间歇精馏脱除酯交换法制碳酸甲乙酯反应体系中轻杂质
2018-04-25 03:07王红卫孔望欣瞿新阳王伟江简春贵
精细石油化工 2018年2期
王红卫,孔望欣,瞿新阳,王伟江,简春贵,简 洁
(1.浙江医药股份有限公司昌海生物分公司,浙江 绍兴 312000;2.天津中昊天久工程技术有限公司,天津 300072;3.天津大学电气自动化与信息工程学院,天津 300072)
碳酸甲乙酯是一种用途广泛的、环境友好的不对称碳酸酯,可作为溶剂和反应试剂[1]。它对锂盐的溶解性较强,在较大的温度范围内介电常数相对较大,能够有效提高锂离子电池的能量密度和放电容量,延长电池的使用寿命[2];而且,它沸点较高,熔点较低,使得它又具有较宽的电化学窗口,对电池高温及低温状态下的性能有很好的改善作用[3],具有对称型碳酸酯化合物难以超越的优良特性[1,4]。
碳酸甲乙酯常用生产方法有光气法、氧化羰基化法和酯交换法等。光气法产率较高,但由于原料剧毒已被淘汰[5,6]。氧化羰基化法生产条件苛刻、副反应多、产率低,反应中生成锂电池电解液中不需要的水,加重了后续分离提纯的任务[7]。酯交换法主要有2种:1)碳酸二甲酯与碳酸二乙酯酯交换法。该方法中反应原料和反应产物都可以用做锂离子电池电解质溶剂,因此反应混合物可以不需分离,只需控制水分含量,但该反应较难进行,目前文献报道的催化剂活性较低[8-11]。2)碳酸二甲酯与乙醇酯交换法。该方法的反应式如下:

CH3OCOOC2H5+CH3OH
C2H5OCOOC2H5+CH3OH
该合成路线工艺过程简单,投资少,反应过程没有对环境有污染的废弃物产生,碳酸甲乙酯产率相对较高[12-17]。目前工业上主要采用该合成路线得到碳酸甲乙酯,反应体系中主要成分是碳酸甲乙酯和碳酸二乙酯,同时还含有少量未反应的乙醇和碳酸二甲酯以及未完全从体系除去的甲醇。由于作为电池液的碳酸甲乙酯纯度要求较高,甲醇和乙醇是需要严格控制的轻杂质[1,3]。目前文献报道大多集中在反应过程及催化剂的研究,尚无关于对该物系中轻组分分离的报道。
本文采用间歇精馏对碳酸二甲酯与乙醇酯交换法制碳酸甲乙酯反应体系中的轻杂质的分离过程进行系统研究,为碳酸甲乙酯的工业化生产提供理论指导。
本文采用碳酸甲乙酯保留率(G)作为目标函数,在原料组成和塔内上升蒸汽量一定的条件下研究回流比、塔板数、投料量及产品纯度要求对G的影响。G定义式如下:
分批精馏塔的塔径是由塔内上升蒸汽流量决定的,它只改变过程的进展速度,并不影响分离效果。为了消除塔径的影响,将投料量和塔板持液量分别除以塔内蒸汽量转化为停留时间。
1 实验部分
1.1 实验原料
原料组成(质量)为:甲醇0.2%、乙醇0.5%、碳酸二甲酯9.3%、碳酸甲乙酯56%、碳酸二乙酯34%,实验原料由山东某化工有限公司提供。
