
全热回收热泵技术在禽类屠宰行业的应用
2018-05-04 09:57舒建国毛国良
制冷技术 2018年1期
舒建国,毛国良
(冰轮环境技术股份有限公司,山东烟台 264002)
0 引言
随着国家对节能环保方面的日益重视,如何高效地使用能源、回收各种余热、减小对环境的污染成为人们关注的焦点。制冷行业是国民经济耗能大户,在制冷过程中有大量的冷凝热释放,而几乎所有的食品工艺制冷场所又需要大量热水或蒸汽,如禽类屠宰行业中的清洗、漂烫、器具消毒、地面冲洗、冬季采暖、洗手和淋浴、锅炉补水预热等[1]。
一侧是制冷系统的冷凝废热排放,另一侧又是锅炉耗能供给热水或者蒸汽,从能源利用角度分析,制冷和供热之间能量关系并没有被合理、有效的运用,存在着巨大浪费。通过热泵可将工艺生产过程中所产生的工业废热提高温度后用来供热或回用于工艺,节能空间非常大。常规的热泵技术能通过使用工业废热,得到50 ℃至85 ℃的热能。高温热泵的供热温度则更高,并且仍能保持较高的运行效率和较稳定的运行状态。由于高温热泵较宽的温度提升范围,使其在节能减排的大环境下,在工业余热回收方面有更多的应用[2]。相对于常规热泵,高温热泵供水的温度更高,国内外对于高温热泵的研究一直在深入。
西安交通大学压缩机研究所一直以来做了很多工作,利用实验的方法确定了余热回收用高温热泵的工况范围,研究排气温度随喷油温度的变化关系并拟合了两者的关系曲线,通过曲线可以定量地计算压缩机的排气温度,并对其高温工况下的数值进行有效控制,进而使出水温度更高也更稳定,在85 ℃左右[3]。与我公司合作研发了高温热泵用压缩机,并开发了回收油田余热的高温热泵机组,可实现 700 kW的制热量,创新性地采用两级冷凝器,两者串联从而实现更高的供水温度[4]。
天津大学对高温热泵的研究也做了很多有意义的尝试,主要研究有高温热泵中压缩机的变频特性[5]、工质泄漏对高温热泵循环的影响[6]及高温热泵负荷的智能控制[7]等。
针对热泵循环中关键部件,国内各高校也进行了相应研究。中科院的工程热物理研究所对用于制冷系统的毛细管的蒸发传热曾进行了研究[8];上海交通大学也曾对通用的毛细管的积分模型做了较多理论研究[9]。清华大学对蒸发器的沸腾换热做过研究[10]。
挪威能源研究所开发了一种高温热泵,该系统以 R717/H2O作为工质采用压缩吸收式方式,利用50 ℃的工业废热可得到 100 ℃左右的高温热水,COP在3.4以上[11]。德国GEA公司开发的大型工业用高温热泵以氨为工质,使用专用高压螺杆压缩机,出水温度可达90 ℃以上,单台制热量400 kW以上,系统运行稳定可靠[12]。
目前国内大多数屠宰场均采用蒸汽锅炉自给供热,少数有条件的企业直接购买蒸汽入厂。全热回收高温热泵技术通过直接回收制冷系统冷凝废热,在减少或杜绝制冷系统废热排放同时产生高温热水用于生产生活工艺[13]。
1 项目介绍
某杀鸡厂的制冷系统工质为氨;厂区内主要的用热工艺包括漂烫、清洗托盘、消毒和采暖(冬季);原采用两台两吨蒸汽锅炉提供热源;采用全热回收高温热泵技术用于提供热水后,蒸汽锅炉只开一台锅炉即可用于各工艺的维持负荷。
1.1 系统原理
全热回收高温热泵系统工作原理为:热泵系统的压缩机吸收原有制冷系统排至中间冷却器经洗涤冷却为饱和状态的蒸气,经压缩后成高温高压的过热气体进入冷凝器,其热量被水带走形成热水,被冷凝的制冷剂液体经节流后进入中间冷却器,最后进入低压制冷系统[14]。其系统流程示意图如图1所示。

图1 全热回收高温热泵系统原理图
1.2 用热参数统计
宰鸡漂烫池总容积约为 15 m³,两班生产,一天换2次水,共计30 m³。车间工艺耗水流量4 m³/h,单班生产工作时间为10 h,总补水量为80 m³。
用户冬季采暖面积6,000 m2,采用暖气片,为降低施工成本,按照现有采暖参数提供热水。根据换热站历年数据统计,最大采暖负荷约600 kW。
1.3 热源匹配校核
收集分析该厂全年生产过程中制冷系统运行参数及各工艺用热参数,通过将生产生活需热水总负荷、冬季采暖热水负荷、工艺热水负荷与制冷系统冷凝热分别进行逐时匹配,其数据逐时关系如图2~图4所示。

