
扩散退火一体化上下料机构设计
2018-04-19 09:09卫晓冲
电子工业专用设备 2018年2期
卫晓冲
(中国电子科技集团公司第二研究所,山西 太原 030024)
扩散工艺是晶体硅太阳能电池的重要工艺之一,退火是单晶PERC(钝化发射极及背局域接触电池)电池片生产的必要一环,由于两个工艺的特殊要求,石英舟是其必须的晶体硅载体,单晶硅片需置于石英舟内进行扩散和退火工艺。
1 石英舟特性及对装卸片的影响
石英舟作为硅片载体,既满足了耐高温的要求,本身又是非金属材料,不会带入金属离子及杂质离子。硅片在石英舟中的间距有两种:4.76 mm(全间距),2.38 mm(半间距)。随着低压扩散技术的发展,真空腔室内稳定均匀的气流允许放入更密集的电池片[1],以及太阳能电池生产商对于产量的追求,半间距1 000片及以上容量的石英舟,已经是市场上的主流使用载体。本文针对的是1 200片容量半间距的菱形石英舟。
由于扩散前退火后的工序使用的都是100片的篮具,而且是两种不同的篮具。上下料机的功能是完成硅片从100片前工序篮具中取出,然后装入石英舟内,进行扩散工艺,扩散工艺完成后,直接进行退火,退火后将石英舟内的硅片取出,放入100片后工序篮具。设备功能可选单装、单卸或装卸一体。100片篮具的间距为4.76 mm,这决定了吸附硅片所用的吸盘间距为4.76 mm。石英舟内硅片全部成3°倾斜,两张硅片背对背紧贴被置于一个槽内,其中制绒面朝外。石英舟的齿槽宽度,不同厂家尺寸不一,但都在1 mm左右,需要的装片精度高。
2 设备的工艺流程及技术参数
工艺流程如图 1所示。A、B、C、D、E、F处为吸盘装卸硅片处,石英舟传送1和石英舟传送2交替进行,当石英舟传送1正在取放硅片时,石英舟传送2要完成准备工作,以节省上下料时间。
(1)放置石英舟至石英舟传送1或2上,然后传送石英舟到装卸片位置等待;
(2)放两个装满硅片的前工序篮具到前工序篮具传送1、2入口,篮具方向一正一反,然后传送到装卸片位置等待,篮具中硅片取走后,篮具传送至出口处,等待人工取走;
(3)放两个空的后工序篮具到后工序篮具传送1、2入口,篮具方向一正一反,然后传送到装卸片位置等待,装满硅片后,篮具传送至出口处,等待人工取走;
(4)卸片:两组吸盘组件移动至A或B处,各吸取50片硅片,硅片两两分开,分别移动至E、F上方,然后放片入篮具,篮具向后传送,抽取篮具内的硅片,进行方块电阻检测;
(5)装片:两组吸盘组件移动至C、D处,各吸取50片硅片,两组硅片交叉重叠,完成背对背紧贴,然后移动至A或B上方,最后放入石英舟的空槽内;
(6)当石英舟装满扩散前的硅片后,搬舟组件将石英舟搬送至扩散对接传送的梭板上,然后将石英舟传送到扩散工艺炉内,扩散完成后,再将该石英舟搬送至退火对接传送的梭板上,将石英舟传送到退火工艺炉内,进行退火工艺。退火完成后,再将石英舟搬送到石英舟传送1或2的托盘上,进行装卸片。
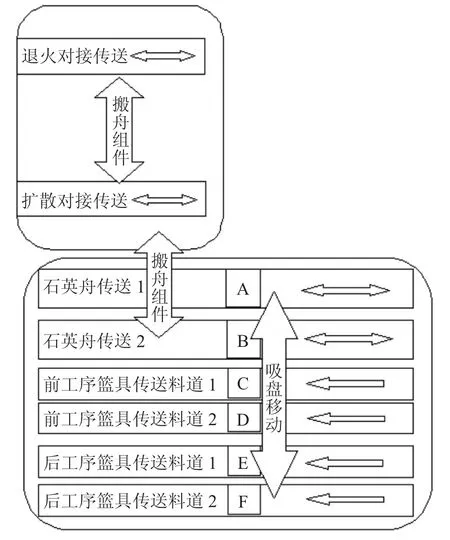
图1 工艺流程示意图
主要技术参数:
适用硅片:156.75 mm×156.75 mm(±0.5 mm),
硅片厚度:180 μm±20 μm
产能:4 000片/h
碎片率:≤5/10000
上线时间:≥98%
篮具工位数:4个
3 设备主要结构