1.2 实验装置
实验采用的分批精馏塔如图1所示。再沸器为用电热套加热的烧瓶。塔身为内径30 mm的玻璃管,内装φ2 mm×2 mm的不锈钢Dixon填料,塔身采用电加热带进行保温。塔顶安装了回流比控制器,通过电磁控制塔顶回流比。

图1 分批精馏实验装置示意
1.3 实验方法
在正式实验之前,采用乙醇-异丙醇物系对的不锈钢Dixon填料的等板高度(HETP)进行测量[18],测得该填料HETP为20mm。
间歇精馏操作方式如下:原料投入塔釜,首先进行全回流操作,当塔顶、塔釜温度基本稳定之后,按照规定的回流比采出。每隔10 min分析塔顶馏出物的含量,当馏出物中碳酸甲乙酯的含量满足产品纯度要求时停止精馏。
塔内上升蒸汽量通过测量一定时间间隔内塔顶馏出物的量来测定。实验过程中保持塔釜加热电压不变,从而保证塔内上升蒸汽量的稳定。
1.4 分析方法
实验样品采用北分瑞丽分析仪器有限公司的SP-2100型气相色谱仪进行分析测定。测试条件:热导池检测器(TCD),色谱柱GDX-403,载气为氢气,柱温125 ℃,检测温度150 ℃,汽化温度165 ℃,桥流170 mA。各物质的相对质量校正因子见表2。

表2 各物质的相对质量校正因子
2 结果与讨论
2.1 回流比的影响
在理论板数50,投料量与塔内上升蒸汽量之比5 h,产品纯度99.5%的条件下考察回流比对G的影响,结果如图2所示。
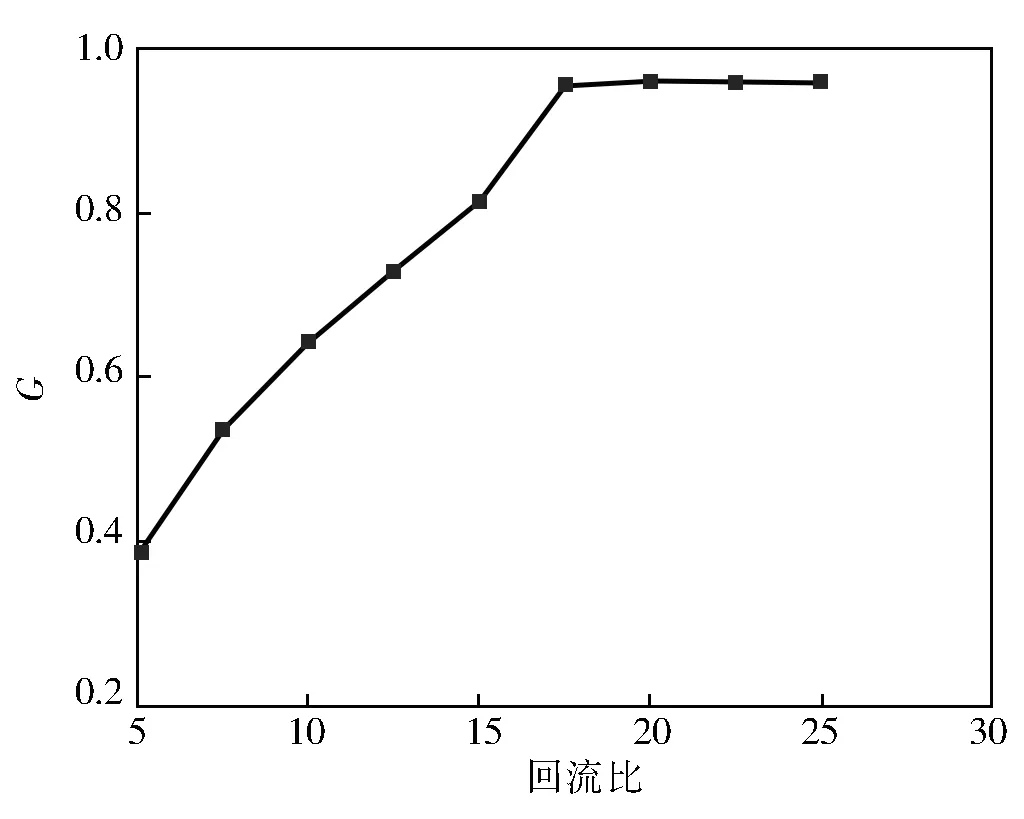
图2 回流比对G的影响
由图2可以看出:当回流比小于17.5时,G随着回流比的增大迅速增加;当回流比大于17.5以后,随着回流比的增大,G几乎不变。这是因为:其他条件不变的情况下,回流比增大,塔的分离能力增强,塔顶馏出物轻组分含量增加,碳酸甲乙酯的含量降低,G增加。当回流比增大至一定程度,塔的分离能力几乎达到最大,塔顶馏出液量及其组成也不再随着回流比的增加而变化,所以G几乎不再变化。由于回流比增加能耗增大,本文选取适宜回流比为17.5。
2.2 理论板数的影响
在投料量与塔内上升蒸汽量之比5 h,产品纯度要求99.5%(质量),回流比17.5的条件下考察理论板数对G的影响,结果如图3所示。
由图3可见:当理论板数低于50时,G随塔板数的增加而迅速增加;当理论板数大于50以后,随着板数的增加,G几乎不变。这是因为:理论板数增加,塔的分离能力增强,塔顶馏出物中碳酸甲乙酯含量减少,G增加;但当塔板数增大到一定程度,塔顶馏出物中碳酸甲乙酯含量基本不变,G保持不变。由于板数增多会导致设备投资的增加,本文选择适宜的塔板数为50。
