
玻璃纤维湿法非织造墙纸的涂层工艺研究
2018-04-20 00:54刘造芳张得昆
西安工程大学学报 2018年1期
刘造芳,张得昆,张 星,贾 芳
(西安工程大学 纺织科学与工程学院,陕西 西安 710048)
0 引 言
墙纸作为室内装修的主要材料,已不再是简单的装饰品,而是彰显人们品味的艺术品,目前市面上的墙纸大多都易燃,近年来室内火灾也频繁发生,因此阻燃墙纸的需求日益迫切,具有广阔的市场前景[1-2].玻璃纤维因具有良好的阻燃性、耐腐蚀性和耐化学性能[3],使其成为了防火阻燃墙纸的首选纤维.湿法非织造技术具有工艺流程短、生产效率高、成本低等特点[4].因此采用湿法非织造技术开发的玻璃纤维墙纸,不仅阻燃效果优良,成本低,还有利于减少火灾的发生和损害,具有良好的社会经济效益.但利用玻璃纤维制成的湿法非织造薄毡基材也存在强力低、耐磨性差,玻璃纤维容易从薄毡中掉落的缺点[5-6],使其使用受到了限制.因此如何改善玻璃纤维湿法非织造薄毡的强力、耐磨性显得尤为重要.姚刚[7]对玻璃纤维湿法薄毡强力进行了研究,得出短切纤维分散的均匀性、粘合剂的含量对玻璃纤维湿法非织造材料强力有影响,但粘合剂的含量不易控制,过低强力改善不明显,过高易导致薄毡发脆、柔韧性下降.贾芳[8]等将木浆纤维与玻璃纤维进行混合制备玻璃纤维湿法薄毡,提高了玻璃纤维湿法薄毡的强力和耐磨性,但木浆纤维的加入在一定程度上降低了玻璃纤维湿法薄毡的阻燃性.邓超[9]等对湿法成形的玻璃纤维非织造材料加筋技术进行研究,得出通过加筋能提高玻璃纤维湿法非织造材料的强力,但加筋技术需对湿法成型设备进行改装,操作难度较大.涂层处理是指在织物表面涂覆一层材料,以达到改变织物性能的效果[10],而目前采用涂层处理来改善湿法玻璃纤维非织造薄毡的强力、耐磨性的研究却鲜有报道.因此论文对玻璃纤维湿法非织造薄毡进行涂层处理,以期改善玻璃纤维湿法非织造薄毡的强力和耐磨性能,解决玻璃纤维湿法非织造薄毡中易掉落及染色困难的问题,使生产出的纤维薄毡满足后续加工和实际使用时对强力和耐磨性能的要求.
1 实 验
1.1 材料及仪器
1.1.1 样品 玻璃纤维湿法非织造薄毡数块(面密度为100.67 g/m2).
1.1.2 涂层剂 水性聚氨酯溶液(固含量为45%,黏度≤200 mPa·s,安徽安大华泰有限公司).
1.1.3 化学助剂 增稠剂(羟乙基纤维素,白色絮状粉末,批号:M1438),成膜助剂(丙二醇乙醚,天津市光复精细化工研究所),pH调节剂(稀盐酸)等.
1.1.4 仪器 FA1004A电子天平(上海皓庄仪器公司),YG461L型数字织物透气仪(莱州市电子仪器公司),YD141D厚度仪、YG(B)026D-500型电子织物强力机、YG401C-8型织物平磨仪(温州大荣纺织仪器公司),ZWHD-10平滑度测试仪(济南三泉中石实验仪器有限公司),202-3A型烘箱、M 601型织物垂直燃烧测试仪 (莱州市电子仪器有限公司),浸渍槽等.
1.2 正交试验方案
涂层剂浓度、浸渍时间、烘焙温度是影响涂层后玻璃纤维湿法非织造薄毡性能的重要因素,因此以涂层剂浓度、浸渍时间、烘燥温度为因素,每个因素选择4个水平,设计正交试验方案.因素和水平见表1.分别以拉伸强力、透气性、耐磨性作为考察指标,对涂层工艺参数进行优化.

表 1 正交实验因素水平表
1.3 涂层整理工艺
湿法涂层工艺能使织物与涂层材料充分接触,涂层剂与织物之间能够紧密结合[11],适合于经不起张力的轻薄织物,且涂层后的织物具有较好的柔韧性和较高的封闭性.水性聚氨酯涂层剂具有不易燃烧、无毒无害、环境污染小以及易加工等特点[12],因此以水性聚氨酯为涂层剂,选用湿法涂层工艺对玻璃纤维湿法非织造薄毡进行涂层处理.
