
高速列车制造中焊接烟尘的治理
2018-04-17 13:05:52蒋超杰
电焊机 2018年3期
蒋超杰
(中车唐山机车车辆有限公司,河北唐山063035)
0 前言
《高速列车科技发展“十二五”专项规划》中提到,在“十三五”中高速列车的重点专项的任务之一是到2020年要“持续深化既有高速铁路和高速列车节能环保技术体系”,目标是“使中国高速铁路在能源利用效率、环境友好性和旅客服务品质等诸方面处于世界领先水平”,而绿色化是解决制造业日益严峻的资源和环境问题的重要手段,也是高速列车制造技术和制造模式未来发展的重要方向[1]。
1 焊接烟尘的性质
高速列车的车体从减轻自重等因素综合考虑,其主要材料为铝合金,焊接工艺是生产环节中的重要一步[2]。在焊接过程中因高温电弧的作用,焊条与母材在高温状态下发生熔化、气化,并会向四周扩散冷凝,被空气氧化后,焊条端部及母材就会形成固体颗粒物[3-4],这些固体颗粒物就是焊接烟尘,同时还伴有一定的有害气体(NOx、CO、O3和 HF)的产生[5]。
焊接烟尘中的颗粒物按照粒径大小可以分为:超细颗粒物(直径0.01~0.1 μm)、细颗粒物(直径0.1~2.5 μm)和粗颗粒物(直径大于 2.5 μm)[6]。在测定了某些焊接车间内焊接烟尘粒子的直径分布范围后发现,烟尘总数50%以上都是粒径小于0.2 μm颗粒物,且绝大多数烟尘微粒的粒径小于1 μm。因此,整体来讲,焊接烟尘中超细颗粒物和细颗粒物所占比例相当大[5],而粒径如此小的焊接烟尘悬浮在空气中,特别是大量聚集在作业空间内时,如果没有对其进行及时治理,则会对焊接操作人员的身体健康带来很大危害,对生产作业环境也会造成一定的污染[1,5,7]。
焊接烟尘主要有悬浮性、凝聚性、磨损性、荷电性4个特性[5],其治理的难度表现为[4]:①焊烟尘粒径小,焊接工位的多变性使烟尘颗粒物的捕捉和滤除较为困难;②焊烟尘存在热气流滞留特性;③焊烟除尘设备投资大,运行费用高。
随着大型焊接厂房的数量越来越多,尤其是国家高速列车的生产任务越来越紧,厂房空间内部也增加了更多的焊接作业点,焊接效率提高的同时单位时间内产生的烟尘量也会增加,这就加重了焊接烟尘污染;另外,较大厂房空间内较长的长宽距离也使焊接烟尘的通风治理路线变长、管理空间变大,这些客观因素都增加了厂房治理焊接烟尘的难度[7]。
2 烟尘产生和扩散时的动态变化[8]
国内外科研人员针对焊接烟尘治理进行了一些研究,大部分是针对焊后烟尘的搜集与分析,即通过建立间接物理模型来分析焊接烟尘。但是关于烟尘产生和扩散时的动态变化过程,基于试验的机理研究还较少。
张军强等人通过采用高速摄像技术得到了高速变化的焊接烟尘影像,随后研究焊接烟尘的产生过程,归纳了焊接烟尘产生的模型,在模型中将烟尘产生的区域分为焊接电弧外侧区、飞溅烟尘区和熔滴区(见图1)。焊接电弧外侧区为均匀分布在焊接电弧周围的中下部分区域,这个区域中产生的烟尘量较稳定,电弧区域越大(弧长越长),焊接烟尘产生量越大;飞溅烟尘区一般在电弧区外侧形成,熔滴区分布在电弧上部外侧区域,常常在短弧或排斥过渡时产生,飞溅烟尘区和熔滴区内多为聚集性烟尘;同时也指出,焊接烟尘形成时,一次粒子产生后在很短时间内就会发生凝并现象,以布朗凝结为主形成絮状的气溶胶,此过程同步发生烟尘的扩散流动,焊接烟尘也会在电弧形成的热气流下发生作用,整个过程如图2所示。
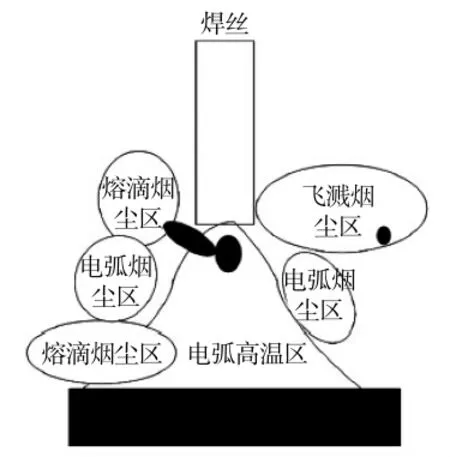
图1 焊接烟尘产生模型[8]

图2 焊接烟尘扩散中的力学因素[8]
3 治理焊接烟尘的方式
3.1 直接治理方式
由以上分析可知,焊接烟尘中的颗粒物在生产作业时会在工作区域悬浮,也可以随气流运动,因此,治理焊接烟尘的一个最重要的方法就是对工作区域或者厂房进行合理有效的通风和捕捉,从而达到将焊接烟尘浓度降低到标准值及以下的目的。
通风净化可分为自然通风净化和机械通风净化两个方向,但是由于焊接施工车间工位实际情况复杂、焊接厂房空间体积大,加之环保要求越来越严格,单纯使用自然通风净化焊接烟尘明显能力不足,因此目前多数企业主要采用机械通风净化方式[5]。具体的通风系统可分为吸吹式通风系统、局部式通风系统、全局式通风系统和个体防护面罩,国外的焊接烟尘治理基本以全面通风为辅,局部通风为主为原则,大量的可移动局部通风装置应用在焊接车间[9]。目前国内各地环保局也已经制定出规定企业使用局部可移动的处理焊接烟尘设备的计划,这种将厂房内的焊接烟尘全面治理与局部精华相结合的方式,可以有效稀释有害物质,并阻止污染物高浓度扩散。
