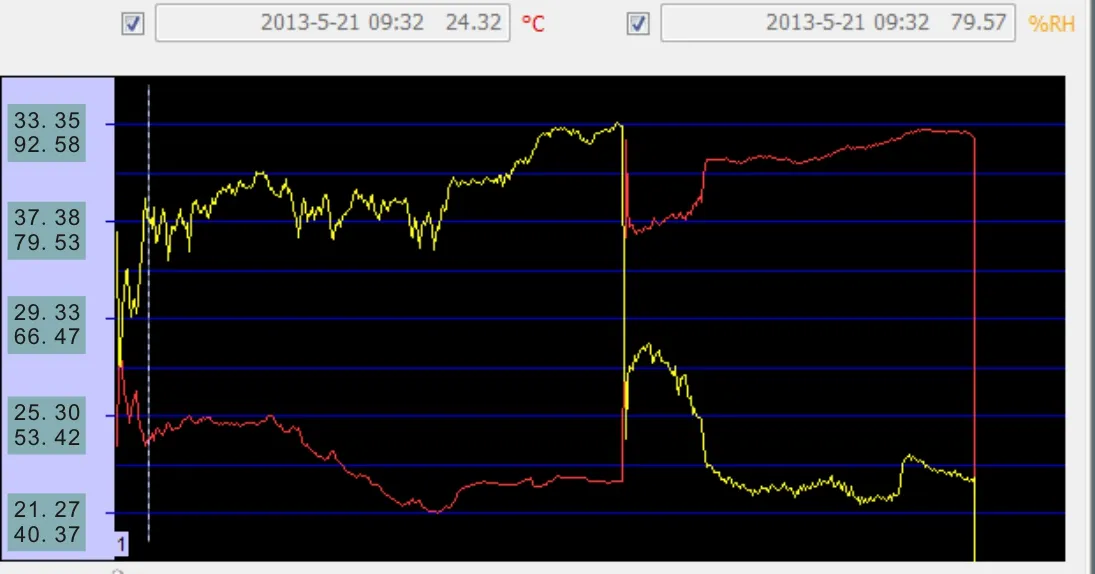
图4 湿坯干燥温湿度曲线
我公司高压干燥系统采用热空气干燥,干燥方式为连续干燥,分为缓干和快干2个阶段,其优点在于设备投入少,温度和流速易于控制。
无论何种干燥方法都要遵循湿坯干燥规律,在实际干燥中要根据坯体泥料组成、坯体器型结构综合考虑进行试验,找到坯体水分临界点,制定合理的干燥制度,高压湿坯含水率一般为19%~21%,最终要达到小于2%的水平(见图4)。
2.6 供浆系统控制
供浆系统仍然采用传统的泥浆罐加压输送到模具中的方式。其中的几个关键因素需要重点进行控制,包括压力大小、管道位置布局、阀门的控制、液位控制、温度的控制。
供浆罐压力的大小决定了泥浆充满模具的流速,压力大、流速高,湿坯容易产生缺陷,压力小影响注浆速度,我公司一般压力控制在0.01~0.03 MPa。
送浆管道的布置要遵循尽量减少“弯路”、减少“由上及下”或“由下及上”的运输,以平直最短为最佳。
高压注浆为自动注浆系统,管路阀门全部为气动阀门,由电磁阀程序控制。对管路上的各种阀门要定期检查有无磨损、泄漏、堵塞、跑气,发现问题要及时处理,保证开关有效。
泥浆罐液位控制采用智能射频导纳液位控制,智能上浆供浆系统,保证泥浆供应连续无断流现象。
泥温要保持稳定恒温,对于泥浆罐、管道要进行保温,而且供浆罐加装温控、搅拌系统,保证温度的均匀及浆料的均匀。
2.7 水、气系统控制
高压模具为树脂模具,在使用过程中要反复进行脱型、洗型、真空等操作,操作都离不开水和压缩空气的使用。在实际生产中对压缩空气的压力、洁净度要求较高,气压必须达到工艺要求压力值并保持稳定;压缩空气除安装过滤器进行过滤外还要安装冷干机进行除水;对于水要求用软水并进行杂质过滤,滤芯孔径为0.1 μm;所有这些要求的原因一是防止杂质堵塞模型,二是保证各种气动阀正常运行。
2.8 工艺参数管理
2.8.1 工艺参数
我们经过多年的生产实践总结出的生产工艺参数如表1所示。

表1 泥浆性能
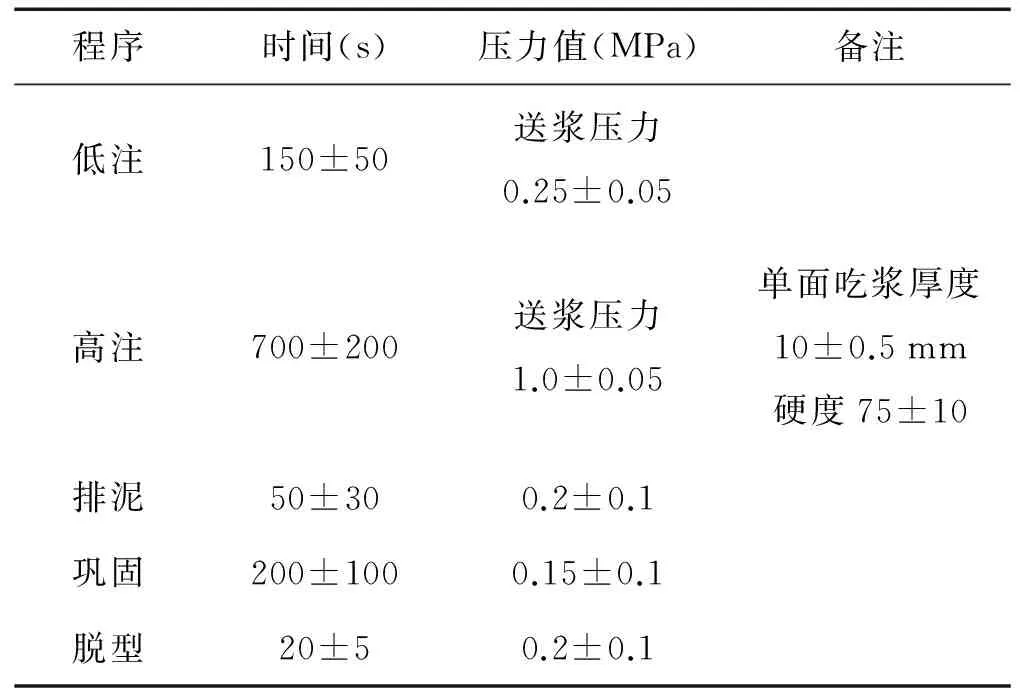
表2 成形注浆参数
2.8.2 工艺参数控制与坯体质量的关系