1.3.1 涂层液的制备 在固含量为45%的水性聚氨酯中添加适量的去离子水,分别制成体积分数为15%,25%,35%,45%的水性聚氨酯溶液.并在水性聚氨酯中添加适量的其他化学助剂,进行均匀混合,利用转速为2 500 r/min高速搅拌器进行搅拌,制成均匀涂层液静置24 h.所添加的化学助剂种类如表2所示.

表 2 化学助剂的种类与主要作用
1.3.2 涂层工艺 将湿法玻璃纤维薄毡浸渍在制备好的涂层液中,浸渍适当时间取出,刮涂掉多余的浸渍液.
1.3.3 烘燥工艺 利用烘箱对涂层后的玻璃纤维湿法非织造薄毡进行烘燥.
1.4 性能测试
1.4.1 定量测试 参照标准GB/T 24218.1—2009《纺织品非织造布实验方法第1部分:单位面积质量的测定》进行测试.实验制得的玻璃纤维湿法非织造薄毡是直径为200 mm的圆形薄片,取该试样10块,利用电子天平分别称重,计算每个试样的单位面积质量,以10块试样的平均值作为样品的单位面积质量.
1.4.2 厚度测试 参照标准GB/T 24218—2009《纺织品非织造布测试方法 第二部分:厚度的测定》进行测试.取10块直径为200 mm的试样,利用125cN的砝码对待测织物进行加压,压脚面积为2 500 mm2,加压10 s,每个试样随机选5个位置测试,得出每个试样的平均厚度,最后再求出10块试样的平均厚度.
1.4.3 透气性测试 参照标准GB/T 5453—1997《纺织品织物透气性的测试》进行测试.取10块试样,设置压强为200 Pa,每个试样随机选5个位置测试,得出每块试样的平均透气率,最后再求出10块试样的平均透气率.
1.4.4 拉伸性能测试 参照标准GB/T 24218.3—2010《非织造布断裂强力及断裂伸长率的测定 (样条法)》进行测试.由于样品尺寸的限制,试样剪裁为50 mm×190 mm,强力机的夹持距离设置为100 mm,拉伸速度为100 mm/min;取10块分别测定其断裂强力和断裂伸长率,再计算其平均值.在测试过程中,夹具夹持试样时夹持力大小要合适,过大可能会压伤玻璃纤维薄毡,过小试样可能会在夹头中打滑.拉伸过程中如果试样在夹具钳口部位断裂或在夹具中发生滑动,则该次测试无效,需要换新试样重新测试.
1.4.5 撕裂强力测试 参照标准FZ/T 60006—1991《非织造布撕破强力的测定》进行测试. 试样剪裁为50 mm×190 mm,设置强力机的夹持距离为100 mm,拉伸速度为100 mm/min,取10块试样分别测定其撕裂强力,再计算其平均值.
1.4.6 耐磨性测试 参照标准ISO1247—2:1998《马丁代尔织物耐磨性的测定 第二部分:试样的破损》进行测试.把样品裁剪为直径为38 mm的试样10块,安装在马丁代尔试样耐磨夹具内,添加597 g的试验摩擦总负荷进行测试,根据试样的破损情况来确定每个试样总的摩擦次数,再求其平均值.
1.4.7 阻燃性能测试 参照标准GB/T 5455—1997《纺织织物燃烧性能测定 垂直法》进行测试.取10块试样,分别测定每块试样的损毁长度、续燃时间、阴燃时间,再计算各平均值.
1.4.8 平滑度测试 参照标准GB/T456—2002《纸和纸板平滑度的测定(别克法)》进行测试,取10块试样,分别测定其涂层面平滑度,再求其平均值.
2 结果与分析
2.1 正交试验结果及分析
表3为正交试验结果,以透气性、耐磨性、拉伸强力作为考察指标,正交试验结果分析见表4.
极差反映各因素对实验结果的影响,极差越大,说明该因素对于实验结果的影响越大,则该因素为主要因素.极差越小,说明该因素对于实验结果的影响较小,则该因素为次要因素[13].