设备结构组成:设备主体、石英舟传送组件、前/后工序篮具传送组件、吸盘移动组件、在线方阻检测组件,搬舟组件等。如图2所示。
设备主体:由于设备尺寸较大,为了保证设备的强度及整体刚性,主要安装基体采用方钢管焊接而成,并对安装面进行精磨铣削,来保证安装面的平整度;主体外壳主要采用钣金件加工而成,必要的地方,安装门窗,方便操作,在设备运行过程中,打开门窗,会触发感应开关,使运动系统暂停,防止产生人身伤害。
石英舟移动组件:主要完成石英舟的往复运动,采用伺服电机加滚珠丝杠的驱动方式。在石英舟固定面加滚轮,对石英舟进行气缸的推夹时,减少摩擦力,防止石英舟受力过大,而增加碎舟的概率。

图2 结构组成示意图
篮具传送组件:采用同步带传送,驱动电机选择交流电机。在装卸片位置,对篮具采用气缸进行定位夹紧。为了让篮具内的硅片导向一致,以方便吸盘吸取,传送组件整体倾斜3°。
吸盘移动组件:是设备的重要部分,主要完成硅片的吸附放置。
(1)移动:该组件共有4个运动轴,完成包含硅片x,y,z,θ方向的动作,涵盖了硅片背靠背贴附功能,硅片在篮具与石英舟之间的往复运动,硅片的上升下降动作。4个轴采取伺服电机加滚珠丝杠的驱动方式,达到精确的位置控制。
(2)吸附:吸盘采用真空原理,通过真空负压来吸附硅片,吸附硅片时,真空度可以达到-70 kPa左右,可以保证吸附的牢固度,避免掉片现象。吸盘材质选用氧化铝陶瓷,该材质耐磨,耐高温,尤其是机械强度高,可以加工出高精度的零件,非常适合作为吸盘的加工材料。50片单个吸盘组装成为一组吸附系统,一次吸取硅片50片,保证了生产效率。50片吸盘的组装过程需要特别注意,吸盘之间的间距要保证4.76 mm,50片的累积误差要小于0.1 mm。吸盘组装完成后,需进行漏气测试,以免影响吸附效果。
在线方阻检测组件:方块电阻检测采用Semilab品牌,为了减小主体设备的振动,对于检测数据准确性的影响,该组件独立于设备主体,不与设备进行连接,而且此处吸取硅片的吸盘,尺寸大,接触硅片的面积大,可以减小硅片运动过程中的晃动。
搬舟组件:主要完成石英舟在各个工位的搬送,采用伺服电机加滚珠丝杠的驱动方式,对接传送采用同步带传送,减少了人工干预,降低石英舟的损坏几率;与舟接触的位置,采用聚四氟乙烯材料,既耐高温,摩擦系数也小,增加石英舟使用寿命。
4 结束语
本文介绍的一体化上下料机,其创新点在于将扩散和退火的上下料结构集成到一台设备中,减少了硅片在石英舟和篮具中的倒换次数,极大的降低了硅片的不良率和碎片率,对于硅片质量的提升是非常显著的。
参考文献:
[1]李吉,孙朋涛,郑建宇,等.低压磷扩散工艺研究[D].北京:中国可再生能源学会,2016.
猜你喜欢
现代经济信息(2022年26期)2022-11-16
昆钢科技(2022年2期)2022-07-08
矿产保护与利用(2022年5期)2022-03-28
石材(2020年4期)2020-05-25
金刚石与磨料磨具工程(2019年4期)2019-09-18
建材发展导向(2019年10期)2019-08-24
电子制作(2018年14期)2018-08-21
能源(2018年10期)2018-01-16
工程建设与设计(2016年1期)2016-02-27
中国继续医学教育(2015年1期)2016-01-06