1)高压注浆对泥浆透水性、吸浆速度要求较高,透水性要好吸浆速度要快,而且还要充分考虑成形的需求,保证高压注浆能够顺利成形,充分发挥高压注浆连续不间断高效率注浆的优势;其配方在设计中从原料的选择使用到泥浆性状的稳定都要以此为目标。
2)泥温也是影响成形效率的一个重要因素,其变化不仅会使泥浆性状发生变化还会对成坯带来很大的影响,我们公司控制高压注浆温度为(35±5) ℃。适当提高泥浆温度,可以提高模型的吸水性和泥浆的流动性。泥浆温度为35~40 ℃时,温度每提高1 ℃可增加0.1 mm的吃浆厚度;温度太低,则会影响吃浆速度。因此,控制泥浆的温度在注浆成形过程中十分重要。
3)低压注浆的时间和压力决定模型中泥浆的填充程度。如果时间过短或压力过低,则泥浆可能会在程序结束时还未充满模型腔,使形成的坯体较薄或者厚薄不均匀,用高压注浆来补满泥浆产生大量的棕眼气泡;反之,会使形成的坯体过厚,造成浪费,坯体开裂也会增多,模型腔内部空气排除不净,在坯体内部表面形成气泡,影响坯体质量;时间和压力的调整以观察排气管泥浆液位和取出的湿坯质量为准,观察湿坯是否有由于泥浆低压注浆时未充满而造成的棕眼缺陷,而后对压力和时间进行调整。
4)高压注浆的时间和压力决定形成的坯体厚度和部分强度。当吃浆时间过短或压力过低时,可能使形成的坯体较薄(双面吃浆处没有吃“死”)或坯体发软;反之坯体会厚且硬,造成坯体粘模或开裂;我公司高压注浆时间控制在(700±200) s,补浆压力控制在(1.0±0.05) MPa;一般情况下,时间和压力调整要根据泥浆性状、温度、模具使用时间进行调整,要求每次注浆取出湿坯后对单面坯体厚度进行测量,保证单面吃浆厚度为(10±0.5) mm;
5)排浆时间主要是保证多余的泥浆能全部排净,时间长短主要根据泥浆的性能及模型的排浆角度等来进行调整,如果时间过短,坯体底部泥浆排不干净,造成坯体发软,有存浆,为干燥和烧成留下坯体变形和开裂的隐患,导致干燥及烧成合格率降低,生产成本相应提高;反之排浆时间过长也没有必要。另外,排浆角度不当,会导致坯体内部残留泥浆,影响坯体质量。时间的调整以干燥坯体缺陷为准,如发现干燥坯体出现批量变形和存浆造成的开裂则要根据实际情况调整时间。