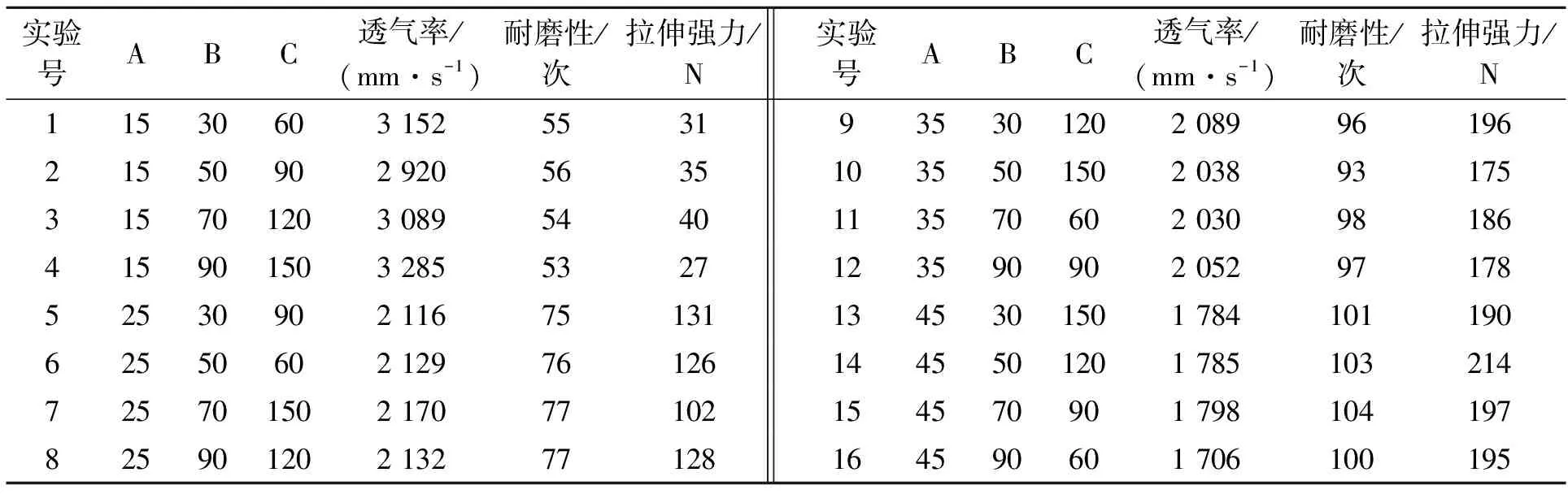
表 3 正交试验结果

表 4 正交试验结果分析
从表4可以看出,三个因素对于透气性的影响程度依次为A>C>B,即涂层剂的浓度对透气性的影响最大,是主要因素;烘燥温度对透气性的影响其次,即为次要因素,浸渍时间对于透气性的影响最弱.对透气性这一指标而言,随着涂层剂浓度的增加,大量的涂层剂颗粒进入玻璃纤维湿法非织造薄毡的空隙里,使得玻璃纤维湿法非织造薄毡的孔径减小,透气性下降.当涂层剂的浓度达到45%时,其透气性最低.所以要求涂层剂的浓度越小越好.从表4可以直观地看出,当涂层剂的浓度为15%,浸渍时间为90 s,烘焙温度为150 ℃时其透气性最大,即最佳涂层方案为 A1B4C4.
三个因素对于拉伸强力的影响程度为A>C>B,即涂层剂的浓度对拉伸强力的影响最大为主要因素,浸渍时间对强力的影响最小为次要因素.从表4可以看出,对于拉伸强力而言最优的涂层方案为A4B2C3.
对耐磨性而言,三个因素对耐磨性的影响程度为A>C>B,即涂层剂的浓度对涂层后玻璃纤维湿法薄毡耐磨性的影响最大,烘燥温度次之,浸渍时间最小.且随着涂层剂浓度的增加,耐磨性能增加,这是因为涂层后的玻璃纤维薄毡中玻璃纤维被裹在涂层剂中,使得玻璃纤维不易掉落.最优涂层方案为A4B3C2.即涂层剂的浓度为45%,浸渍时间为70 s,烘燥温度为90 ℃.
在正交试验中,如果要求指标越大越好,则应取因素效应值比较大的水平;如果要求指标越小越好,则应取效应值比较小的水平[13].也可从优质、高产、低消耗等原则进行考虑,这样可以更加贴近实际进行优化生产.
本实验中,涂层的主要目的是为了提高玻璃纤维湿法非织造薄毡的强力与耐磨性,通过正交实验得出涂层剂的浓度是影响涂层后玻璃纤维湿法薄毡的强力与耐磨性的主要因素,当涂层剂浓度为45%时,其强力与耐磨性均达到最好.烘燥温度对强力与耐磨性的影响次之,为次要因素;而浸渍时间对强力与耐磨性的影响最小.再考虑到低消耗、低耗能,因此选择最优的方案为A4B1C2.即涂层剂的浓度为45%,浸渍时间为30 s,烘燥温度为90 ℃.
