聚丙烯腈纤维的预氧化及性能研究
2018-04-25 08:02:38王永
纺织科技进展 2018年4期
王 永
(宿迁市纤维检验所,江苏 宿迁223800)
关于PAN纤维预氧化的研究,起始于20世纪50、60年代。纤维在预氧化过程发生复杂的物理、化学变化,使PNA纤维的线性分子链转化为耐热的梯形结构,以使其在高温碳化时不熔不燃,保持纤维形态,预氧化后的性能关系碳纤维的质量。预氧化在生产碳纤维过程中时间最长,影响碳纤维的产量,预氧化工序在碳纤维生产成本中所占的比例约为15%~20%。有文章声称台湾省已把预氧化时间缩短到25 min左右,美国把预氧化时间缩短到30 min,而国内预氧化时间一般为80~120 min,时间太长,生产率低。因此,缩短预氧化时间对降低成本有重大现实意义[1-3]。目前,国内外大型预氧化炉主要采用的是热风循环式,即将热风多次循环利用,达到余热利用目的,该种炉型节能效果很好,但本质上还是热风加热。国内技术主要还是限于放散热风加热方式,即将冷空气直接加热或将热风通入预氧化炉内,实现加热过程,然后将热空气直接排放,该炉型结构简单,控制容易,但能耗较大,运行成本很高,急需改进[4-5]。
为了达到缩短预氧化时间的目的,结合聚丙烯腈基碳纤维预氧化原理,在总结国内现有设备特点的基础上,研制了新型预氧化设备,组建新的聚丙烯腈基碳纤维的预氧化试验线。通过试验,探讨新型设备预氧化的可行性,得到相关的工艺参数,为在碳纤维生产中改进预氧化设备和工艺开辟了一条新的道路,该预氧化设备和工艺能缩短预氧化时间,降低能耗成本,在实际的工业化生产中具有重要的经济应用价值。
1 总体设计
根据聚丙烯腈原丝预氧化的特性、工艺条件和试验规模,新型预氧化炉必须满足以下要求:(1)新型炉必须能够连续走丝,而且引丝简单易行;(2)预氧化炉必须满足传热、传质的要求,且工作温度在0~400℃,密封性和保温性能好;(3)传热介质要求机械强度高,密度小,球形度高,表面光滑;(4)预氧化炉不仅要求炉温控制精确,最好控制在土2℃,不超过士5℃,且要求炉温均匀,无死区和过热点;(5)输出装置能低速、均匀地输出;(6)节约能源[6-7]。新型聚丙烯腈基碳纤维预氧化设备结构设计如图1所示。
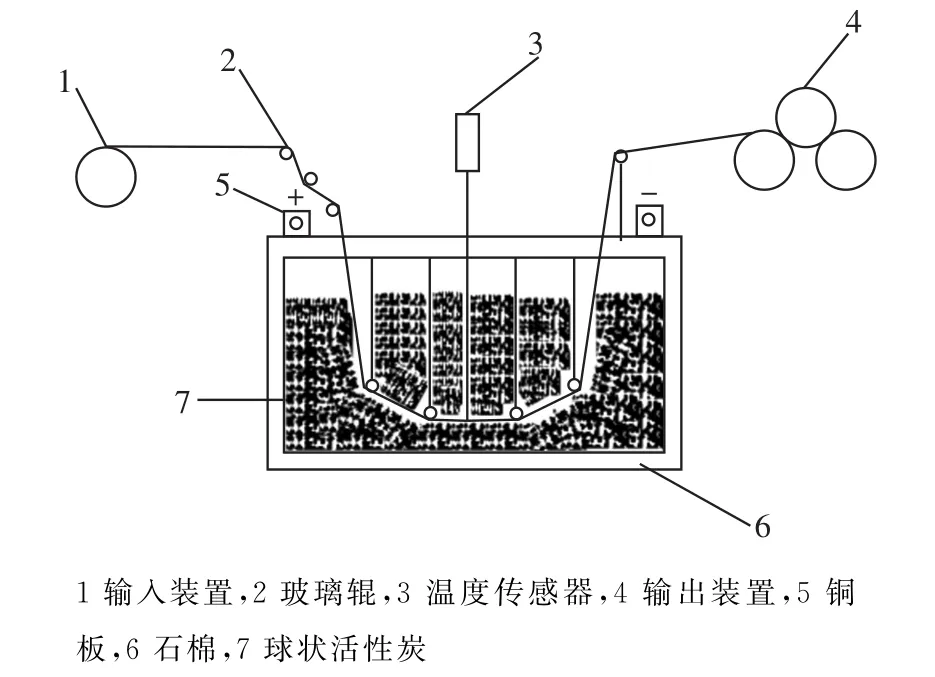
图1 新型聚丙烯腈基碳纤维预氧化设备结构图
2 结果和分析
分析聚丙烯腈原丝利用新型预氧化炉梯度升温得到的数据。梯度升温就是走丝速度不变在不同温度下对纤维进行预氧化。
2.1 颜色变化
通过显微镜观察,发现在270、280、290、300℃温度条件下,得到的预氧丝颜色依次由白色原丝变成浅黄色、浅棕色、褐色、黑色。可以发现纤维的颜色随温度的升高而逐渐加深,最后接近黑色,达到了一定的碳化效果。而且纤维的结构一直比较完整,外观上没受到破坏,也就是纤维虽然在活性炭中走丝,但其受到摩擦力的影响较小。
