高光泽抗冲聚苯乙烯生产技术及测试方法研究综述
2018-05-04 03:05冉崇文
中国塑料 2018年4期
冉崇文,朱 军,张 璐,张 冰
(1.中国石油独山子石化分公司研究院,新疆 独山子 833699;2.新疆维吾尔自治区橡塑重点实验室,新疆 独山子 833699)
0 前言
聚苯乙烯系树脂是五大通用型合成树脂之一,产量仅次于聚乙烯、聚氯乙烯和聚丙烯而居第四位。通用聚苯乙烯具有冲击强度低、耐环境应力开裂和耐热性差等缺点,使其应用受到了限制。为了改进其缺点,人们在苯乙烯单体内加入合成橡胶进行自由基聚合,制得化学接枝型高抗冲聚苯乙烯(PS-HI)。但由于PS-HI产品中橡胶的加入,使得产品表面光泽度下降,一定程度上限制了产品的用途,如何实现PS-HI产品冲击性能和表面光泽性能之间的平衡成为近年来聚苯乙烯研究的热点。
1 高光泽抗冲聚苯乙烯市场及主要厂家
2008年以来聚苯乙烯市场逐渐萎缩,市场出现供大于求局面,导致一些地区性的生产商完全退出该业务,促使供求关系趋于平衡,为更加有效的开拓和占领市场,世界级厂商纷纷加快聚苯乙烯业务的整合调整步伐,并不断推出新产品以提高竞争力。
图1为2016年全球聚苯乙烯产量及需求量发展情况。2016年全球聚苯乙烯产能为16 100 kt,较2015年减少50 kt,按地区划分,亚太地区产能为7 650 kt,占全球总产能的48 %;欧洲及中东地区产能约为5 010 kt,占全球总产能的31 %;北美地区产能为2 700 kt,占全球总产能的17 %;南美地区产能为670 kt,占全球总产能的4 %。全球前5名聚苯乙烯生产企业依次为美国陶氏集团、巴斯夫股份公司、欧洲苯乙烯类聚合物合资公司、道达尔公司、奇美实业,其产能分别为1 900、1 340、1 300、1 260、890 kt[1]8。
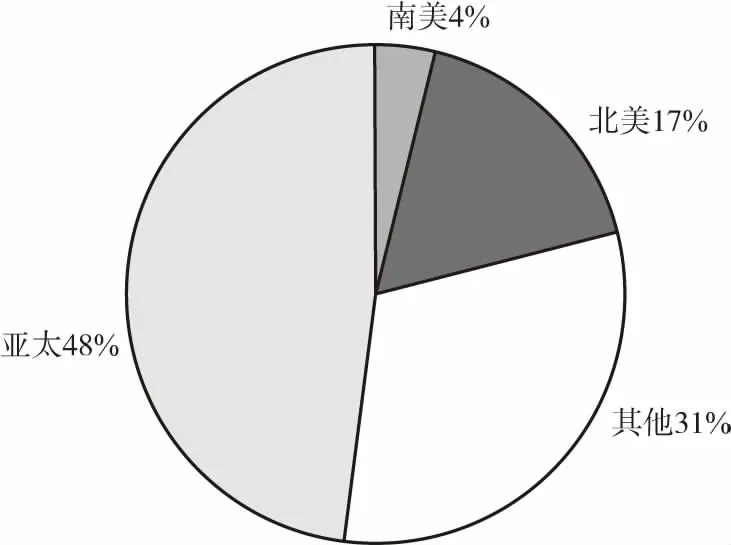
图1 2016年全球聚苯乙烯产量及需求量发展情况Fig.1 Global polystyrene production anddemand development in 2016
在国内,我国聚苯乙烯表观消费量增势趋缓,产量缓慢增长,进口量逐渐减少,出口量逐渐增加,如图2所示。2016年我国聚苯乙烯厂家产能增至3 656 kt,较2015年减少50 kt,降幅为1.35 %[1]8。2013年家电红利政策的取消,使得下游需求减弱明显,2015年国内整体产能和产量仍变化不大,这也就加剧了聚苯乙烯企业之间的竞争,聚苯乙烯产品消费疲态尽显。
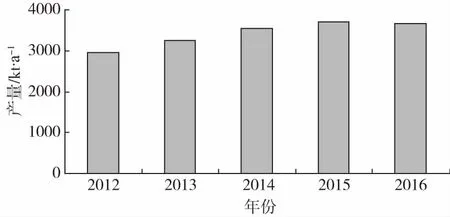
图2 2012—2016年中国聚苯乙烯产量及需求量发展情况Fig.2 China polystyrene production and demanddevelopment in 2012—2016
虽然国内进口量在逐年减少,但目前而言,我国仍是世界上最大的聚苯乙烯进口国。国产料在中低端领域应用较多,但一些领域的专用牌号产品仍完全依赖进口。这主要集中在电子电器应用领域,该领域的消费份额最大,占聚苯乙烯总消费量的63 %以上。其中主要以生产电视机、冰箱、洗衣机、空调外壳为主。
从国内进口的聚苯乙烯产品种类看,高光泽产品是目前进口量最大的品种,售价较通用料高出100~500元/吨,国内还不能完全自给,缺口较大。
表1[1]8-9为2016年国内聚苯乙烯的主要生产厂家。由表中数据可见,目前全国将近68 %左右的产能分布在华东地区。2014年华东地区生产厂家已达9家,而中、低端料生产占1 110 kt左右,在消费增速大幅放缓的景下,厂家只能打响价格战,这对于本就受挤压的低端市场而言,无疑是雪上加霜。上海赛科公司、江苏莱顿公司及赛宝龙公司同质化竞争明显,开工率整体不高,燕山石化50 kt装置自2011年11月30日起停车至今,且未有重启计划。辽通化工长期维持一条线生产,2014年较长时间处于停车状态。由此可见,小产能装置要生存就要避开同质化竞争,开发中、高端专用料。