表1 用户各用热环节温度
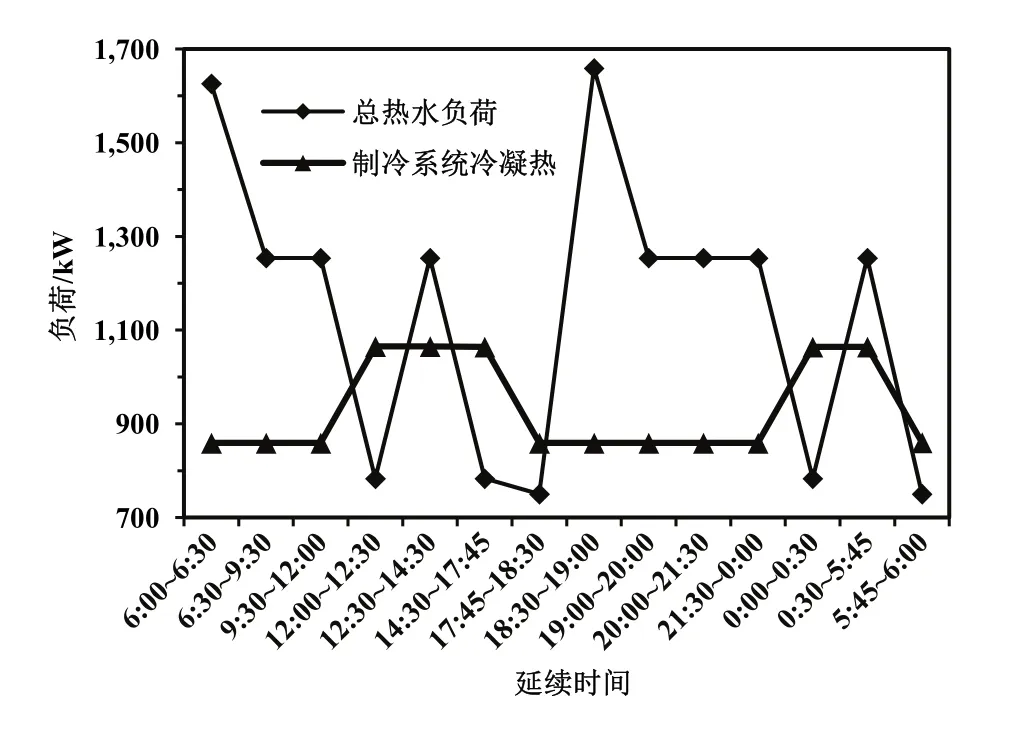
图2 冬季热水总量逐时负荷图
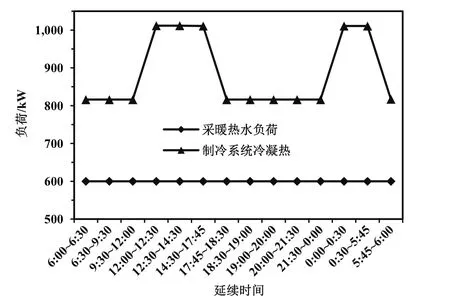
图3 采暖热水逐时负荷图

图4 工艺热水逐时负荷图
分析图2~图4,可得结论如下:
1)制冷系统冷凝废热在冬季时无法逐时满足采暖及生产工艺用热总量;
2)制冷系统冷凝废热在满足冬季采暖热水负荷最大负荷时,仍有大量剩余;
3)工艺热水用量逐时波动较大,无法与制冷系统冷凝废热逐时匹配。
2 方案设计
2.1 设备选型
基于上述分析结论,选用1套全热回收热泵机组,型号LS16SHRB,并配置蓄热水箱解决逐时负荷匹配问题。
考虑采暖负荷 600 kW只是最大负荷,实际采暖逐时负荷将小于此值;同时冬季采暖只用热不消耗水量,随着采暖负荷变化将造成回水温度的较大波动,存在影响热泵机组稳定运行可能性。
基于上述原因,设计了1台总容120 m3蓄热水箱;冬季采暖时切换为冷热两个水箱分离运行,蓄热的同时维持出水温度的稳定;非采暖季时切换为1个水箱,以充分利用水箱容积;满足车间生产工艺用热及冬季采暖用热的同时使用需求。
为便于计算,本文中将制冷系统一年四季运行工况分为冬季工况和夏季工况讨论。冬季工况按照制冷系统平均冷凝温度 25 ℃考虑;夏季工况按照平均冷凝温度 35 ℃考虑。LS16SHRB机组运行工况如表2所示。