6)巩固时间和压力对坯体的强度影响较大。如果时间短压力低则坯体发软,硬度低不利于挺形;反之,压力高时间长又容易发生坯体开裂和粘模。以湿坯硬度和缺陷以及干燥坯体质量为依据进行压力和时间的调整。
3 结论
高压注浆成形工艺控制管理集设备、泥浆、模具、环境管理于一身,需从多方面进行管理,综合考虑问题,高压注浆摆脱了个人对注修技能的过分依赖的束缚,突出了标准化、协作化,只有各方面按照工艺标准要求相互配合才能达到预期的效果,发挥出高压注浆效率高、作业环境好、劳动强度低的优势;目前高压注浆生产已经作为一项成熟的生产工艺在国内卫生陶瓷行业开始应用,进入产业化阶段,其生产产品种类已由单一走向多样化,产品结构由简单走向复杂化,连体便器国内也已经自主研发生产;其作为一项适应行业环保要求减少职业病发生的生产工艺具有非常广阔的前景和推广价值。
1 马铁成.陶瓷工艺学(第二版).北京:中国轻工业出版社. 2014
2 李希斌.卫生陶瓷高压树脂模型注浆成形工艺.全国性科技核心期刊——陶瓷,2003 (3):41~43
3 李转.卫生陶瓷装备现状及发展趋势.全国性科技核心期刊——陶瓷,2012 (8):12~15
4 徐熙武.我国卫生陶瓷生产技术装备进步与展望.全国性科技核心期刊——陶瓷,2015 (3):14~17
猜你喜欢
建材发展导向(2022年14期)2022-08-19 02:10:40
陶瓷学报(2021年4期)2021-10-14 08:57:28
佛山陶瓷(2021年1期)2021-03-02 01:08:52
建材发展导向(2021年24期)2021-02-12 02:00:04
模具制造(2019年4期)2019-12-29 05:18:58
少儿美术(快乐历史地理)(2019年8期)2019-12-21 01:50:24
佛山陶瓷(2019年9期)2019-12-02 15:33:17
山东冶金(2019年5期)2019-11-16 09:09:08
制造技术与机床(2018年9期)2018-09-19 06:48:36
佛山陶瓷(2017年8期)2017-09-06 09:47:33