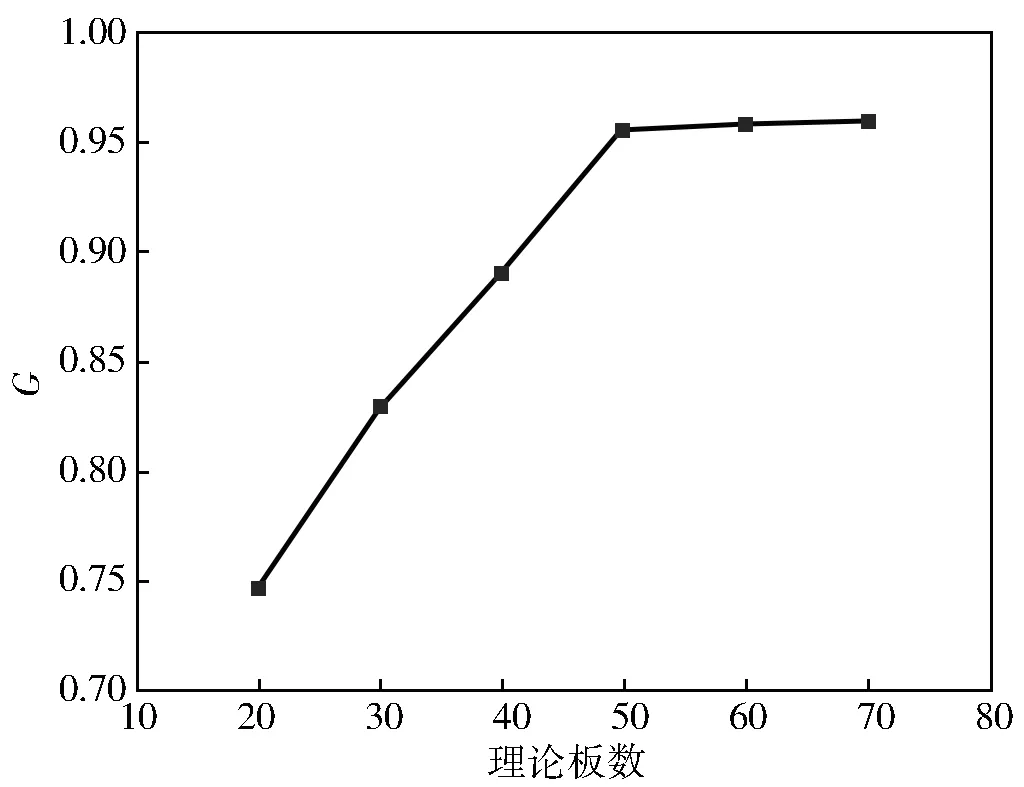
图3 理论板数对G的影响
2.3 投料量的影响
在理论板数50,产品纯度要求99.5%(质量),回流比17.5的条件下考察投料量对G的影响,结果如图4所示。
由图4可以看出:G先随投料量的增大而缓慢增大;当投料量增大到5 kg/(kg·h-1)后,G随投料量的增加迅速降低;当投料量增大到7 kg/(kg·h-1)后,G随投料量的增加降低的速度趋于平缓。因此,本文适宜的投料量为5 kg/(kg·h-1)。

图4 投料量对G的影响
投料量对间歇精馏过程的影响是通过塔身持液量与投料量之比对过程的影响来实现的[19]。持液对精馏过程的影响分为2方面:1)保持塔顶浓度,使塔顶浓度变化滞后的飞轮效应。2)塔身持液使塔釜轻组分含量降低,从而加速塔顶浓度变化的剥淡作用。前者使G降低,后者使G增加,二者共同作用使得在某个投料量下存在着最大的G。当投料量很大时,塔身持液与投料量的比值很小,两方面作用都很弱,此时G趋于无持液时的情况;随着投料量的减少,塔身持液与投料量的比值增大,两方面作用都在加强,但作用(2)增加的快,从而起主导作用,因此G增大。当投料量下降至一定程度时,两方面作用相当,G也达到最大值,此后随着投料量的减少,即塔身持液与投料量的比值增加,作用(2)增加不明显,作用(1)起主要作用,从而导致G的降低。
2.4 产品纯度要求的影响
在理论板数50,投料量与塔内上升蒸汽量之比5 h,回流比17.5的条件下考察产品纯度要求对G的影响,结果如图5所示。

图5 产品纯度要求对G的影响
从图5可以看出:随着产品纯度要求的增大,G逐渐降低,这是因为:随着产品纯度要求的增大,分离难度增加,当前馏分馏出液瞬时浓度达到产品纯度要求时,前馏分馏出液量增多,其中碳酸甲乙酯馏出量也增多,从而使得G下降。
3 结 论
采用G作为目标函数,对间歇精馏分离碳酸二甲酯与乙醇酯交换法制碳酸甲乙酯反应体系中的轻杂质的过程进行了系统研究。考察了回流比、塔板数、投料量及碳酸甲乙酯纯度要求对G的影响,找到了碳酸甲乙酯纯度要求为99.5%时适宜的工艺件:理论板数50,回流比17.5,投料量与上升蒸汽量之比5 kg/(kg·h-1),该条件下重组分保留率大于0.95。
[1] Hong Gan, Marcus Palazzo, Takeuchil E S. Method of synthesizingunsymmetric organic carbonates and preparing nonaqueous electrolytes for alkali ion electrochemical cells: US,5962720[P].1999-10-5.