表2 LS16SHRB机组运行工况
2.2 运行策略
采暖季时,LS16SHRB热泵机组不间断用于采暖,可在满足厂区采暖要求的同时,将富裕热量储存在蓄热水箱中,补充生产工艺用热水负荷。
非采暖季时,LS16SHRB热泵机组用于制取热水,按照夏季工况制热水量,约8 h即可制取60 t热水,使热泵机组保证在谷电时段运行,减少运行费用。
3 节能效益
氨全热回收高温热泵系统以消耗小部分电能为代价,利用回收制冷系统冷凝废热制取高温热水,综合效率极高。用于替代生产工艺一次性热水及采暖用负荷;在响应国家节能环保政策的同时,还可获得不菲的经济效益。
3.1 综合能效计算
由于使用氨全热回收热泵系统后,在维持制冷系统相同冷凝压力下,可减少制冷系统蒸发冷的水泵及风机开启数量。因此在热泵系统综合能效计算中需计入蒸发冷节省能耗[15]。LS16SHRB机组的运行能耗和综合能效分别如表3和表4所示。
通过数据对比发现,即使冬季环境制冷系统本身排压较低工况下,氨全热回收热泵系统运行能耗与综合能效仍保持在较高水平。

表3 LS16SHRB机组运行能耗
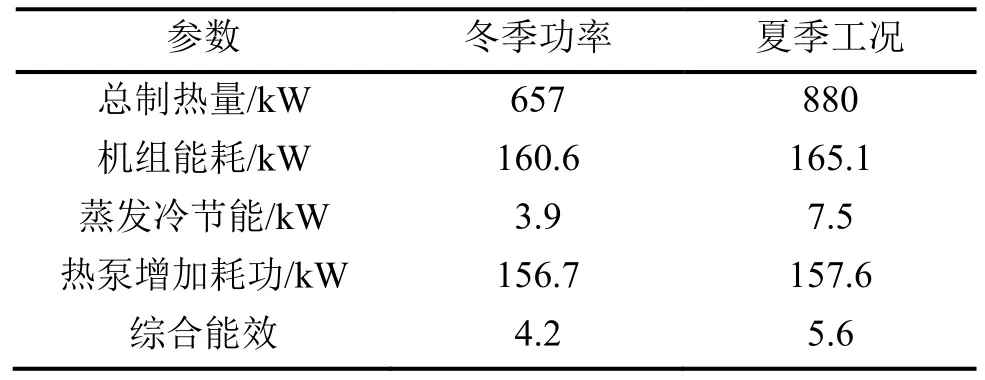
表4 LS16SHRB机组综合能效
3.2 能源价格统计
该厂能源价格为外购蒸汽205元/t,天然气价格为3.6元/Nm3。执行峰谷电价,不同时段电价如表5所示。

表5 不同时段电价
3.3 运行费用计算
氨全热回收热泵系统在该厂至今已运行1年有余,经历了整个采暖季,运行状态良好。
由于系统提供水温稳定,节能效果超出用户预期,加之能源价格上涨及环保压力增大等因素,今年下半年用户将员工洗浴及锅炉补水等工艺也接入热泵系统中。上述工艺接入后,由于蓄热水箱容积对瞬时用水量的缓冲作用,热泵机组将全年保持全天候运行。
系统的运行费用,按照全年工作日300天,冬季工况及夏季工况各半,全天连续运行计算而得,如表6所示。
3.4 节省费用计算
针对氨全热回收热泵系统经济性的横向对比,以1吨蒸汽热值700 kW⋅h为标准,分别对外购蒸汽、电锅炉蒸汽、燃气锅炉全年平均燃料成本进行了对比,如表7所示。结果表明采用氨全热回收热泵系统替代蒸汽锅炉,在经济成本上的优势极为明显。

表6 系统运行费用

表7 燃料成本对比
以LS16SHRB型号氨全热回收系统为例:其全年运行总制热量换算至蒸汽产量约为:
(657 kW +880 kW)×3,600 h/700 kW⋅h≈7,904.5 T (1)
相比其他能源成本,其全年节省费用见表8。
由表8可见,氨全热回收系统不但在节能环保方面具有显著优势,在经济效益方面也有着明显的经济效益。