2.2 涂层后玻璃纤维湿法非织造薄毡的性能测试及分析
采用最佳的涂层工艺参数对玻璃纤维湿法非织造薄毡进行涂层,对涂层后的玻璃纤维湿法薄毡进行性能测试.
2.2.1 外观效果 经最佳涂层工艺处理过的玻璃纤维湿法薄毡表面平滑度很高,涂层剂在玻璃纤维湿法非织造薄毡的表面形成了一层均匀的薄膜,将玻璃纤维封闭在了里面,且该玻璃纤维湿法薄毡具有较好的柔韧性.为进一步探究涂层后玻璃纤维湿法非织造薄毡内部情况,对涂层前后的玻璃纤维湿法非织造墙纸进行扫描电镜测试,图1(a),(b)分别为涂层前后扫描电镜照片.可以看出未经涂层的玻璃纤维湿法薄毡纤维之间空隙较大,纤维与纤维之间几乎没有相互纠缠,仍然是独立的个体.而涂层后玻璃纤维湿法非织造薄毡内部空隙已被涂层剂填满,纤维不再是一个独立的个体,而是通过涂层剂的结合而形成了一个整体,在薄毡的表面形成了一层薄膜,将玻璃纤维“封闭”在了内部.
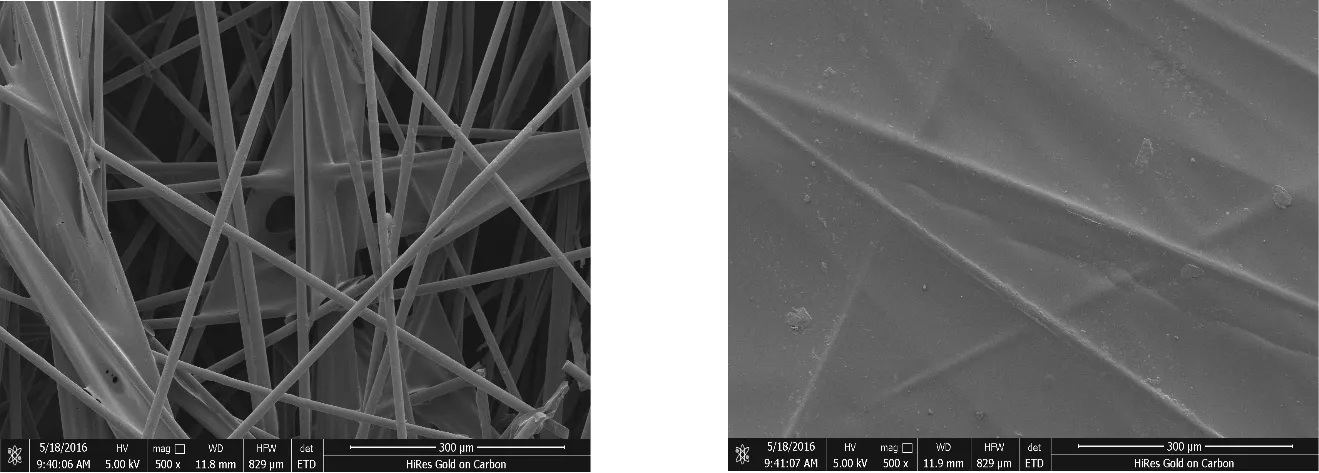
(a) 涂层前 (b) 涂层后图 1 玻璃纤维湿法非织造薄毡电镜照片Fig.1 SEM images of glass fiber wet-laid nonvoven felt
2.2.2 物理性能测试 对涂层前后的玻璃纤维湿法非织造薄毡进行面密度、厚度、拉伸强力、耐磨性、撕裂强力、透气性测试.其中样品的平均面密度为110 g/m2,平均厚度为0.39 mm.将其与未涂层的玻璃纤维湿法薄毡的性能进行测试,结果如表5所示.