表1 2016年国内主要聚苯乙烯生产厂家及产能Tab.1 Major domestic PS manufacturers andproduction capacity in 2016
高光泽PS-HI主要用于家电外壳的表层。迫于丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)的价格压力以及消费者对家电外表美观度的要求,格力、美的、新飞等国内大型家电企业生产家电的外壳表面均采用高光泽PS-HI进行表层涂覆。2015年市场需求高光泽PS-HI产品近60 kt,据调研目前市场高光泽牌号有DOW1180、奇美的PH888G、雅士得MB5210、BASF576H、张家港雪佛龙的MA5210等牌号,但应用最广的为DOW1180和奇美的PH888G。2015—2016年奇美装置全年生产PH888G产品,该产品既保持了PS-HI产品的高冲击性能,又具有良好的光泽性。
2 高光泽抗冲聚苯乙烯生产技术研究进展
2.1 PS-HI本体接枝聚合反应
在PS-HI的制备过程中,最大的一个特点就是由以橡胶相为连续相转变为以PS相为连续相,即在聚合过程中体系发生相转变。在PS-HI工艺中,橡胶在聚合作用前被溶解,作为一个连续相橡胶 - 苯乙烯溶液,在PS-HI反应器中,开始生成聚苯乙烯。由于聚苯乙烯和橡胶不相容,聚苯乙烯的生成是由橡胶 - 苯乙烯溶液中的聚苯乙烯 - 苯乙烯小滴溶液组成。聚苯乙烯 - 苯乙烯小滴被分散在连续相的橡胶 - 苯乙烯溶液中,像油类乳胶状。在聚合作用中,聚苯乙烯 - 苯乙烯小滴形成并生长,由一个点变成一个较大的聚苯乙烯 - 苯乙烯相,然后变成连续相,橡胶 - SM相变成PS-SM相中的小滴,即所称的相变。橡胶小滴最终成为PS-HI产品中的橡胶颗粒。相转变过程中形成的微观结构决定了PS-HI的力学性能。
PS-HI本体接枝聚合反应过程中,影响产品结构的关键因素为橡胶相结构,该结构在相转变过程中形成,相转变后橡胶相形态结构基本不会发生变化,因此相转变是PS-HI制备过程中的关键控制点。
2.2 高光泽抗冲聚苯乙烯生产技术
影响PS-HI产品冲击性能和光泽性能的因素很多。为了获得冲击性能与表面光泽性兼优的橡胶改性PS-HI树脂,人们进行了大量的研究。
专利CN1233677C[2]是将质量分数为80 %~95 %的苯乙烯和质量分数为5 %~20 %的聚丁二烯橡胶组成的溶液与用有机化合物进行有机处理的黏土材料一起放在第一反应器中,温度90~150 ℃下进行聚合,使聚丁二烯橡胶颗粒被分散成0.1~1.0 μm 和 1.5~6.0 μm 2种不同平均粒径,从而达到高冲击、高光泽目的。
专利CN1057105C[3]是采用40 %~90 %的苯乙烯系共聚物(A)和10 %~60 %橡胶状接枝共聚物(B),(B)接枝共聚物包括65 %~95 %的橡胶(B1)和5 %~30 %的苯乙烯系共聚物(B2),其中(B2)未接枝的苯乙烯系共聚物含量占苯乙烯系共聚物(B2)总量的20 %(质量分数,下同)以下,接枝的苯乙烯系共聚物的相对分子质量为20~150 000,在几种反应物的共同作用下,形成多粒径分布状态,从而达到高冲击、高流动的目的。