表8 全年节省费用
4 结论
本文以氨高温热泵技术应用于禽类屠宰行业中制冷系统冷凝废热回收案例为背景,介绍了氨全热回收高温热泵技术在生产工艺热水及厂区采暖方面替代蒸汽锅炉的实际运行情况。与实际数据对比表明,氨全热回收高温热泵技术在实际应用中运行费用明显低于传统的热源方式,节能效果显著,经济效益明显,值得大力推广。
参考文献:
[1] 魏洪生, 朱世龙, 孙铁军. 小型屠宰工厂冷凝热回收及高温热泵热水系统的应用[J]. 肉类工业, 2014(7): 40-42.
[2] 周湘江, 连之伟, 叶晓江, 等. 高温热泵在我国应用的可行性分析[J]. 流体机械, 2003, 31(7): 55-58.
[3] 王凯, 曹锋, 邢子文. 一种新型余热回收高温热泵机组的性能研究[J]. 西安交通大学学报, 2008, 42(10):1309-1312.
[4] WANG K, CAO F, WANG S, et al. Investigation of the performance of a high-temperature heat pump using parallel cycles with serial heating on the water side[J].International Journal of Refrigeration, 2010, 33(6):1142-1151.
[5] 赵力, 张启. 关于频率和热泵输出负荷之间的关联[J].太阳能学报, 2003, 24(3): 311-315.
[6] 赵力. 循环工质的泄漏对于中高温热泵性能的影响[J].太阳能学报, 2003, 24(2): 152-156..
[7] ZHAO L. Theoretical and basic experimental analysis on load adjustment of geothermal heat pump systems[J].Energy conversion and management, 2003, 44(1): 1-9.
[8] 苗建印. 不同截面毛细管内蒸发传热的分析[C]// 中国工程热物理学会传热传质学学术会议论文集. 北京: 科学出版社, 1998: 37-43.
[9] 黄虎, 李奇贺, 袁冬雪. 空气源热泵热水机组变工况运行的实验研究[J]. 建筑科学, 2007, 12(23): 68-72.
[10] 柴立和, 彭晓峰, 王补宣. 沸腾系统中的分岔和突变现象[J]. 工程热物理学报, 1999, 30(3): 332-335.
[11] KIM J, PARK S R, BAIK Y J, et al. Experimental study of operating characteristics of compression/absorption hightemperature hybrid heat pump using waste heat[J].Renewable Energy, 2013, 54(54):13-19.
[12] GEA Refrigeration Technologies. GEA Grasso FXP heat pump[EB/OL]. [2010-03-02]. http://www.gearefrigeration.com/en-us/Components/heat-pumps/Grasso-FX-P/Pages/G EA-FXP.aspx.
[13] 郑大宇, 刘卫党, 韩祥民. 对现有大型制冷系统的冷凝热回收的研究[J]. 哈尔滨商业大学学报(自然科学版),2010, 26(5): 592-594.
[14] 陈镇凯, 胡文举, 江辉民, 等. 制约空气源热泵推广应用的技术因素的研究现状[J]. 制冷与空调, 2012, 1(12):12-18.
[15] 郑德贤, 陈光明, 丁国良, 等. 制冷原理与装置[M]. 北京:机械工业出版社, 2008.
[16] 周兵. 氨制冷系统冷凝器经济运行分析[J]. 制冷技术,2006, 26(2): 8-9.
[17] 王玉贵. HFC-134a螺杆冷水机组中满液式蒸发器回油设计讨论[J]. 制冷技术, 2007, 27(4): 16-17.
[18] 李甜甜, 李征涛, 王芳, 等. 空气源热泵热水机性能测试室测控系统研制与分析[J]. 冷藏技术, 2010, 31(4): 8-11.
[19] 顾小刚, 王玉军, 王天舒. 废水源热泵在印染企业的设计应用与性能分析[J]. 制冷技术, 2008, 28(3): 31-35.
猜你喜欢
煤气与热力(2022年4期)2022-05-23
煤气与热力(2021年10期)2021-12-02
煤气与热力(2021年5期)2021-07-22
山西教育·招考(2020年3期)2020-05-14
中国特种设备安全(2018年11期)2019-01-08
汽车维护与修理(2016年3期)2016-02-28
汽车实用技术(2015年8期)2015-12-26
制冷学报(2014年6期)2014-03-01
制冷学报(2014年6期)2014-03-01
制冷学报(2014年6期)2014-03-01