表 5 最佳涂层工艺涂层后玻璃纤维湿法薄毡的物理性能测试
玻璃纤维为无机纤维,不能像植物纤维那样有分丝润胀现象,也不能通过氢键而结合在一起[14],而且湿法成网工艺中,使用的纤维均为短切纤维,这使得成型后的玻璃纤维湿法非织造薄毡机械性能较低.从表5可以看出,涂层后的玻璃纤维湿法薄毡的拉伸强力、撕裂强力、耐磨次数均得到了显著的提高,这是因为涂层后,涂层剂渗透到玻璃纤维湿法非织造薄毡的内部空隙中,存在于纤维之间,将纤维包裹起来,使得纤维不再是一个独立的个体,而是通过涂层剂的结合形成了一个整体.也正由于涂层剂进入玻璃纤维湿法非织造薄毡的空隙里,使得玻璃纤维湿法非织造薄毡的孔径明显减少,故其透气性下降.
2.2.3 封闭效果 涂层前玻璃纤维湿法薄毡在使用过程中轻微摩擦都易掉落出玻璃纤维粉尘,这是因为玻璃纤维比较脆,易折断,耐磨性能较差;玻璃纤维湿法薄毡中玻璃纤维长度很短,纤维间抱合力很差,加上粘合剂用量少,导致纤维容易掉落.从图1可以看出,未经涂层的玻璃纤维湿法薄毡纤维之间空隙较大,几乎没有相互纠缠,是独立的个体.图1(b)为玻璃纤维湿法薄毡涂层后的电镜图,可以看出纤维薄毡内部空隙已被涂层剂填满,涂层剂在薄毡的表面形成了一层薄膜,将玻璃纤维“封闭”在内部.因此涂层后的玻璃纤维湿法非织造薄毡表面光洁、平整,经过弯折、抖动都不会有玻璃纤维粉尘掉落.

表 6 平滑度测试结果
2.2.4 平滑度 平滑度是评价涂层织物表面凹凸程度的一个重要标志[15],涂层织物的平滑度与纤维形态、涂层工艺等因素有关.平滑度根据标准QB/T1011—1991《单面涂布白板》要求可分为三个等级,当平滑度(涂布面)≥50 s时,为A等;当28 s≤平滑度(涂布面)<50 s时,为B等,当18 s≤平滑度(涂布面)<28 s时,为C等.从表6可以看出,玻璃纤维湿法非织造薄毡涂层后的平滑度明显优于其涂层前的平滑度,涂层后达到了最高等级A等,未涂层的玻璃纤维湿法薄毡则无法达到等级评定要求.从图1(a)涂层前玻璃纤维湿法非织造薄毡的电镜照片可更直观地看出,未涂层的玻璃纤维湿法薄毡结构比较疏松,表面和内部的空隙较大,许多玻璃纤维裸露在玻璃纤维湿法薄毡的表面,导致玻璃纤维湿法薄毡表面凹凸不平,影响后续的染色和印花效果.但从图1(b)可以看出,经过涂层后的玻璃纤维湿法薄毡表面更加光滑均匀.这说明对玻璃纤维湿法薄毡进行涂层,会显著提高玻璃纤维湿法薄毡表面光滑度,使得后续的染色印花工艺能够顺利进行.

表 7 阻燃性能测试
2.2.5 阻燃性能测试 未涂层样品和采用最佳涂层工艺后样品的阻燃性能测试结果如表7所示.
根据GB17591—2006《阻燃织物》标准要求,阻燃性能可根据试样燃烧后的损毁长度、续燃时间、阴燃时间来评定,装饰类织物当损毁长度≤150 mm,续燃时间≤5 s,阴燃时间≤5 s时为B1级阻燃.从表7可以看出,经过涂层整理后玻璃纤维湿法薄毡的损毁化长度有所增加,即阻燃性能有所降低,这可能是因为涂层液中添加的成膜助剂阻燃性较差.但依据阻燃织物标准,涂层后的玻璃纤维湿法薄毡仍为B1级阻燃,达到了最高的阻燃要求.
3 结 论
(1) 以涂层剂浓度、浸渍时间、烘燥温度三因素设计正交试验,对涂层后的玻璃纤维湿法薄毡进行透气性、拉伸强力、耐磨性等测试,得出影响各性能的因素依次为涂层剂浓度>烘燥温度>浸渍时间.最佳涂层工艺为涂层剂浓度45%,浸渍时间30 s,烘燥温度90 ℃.
(2) 涂层后的玻璃纤维湿法非织造墙纸的拉伸强力、耐磨性、染色性显著提高,避免了玻璃纤维粉尘的掉落.且涂层后墙纸的平滑度、阻燃性都达到了墙纸标准.
参考文献(References):
[1] 成静.面向室内火灾模拟分析的三维场景建模方法研究[D].赣州:江西理工大学,2016:1-5.