2.2 细度测试
试验采用中段切断称重法得到原丝及270、280、290、300℃时预氧化后的纤维细度相关数据[8],分别进行了5次试验,整理后平均值如表1所示。

表1 纤维细度表
由表1数据可以发现纤维细度随温度升高逐渐变大。分析原因主要有两个方面:(1)纤维的重量增加。由于是在活性炭中进行预氧化试验,纤维所产生的焦油等一些挥发性物质不能很好地排除而会附着于纤维的表面,使得纤维的重量变大。(2)纤维的组合结构发生变化。由于温度的升高,使得纤维内部的分子结构发生变化,O,C,N,H的一些原子的含量及组合排列发生变化时纤维的细度发生本质变化[9]。
2.3 断裂强力及断裂伸长测试
采用YG(B)003 A型单纤维强力仪测得的原丝及270、280、290、300℃时预氧化后的纤维断裂强力和断裂伸长相关数据,分别进行了5次试验,整理后平均值如表2所示。
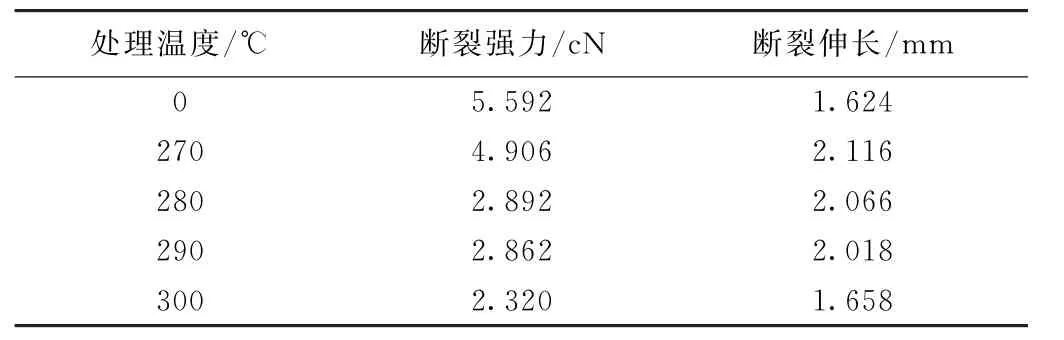
表2 断裂强力及断裂伸长平均值
从表2可以看出预氧化过程中随着温度升高纤维的断裂强力呈下降趋势,并且可以发现在270℃时断裂强力还可以,但当温度升到280℃的时候断裂强力有明显的变小趋势;随着温度的升高纤维的断裂伸长呈现上升再下降趋势,整体趋势比较平缓。总体来说,要想在该装置中进行聚丙烯腈纤维的预氧化,纤维的断裂强力达不到生产应用的要求,可以通过改变纤维的牵伸或进行化学处理来改善。
2.4 极限氧指数测试
结合GB/T5454-1997《纺织品 燃烧性能试验 氧指数法》制备样品并进行测试,利用LFY-606氧指数测定仪,得到最终变黑的预氧丝纤维的极限氧指数为28%,属于难燃材料[10]。试验结果仅与本试验方法下的试样的行为有关,而不能用于推断该材料其他状态的火灾可能性或在其他条件下的表现。
3 结论
研究了梯度升温预氧化过程中纤维结构、性能的变化规律,为优化预氧化工艺,制备高性能碳纤维提供了实验依据。通过试验及对试验结果进行系统分析后,得到如下结论。
(1)试验表明该新型预氧化炉传热、传质效率高,升温快,节能效果明显,基本达到了设计的要求。
(2)研制的聚丙烯腈基碳纤维预氧化设备,进行了多次走丝试验,并对所得预氧丝进行性能测试,分析结果验证了新型聚丙烯腈基碳纤维预氧化设备可行,且最终所得预氧丝的表面缺陷少,能够满足后续工艺要求。
(3)试验中梯度升温预氧化法所用预氧化时间为9.24 min,可见该新型预氧化设备能明显地缩短预氧化时间。