专利US4146589[4]将丁二烯橡胶/苯乙烯单体溶液部分聚合,形成0.5~1 μm的分散的橡胶微粒;又将丁二烯橡胶/苯乙烯单体溶液部分聚合,形成2~3 μm的分散的橡胶微粒;然后将形成的这2部分聚合的混合物合并,进一步聚合。当0.5~1 μm的微粒占70 %~95 %,2~3 μm的微粒占5 %~30 %时,制成的树脂具有优良的光泽/韧性平衡。
Echte等[5]的专利US4493922形成了60 %~95 %的具有“胶囊”形态的(在该领域还称为“单包藏”或“核/壳”形态)0.2~0.6 μm的橡胶微粒,质量分数为5 %~40 %的2~8 μm具有蜂窝状或“线团”状微粒形态。
Kasahara等[6]的专利US5039714涉及双峰值PS-HI组合物,该组合物含有具有单包藏(或“胶囊”)形态的较小(即0.1~0.6 μm)的微粒尺寸的分散的橡胶组分以及具有蜂窝状形态的较大的分散的橡胶组分。
Blumenstein等[7]的专利US5334658公开了一种双峰PS-HI树脂组合物,它包括75 %~91 %的聚苯乙烯和3 %~25 %的弹性共聚合物颗粒。
Schrader等[8]的专利US5428106公开了一种PS-HI组合物,它包括90 %~55 %的聚苯乙烯和10 %~45 %的接枝和包藏的二烯基橡胶颗粒,该橡胶颗粒由如下部分组成:25 %~80 %具有胶囊形态和体积平均尺寸0.1~0.4 μm 的橡胶粒径和约75 %~20 %具有缠结形态和体积平均颗粒尺寸约0.25~1 μm的橡胶颗粒。
Schrader等[9]的专利US5491195公开了使用串联连接的3个搅拌管式聚合反应器,包括90 %~55 %的聚苯乙烯和10 %~45 %分散于聚苯乙烯基体内的二烯基橡胶颗粒,该橡胶颗粒由如下组成:25 %~80 %具有胶囊形态和体积平均尺寸0.1~0.4 μm 的橡胶粒径和约75 %~20 %具有缠结形态和1 %~25 %的具有微孔形态和体积平均颗粒尺寸约为0.6~1.2 μm的橡胶颗粒。
鲍恩等[10]的申请号为98805199.0的专利,公布了双峰高光高抗聚苯乙烯,采用在第一反应区加入嵌段丁苯橡胶(SB),在三反应区加入丁二烯橡胶(PB)的方法进行工业化生产;
上海赛科公司的CN101613440B专利[11]公开了一种使用高顺式聚丁二烯和低顺式顺丁二烯橡胶聚合生产具有双峰分布的高光泽聚苯乙烯。
江苏莱顿宝高专利CN102924838A[12]公开了一种使用2种低顺式橡胶混配生产具有双峰粒径分布的高光泽聚苯乙烯。
虽然上述专利中实现兼具高光泽和高抗冲击性能的聚苯乙烯的方法不尽相同,但实现上述性能的共同点为,聚苯乙烯中的改性橡胶的分布为双峰分布,双峰分布中改性橡胶的大、小粒径的分布范围不同。
3 光泽度的测试原理及影响因素
3.1 光泽度的测试原理
塑料行业一般采用GB/T 8807—1988《塑料镜面光泽试验方法》或ASTM D523等标准通过光泽度计进行光泽度测试,测试采用C或D65光谱条件光源,光线以一定角度照射到试样表面,测量入射光镜面方向的反射光通量其中主要的角度为20 °、45 °以及60 °。
仪器操作前需要进行校准,对于20 °和60 °通常采用折射率为1.567黑玻璃作为标准板,测量其反射光通量,并将其光泽度定义为100 %,对于45 °,采用折射率为1.540黑玻璃作为标准板,光泽度定义为55.9 %。
3.2 不同厂家光泽度测试方法
不同厂家虽然均采用GB/T 8807—1988标准进行光泽度测试,但GB/T 8807—1988标准中没有规定具体的测试试样厚度、是否加盖覆盖物等,表2中统计了不同厂家的测试细节,由表2中数据可见,格力厂家采用成品板材进行测试,其余测试单位采用2 mm样片进行试验,由光泽度测试原理分析,试样厚度对结果影响较小;不同厂家采用的仪器不同,仪器对测试结果的差距影响较小;一般加盖覆盖物测试数据结果稳定性更高,但不同厂家均未加覆盖物,而直接进行测试。