CHENG J.Research on 3D scene modeling method for indoor fire simulation and analysis[D].Ganzhou:Jiangxi University of Science and Technology,2016:1-5.
[2] 李燕立.美妙的非织造布墙纸[J].非织造布,2013(2):73-75.
LI Y L.Wonderful non-woven wallpaper[J].Nonwovens,2013(2):73-75.
[3] 曾天卷.玻璃纤维增强热塑性塑料——短纤维粒料和长纤维粒料[J].玻璃纤维,2008(4):33-39.
ZENG T J.GFRTP——Short fiber pellets and long fiber pellets[J].Fiber Glass,2008(4):33-39.
[4] 叶轶.玻璃纤维非织造布[J].玻璃纤维,2016(4):5-11.
YE Y.Glass fiber nonwoven fabrics[J].Fiber Glass,2016(4):5-11.
[5] 马春生.玻璃纤维湿法薄毡生产线[J].玻璃纤维,1994(5):26-27.
MA C S.Production lines of glass fiber wet thin mat[J].Fiber Glass,1994(5):26-27.
[6] 张耀明,李巨白,姜肇中.玻璃纤维与矿物棉全书[M].北京:化学工业出版社,2001.
ZHANG Y M,LI J B,JIANG Z Z.A complete book of glass fiber and mineral cotton[M].Beijing:Chemical Industry Press,2001.
[7] 姚刚.玻璃纤维湿法薄毡强力分析[J].玻璃纤维,1999(6):10-12.
YAO G.Strength analysis of glass fiber wet-laid felt[J].Fiber Glass,1999(6):10-12.
[8] 贾芳,张得昆,张星,等.木浆纤维对玻璃纤维湿法薄毡性能的影响[J].西安工程大学学报,2017,31(3):300-305.
JIA F,ZHANG D K,ZHANG X,et a1.Effect of wood pulp fiber onthe properties of wet-laid glass fiber mat[J].Journal of Xi′an Polytechnic University,2017,31(3):300-305.
[9] 邓超,靳向煜,孟灵晋.基于湿法成形的玻璃纤维非织造材料加筋技术及原理[J].东华大学学报(自然科学版),2016,42(3):380-385.
DENG C,JIN X Y,MENG L J.Reinforcement technology and principle about glass fiber non-woven materials based on wet laid[J].Journal of Donghua University(Natural Science),2016,42(3):380-385.
[10] 竺林.玻璃纤维涂层织物的技术与应用[J].玻璃纤维,2014(5):1-7.
ZHU L.Technologies and applications of coated fiberglass fabrics[J].Fiber Glass,2014(5):1-7.
[11] 唐邓,张彪,李智华,等.水性聚氨酯纺织涂层剂的研制[J].印染助剂,2008,25(12):8-10.
TANG D,ZHANG B,LI Z H,et al.Study on the synthesis of waterborne-polyurethane coating agent[J].Textile Auxiliaries,2008,25(12):8-10.
[12] 康平平,宋文生,李雪娟,等.水性聚氨酯的发展、分类、合成及应用[J].材料导报,2007,21(专辑Ⅸ):377-380.
KANG P P,SONG W S,LI X J,et al.Development,classcification,synthesis and application of waterborne polyurethanes[J].Materials Review,2007,21(S3):377-380.
[13] 师义民.数理统计[M].北京:科学出版社,2003:256-257.
SHI Y M.Mathematical statistics[M].Beijing:Science Press,2003:256-257.
[14] 李杰,王海毅,韩亚芳,等.不同植物纤维与玻璃纤维配抄成纸的增强性能[J].纸和造纸,2013,32(11):38-42.
LI J,WANG H Y,HAN Y F,et al.Paper strengethening property by using different plant fiber and glass fiber[J].Paper and Paper Making,2013,32(11):38-42.
[15] 王进一.水松原纸平滑度影响因素的研究[D].南京:南京林业大学,2005:3-24.
WANG J Y.Study on the influence factors of smoothness of tipping basepaper[D].Nanjing:Nanjing Forestry University,2005:3-24.
猜你喜欢
石材(2022年3期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
模具制造(2019年3期)2019-06-06
科学之谜(2018年9期)2018-12-17
北京航空航天大学学报(2017年10期)2017-04-20
中国塑料(2016年6期)2016-06-27
中国塑料(2016年3期)2016-06-15
科技视界(2016年11期)2016-05-23
中国塑料(2016年11期)2016-04-16
消费者报道(2016年3期)2016-02-28