[2] 陈英,韩金玉,刘艳平.固体碱催化剂上碳酸甲乙醋的洁净合成[J].天津大学学报,2007,40(3):285-288.
[3] 张勇,胡信国,张翠芬.有机溶剂对锂离子电池性能的影响[J].电池,2004,34(1):30-32.
[4] Hiromi Okuno, Hizuru Koshina, Akiyoshi Morital. Non-aqueous secondary electrochemical battery: US, 5521027[P]. 1996-5-28.
[5] 李光兴.碳酸二甲酯合成工艺进展[J].现代化工,1993(11):11-14.
[6] 马新宾,张震,石海峰,等.碳酸二乙酯的合成方法[J].化学通报, 2003(8):528-535.
[7] 黄荣生,莫婉玲,李光兴.氧化羰化法合成碳酸甲乙酯热力学及催化性能的研究[J].燃料化学学报,2004,32(2):129-134.
[8] Inaba Masashi, Hasegawa Katsuaki, Suzuki Takemichi. Production of asymmetric chain carbonate compound: JP,10237026[P].1998-09-8.
[9] Hasegawa Kaisuaki, InabaMasashi. Production of asymmetric dialkyl carbonate: JP,2000281630[P].2000-10-10.
[10] Hong Gan, MarcusJ. Palazzo, Esther S Takeuchi.Method for preparing nonaqueouselectrolytes for alkali ion electrochemical cells containing unsymmetric organic carbonates: US,6057 062[P]. 2000-5-2.
[11] 沈振陆,赵卫娟,卓广澜,等.一种制备碳酸甲乙酯的方法:中国,CN1394847[P].2003-2-5.
[12] 李琳,朱大建,熊辉,等.酯交换法合成碳酸甲乙酯[J].合成化学,2004,12:197-200.
[13] 姚洁,王公应.一种酯交换催化剂及其应用:中国,CN 1488439[P].2004-4-14.
[14] 姚洁,曾毅,王越,等.一种酯交换制备碳酸甲乙酯的催化剂:中国,CN1597113[P].2005-3-23.
[15] John F Knifton. Process for cosynthesis of ethylene glycol and dimethyl carbonate: US, 4734518[P].1988-3-29.
[16] 徐利林.碳酸甲乙酯生产工艺选择与工艺过程控制[J].安徽化工,2006,(4):35-37.
[17] 胡望明,蒋严军.一种酯交换反应制备碳酸甲乙酯的方法:中国,CN1900047[P].2007-1-24.
[18] 王树楹.现代填料塔技术指南[M].北京:中国石化出版社,1998:336-338.
[19] Zhang Xuemei, Jian Chungui, Zhang Sufei. Role of initial still charge on batch distillation [J]. Industrial & Engineering Chemistry Research,2009, 48(3): 1536-1542.
猜你喜欢
氯碱工业(2022年5期)2022-08-01
能源化工(2021年3期)2021-12-31
合成技术及应用(2021年1期)2021-06-09
染整技术(2021年5期)2021-06-07
安徽化工(2020年5期)2020-10-16
中国食品(2020年11期)2020-07-31
化工管理(2020年19期)2020-07-28
化工技术与开发(2020年6期)2020-06-24
中国油脂(2020年5期)2020-05-16
中国粮油学报(2015年10期)2015-12-19