表2 测试具体方法Tab.2 Test methods
综上所诉,对于光泽度测试,设备预热30 min后,仪器对测试结果影响不大,对于聚苯乙烯高光产品多采用60 °进行测试,根据调研结果,测试不加盖覆盖物。
3.3 影响光泽度测试的因素
PS-HI光泽度的测试包括注塑制样及按照GB/T 8807—1988方法进行光泽度测试2个过程,对2个过程进行研究分析。
3.3.1 注塑工艺对光泽度测试的影响
注塑工艺对产品的光泽度影响较大,生产PS-HI产品不同厂家采用注塑模具不尽相同,光泽度与材料复制模具的能力有关,即与模具的生产厂家及保存程度相关性较大;各厂家注塑机参数均不相同,注塑过程中产品塑化程度、流道设计以及对不同物料的适应性均无法保持一致,模具温度控制较高,对高光产品的测试比较有利(表3)。

表3 不同厂家的注塑机参数及注塑条件Tab.3 Injection molding machine parameters andinjection conditions of different manufacturers
3.3.2 注塑过程对PS-HI产品光泽度的影响
注射成型是将熔融的塑料注入模具型腔内,经冷却后,得到各种预期形状塑料产品。一般过程是:将粒状或粉状塑料从注塑机的料斗送入机筒中加热,达到一定的温度塑化成熔融体,由螺杆施压而通过机筒端部的喷嘴和模具的流道压入闭合的模具型腔中,再经冷却硬化而形成模腔所赋予的形状,开模取出后就完成了一个注塑周期。在这一过程中熔体温度控制不好,注射压力控制不当,模具结构不合理,模具温度控制不恰当等都有可能会影响到产品的最终结果,影响制品的光泽度。
对于高光泽PS-HI产品,光泽度与材料复制模具的能力有关,注射温度和模具温度的升高,材料的流动性增加,复制模具的能力增加,光泽度提高,提高注射速度和压力也会提高了剪切能力同样也可以使制品光泽度上升,保压压力和保压时间的延长一定程度上也会影响光泽度但影响程度小于其余几个参数。
(1)熔体温度对产品光泽性的影响
PS-HI产品的加压注塑前要加热。随着注塑温度的升高,光泽度会明显升高,其原因可能为随着注射温度的升高,材料的黏度降低,产品流动性提高,其复制模具的程度越高,产品的光泽性能越好。但温度过高PS-HI产品容易分解,产生小分子产品,同时注塑件易发黄,但温度过低产品流动速率较低,影响生产速率的同时,产品可能会出现熔接痕、充模不完全的现象。所以必须充分地控制注塑过程中的熔体温度。
(2)模具温度对产品光泽性的影响
一般条件下,聚苯乙烯模具温度多为35~50 ℃,生产高光产品时对模具温度的要求较为严格,甚至有些厂家配置有特殊的模温机将模具温度升高至120 ℃及以上,随着模具温度的升高,光泽度会明显升高,其原因可能为随着模具温度的升高,材料在模具中的流动性和可塑性增加,其复制模具的程度越高,冷却定型的时间更为充分光泽性好。
(3)注射压力对产品光泽性的影响
注塑工艺中的注射压力对塑料制件的最终产品产生多方面的影响。例如形成飞边、表面质量差和粘模等。一般随着注射压力的增加,光泽度呈现先升高后降低的趋势。所以适当的注射压力是获得高品质产品的关键。同时,注射压力过大,开模后可能出现脱模困难,这是由于过填充使塑料的成型收缩率比正常情况下的变小了。同时过高的压力,可能使得塑件表面产生搓痕或皱纹。
(4)注射速度对产品光泽性的影响
注射速度不但对注塑的效率有影响,而且对塑件的质量也会产生影响。注塑时的充满速度会影响到塑料分子的取向。当内应力达到一定程度塑件就会产生翘曲变形。所以注射速度必须适当。注射速度太快,对模具产生的张开力大增,如果锁模力不足,就会导致溢料产生飞边等缺陷。注射速度对光泽度具有较大影响,随着注射速度的增加,产品的光泽性不断增加,其原因可能是由于注射速度提高,剪切力提高,材料的黏度下降,流动性增加,复制模具的能力增强。