通过试验我们发现新型聚丙烯腈基碳纤维预氧化设备也存在不足,主要为:(1)虽然有石棉保温,但在走丝过程中纤维会带动球状活性炭运动,炉底高温的活性炭被带到上面,上面的低温活性炭被带到炉底,导致预氧化炉两端的温度下降,最后导致预氧化炉炉温不均匀。(2)利用球状活性炭导电发热虽能减少能耗,但活性炭的导电率随温度的升高而增大,很容易造成炉温不均匀。(3)球状活性炭容易粘附在纤维上,需用专门的清洗装置去除。
结合试验提出一些关于装置及工艺流程的修改意见:(1)装置的保温效果较差,可以增加石棉网的厚度,而且上面设计成覆盖式的,这样保温效果会更好一点;(2)实验过程中纤维的牵伸控制可以更加完善;(3)活性炭质量密度太大,走丝时所受阻力太大,可改用其他的传热介质。
在试验过程中还发现其他几个可行的方案,比如恒温降速,恒温恒速,升温降速,但由于时间的原因没能够进行系统研究,另外试验还发现对预氧化有影响的还有空气湿度,这些在以后都将成为研究的重点。
参考文献:
[1] 赵稼祥.世界碳纤维的需求[J].高科技纤维与应用,2005,30(2):7-10.
[2] 贺 福,王茂章.碳纤维及其复合材料[M].北京:科学出版社,1995.
[3] 贺 福.碳纤维及其应用技术[M].北京:化学工业出版社,2004.
[4] 罗益锋.我国聚丙烯腈基碳纤维发展的回顾与几点建议[J].材料导报,2000,14(4):1-3.
[5] 吴人洁.我国PAN基碳纤维发展的对策[J].材料导报,2000,14(11):1-2.
[6] 贺 福,李润民.生产碳纤维的关键设备预氧化炉[J].高科技纤维与应用,2005,30(5):1-5.
[7] 高学平,朱 波,王 强.碳纤维流态化预氧化设备的研制[J].工业加热,2005,34(2):42-45.
[8] 余序芬,鲍燕萍,吴兆平,等.纺织材料实验技术[M].北京:中国纺织出版社,2004.
[9] 季敏霞,王成国.聚丙烯腈基碳纤维制备过程中微观结构的演变[J].材料导报,2007,21(5):111-114.
[10]纺织品 燃烧性能试验 氧指数法:GB/T5454-1997[S].北京:中国标准出版社,1997.
猜你喜欢
纺织服装周刊(2022年32期)2022-09-08 02:13:40
合成树脂及塑料(2022年6期)2022-03-14 11:40:55
四川劳动保障(2021年9期)2022-01-18 05:11:30
合成树脂及塑料(2020年5期)2020-01-17 02:26:50
今日农业(2019年15期)2019-09-03 01:08:34
小哥白尼(军事科学)(2018年2期)2018-05-25 03:12:52
高科技纤维与应用(2016年1期)2017-01-17 03:25:06
中国塑料(2016年5期)2016-04-16 05:25:38
河北科技大学学报(2015年5期)2015-03-11 16:16:34
合成纤维工业(2013年4期)2013-12-08 07:26:48