(5)保压压力对产品光泽性的影响
保压压力与注射压力对注塑产品性能影响规律相当,保压压力调节不当,同样会造成飞边、表面雾化、难脱模、表面品质差等问题,保压压力对光泽度的影响呈现先增加后降低的趋势,与注射压力对光泽度的影响相似。
3.3.3 测试仪器的影响
光泽度标准板按光泽度值又分为高、中、低3种,高光泽PS-HI采用高光泽度标准板。标准板容易受到划伤及灰尘的影响,仪器在设计上,需要考虑标准板得到很好的保护,否则测试的准确性无法得到保证。
仪器测量数据的线型度是关系到仪器好坏的重要因素。一般测量数据是比较准确的,但测量远离标准板的光泽度的材料,测量数据是否准确,就需要仪器测量系统的线型度是否优良来保证。仪器测量采集系统的线型度是光泽度仪器设计的一个难点。仪器的光源的稳定性及是否有温度补偿功能,也是仪器是否稳定的一种重要因素。
光泽度仪是通过将电能转换成光能,为测试提供所需要的光源,因此光源强度的稳定性以及光泽度仪检测系统的稳定性都对光泽度测量结果产生影响。胡慧林等[13]在《ABS树脂光泽度的测试方法研究I》一文中提出不同仪器预热30 min后的测试结果均基本稳定,与设备不同相关性不大。这其中所指的仪器预热是指仪器接通电源30 min后进行零点校准和标准板校准,然后再开始进行测试,预热可以保证光源强度的稳定性以及光泽度仪检测系统的稳定性。
3.3.4 测试角度的影响
测试标准规定了不同的测试角度,常用的测试角度有20 °、45 °、60 °、75 °、85 °。根据材料光泽度不同选择不同的测试角度,不同测试角度测试的结果不能互相比较。
入射光角度越小,光线越垂直样件表面。如果选择光线更垂直测试表面,被反射的光线获得更大的动量,需要物体表面能够提供更多的弹性,更能反映材料的表面特性。增大入射光角度,反射光线获得的动量减少,反射光线的数量增多[14]。对于高光泽材料,如果采用大入射角测试,由于材料反射光线能力很强,一些细小的差异分辨不出来。这也是高光泽材料选择小角度测试的原因。因此高光PS-HI产品一般可以选择45 °、60 °。
4 展望
目前,国内外实现工业化生产的PS-HI专用聚丁二烯橡胶大部分都是锂系LCBR和HCBR。橡胶中的乙烯基含量是影响接枝反应的重要因素。适用于PS-HI的丁苯橡胶一般是指溶液聚合丁苯橡胶,包括无规共聚和嵌段共聚2种类型。对于嵌段丁苯共聚橡胶,苯乙烯含量增加,引起PS-HI的相态结构变化,从而使PS-HI冲击强度下降,光泽性提高。对于无规丁苯共聚橡胶,随苯乙烯含量增加,橡胶相微粒尺寸下降,同样造成PS-HI冲击强度下降,光泽性提高。
因此,仅用一种橡胶改性聚苯乙烯可能无法获得品质优良的高光泽、高抗冲聚苯乙烯产品,采用2种及以上橡胶进行聚合改性是未来开发品质优良的高光泽、高抗冲聚苯乙烯产品的研究方向。
5 结语
为了获得冲击性能与表面光泽性兼优的橡胶改性PS-HI树脂人们进行了大量的研究。研究发现:影响PS-HI产品冲击性能和光泽性能的因素很多。PS-HI的相对分子质量决定了有效链段之间的相互作用力,对冲击性能有一定影响。橡胶的种类和用量也是影响PS-HI力学和光泽性能的重要因素。橡胶颗粒在PS中的粒径及粒径分布因为影响了光的吸收和反射,从而影响产品的光泽度。
实现兼具高光泽和高抗冲击性能的PS的方法不尽相同,但实现上述性能的共同点为:PS中的改性橡胶的分布为双峰分布。未来,为了获得更高冲击高光泽的抗冲共聚聚苯乙烯产品可从双峰分布中改性橡胶的种类及粒径分布方面进行深入研究。
参考文献:
[1] 卓创资讯.聚苯乙烯市场年度报告[R].2016.
[2] 第一毛织株式会社.高光泽度和抗冲击强度的橡胶改性聚苯乙烯树脂组合物的制备研究:CN1233677C[P].2005-12-28.
[3] 奇美实业股份有限公司.高光泽耐冲击性和加工流动性良好的苯乙烯系树脂组合物:CN1057105C[P].2000-10-04.
[4] MONSANTO Co. Method For Preparing a Monoalkenyl Aromatic Polyblend Having a Dispersed Rubber Phase as Particles With a Bimodal Particle Size Distribution: US4146589A[P].1979-03-27.
[5] BASF AG. Impact-resistant Thermoplastic Moiding Material: US4493922A[P].1985-01-15.
[6] ASAHI CHEMICAL Ind. Rubber-modified Polystyrene Resin Composition: US5039714A[P].1991-08-13.
[7] BASF AG. Thermoplatic Molding Materials: US5334658A [P].1994-08-02.
[8] DOW CHEMICAL Co. Rubber Modified Polystyrene: US5428106A[P].1995-06-27.
[9] DOW CHEMICAL Co. Rubber Modified Polystyrene: US5491195A[P].1996-02-13.
[10] 切夫里昂化学有限责任公司.制备具有高光泽和高冲击强度的双峰PS-HI的现场方法:CN98805199.0[P].2000-06-14.
[11] 上海赛科石油化工有限责任公司.一种高抗冲高光泽双峰聚苯乙烯材料及其制备方法:CN200910055952.2[P].2009-08-06.
[12] 江苏莱顿宝富塑化有限公司.一种高光泽度和高冲击强度聚苯乙烯树脂组合物及其制备方法:CN102924838A[P].2013-02-13.
[13] 胡慧林,宋银彪,徐永田,等.ABS树脂光泽度的测试方法研究[J].塑料工业,2014(1):91-94.
HU H L, SONG Y B, XU Y T, et al. ABS Resin Gloss Test Methods [J]. Plastics Industry, 2014 (1): 91-94.
[14] 韩 健,刘春太. 注射成型聚苯乙烯制品双折射的光弹测试与分析[J].中国塑料,2008(1):81-85.
HAN J,LIU C T. Photoelastic Testing and Analysis of Birefringence of Injection Molded Polystyrene Products [J]. China Plastics, 2008 (1): 81-85.
〔〕〔〕
经过近几年的不懈努力,行业企业在诚信自律方面取得了一定的成效,行业中绝大多数企业规范生产,维护行业声誉,挤压不规范企业的生存空间,行业集中度逐步提高,不断向规范化发展。但由于塑料管道行业企业众多,发展很不平衡,企业产品质量参差不齐,极个别企业为了获取不正当利益,为迎合某些市场需求,仍在违规生产以次充好的管道产品并流向市场,严重影响了市场秩序,侵害了应用者的权益,违背了塑料管道行业共同准则,我们坚决予以抵制。
为此,专委会代表会员单位做出郑重承诺,我们要以“3.15”曝光企业为反面教材,引以为戒,坚守产品质量,常抓不懈,警钟长鸣。行业将继续加大力度做好行业自律和诚信建设工作。要求专委会会员企业严格按照相关产品标准组织生产,确保原材料、塑料管道产品符合标准要求。号召行业企业扬正气,抵歪风,坚守底线,坚持品质,对不合格产品坚决抵制,对不合法生产行为说不。共同维护塑料管道行业的声誉,为应用领域提供合格产品和优质服务。
猜你喜欢
天津冶金(2022年3期)2022-07-01
上海化工(2022年2期)2022-06-10
环境卫生工程(2021年4期)2021-10-13
石油化工技术与经济(2020年4期)2020-12-31
神州·下旬刊(2020年1期)2020-02-12
中国陶瓷工业(2018年6期)2018-02-26
中国塑料(2015年9期)2015-10-14
中国塑料(2015年4期)2015-10-14
中国塑料(2015年5期)2015-10-14
世界热带农业信息(2014年11期)2015-01-05