周红[4]等人在对电焊烟尘的扩散规律进行研究时发现:(1)对于密集作业点,在其他条件不变的情况下,当垂直方向的高度小于1 m时,烟尘浓度的减少量最大;当垂直方向的高度继续上升到2 m时,烟尘浓度基本趋于平缓。(2)离地面越近,同一个截面上风速对烟尘浓度的影响越大,烟尘浓度减小量越大。
傅可新[3]等人对大连机车车辆有限公司的钢结构分公司(简称分公司)进行了焊接烟尘的研究,发现分公司的焊接方法分为人工焊接和机器人焊接,由于焊接过程中需要使用保护气体,大部分生产任务均在厂房内进行,进行生产作业时焊接会产生大量的弥漫在厂房内的烟尘,造成焊接烟尘污染。如果在现有客观条件下对厂房进行整体改造,则会造成治理方案预算过高,同时其他配套设施也要随之进行完善和管理,从低成本、高效率方面考虑并达到环保要求,设计的焊接烟尘治理方案最终确定为移动式焊接烟尘净化装置。具体的技术参数为:移动式烟尘净化装置为某公司的移动式高负压焊接烟尘净化装置,高压吸附、布袋过滤;过滤单元为涤纶针刺毡加PTFE腹膜,清灰方式为脉冲清灰;同时在厂房内进行整体通风,在最寒冷的时段使用保暖门帘并合理安装暖风机。
3.2 其他治理方式
焊接属高污染、高能耗工种,对其进行绿色性规划,不仅可以从通风、捕捉、净化过程入手,还可以从焊接工艺本身入手,即从源头治理污染,可有效减少产品在焊接工艺中的资源消耗和环境影响。
张军强[8]等人指出,在电弧区产生的均匀分布的烟尘是焊接烟尘的主体,在飞溅烟尘区、熔滴烟尘区产生的聚集性烟尘则会大大增加烟尘总量,因此,稳定的焊接过程和参数是控制焊接烟尘的主要措施之一,这就需要焊接工作者和焊接工艺设计工程师在工作中多多观察,整理经验。
张华[10]等人在具有时间T、质量Q、成本C、资源消耗R、环境影响E五个指标的绿色性焊接工艺规划评价指标体系的基础上,建立了一种组合运用熵权法和模糊评价法的模型,并用该模型分析了某单位焊条电弧焊、埋弧焊、CO2气体保护焊及氩弧焊的工艺方案,结果显示,CO2气体保护焊的综合评价值最大,即其绿色性最佳,而氩弧焊次之;实际的工作情况也显示,若焊接过程中使用CO2气体保护焊,废料的产生量由32%降低到20%,能源利用率由63.2%提高到81.5%,能获得较好的经济效益和环境效益。
4 结论
高速列车车体制造焊接工艺产生的烟尘治理应结合车间工艺布置、设备情况和焊接操作工的焊接习惯等情况制定方案,不能脱离实际,影响正常的生产操作。治理方案的设计应充分考虑各种污染的治理方式,在保证处理效果的前提下,采用高效净化设备,从而达到减少场地占用、节约投资和节约能源的目的。
参考文献:
[1]张华,鄢威,江志刚.基于绿色制造的焊接工艺资源环境属性研究[J].制造技术与机床,2012(12):60-63.
[2]王元良,陈辉.高速列车铝合金焊接的发展趋势[J].电焊机,2010,40(10):9-16.
[3]傅可新,蔡宏.厂房烟尘综合治理[J].设备管理与维修,2017(16):8-9.
[4]周红,林大建,费振玲.电焊烟尘的扩散规律研究[J].江西理工大学学报,2017,38(5):81-86.
[5]王汉青,李铖骏,谢东,等.受限空间焊接烟尘通风净化研究进展[J].湖南工业大学学报,2017,31(2):1-8.
[6]NT Jenkins,TW Eagar.Fume formation from spatter oxidation during arc welding[J].Science and Technology of Welding and Joining,2005,10(5):537-543.
[7]姜学鹏,刘坚,卢颖,等.超大焊接厂房自然通风方式模拟与对比研究[J].科学技术与工程,2017,17(22):148-154.
[8]张军强,任杰亮,薛铜辉,等.药芯焊丝焊接烟尘的产生机理研究[J].热加工工艺,2017,46(19):188-191.
[9]栗卓新,王英杰,蒋旻.焊接烟尘的影响因素及净化措施[J].机械工人,2006(8):37-38,40.
[10]张华,马达,肖明,等.基于组合评价方法的绿色性焊接工艺规划评价研究[J].机械设计与制造,2010(12):258-260.
猜你喜欢
汉语世界(The World of Chinese)(2024年1期)2024-04-24 19:16:46
山东冶金(2022年4期)2022-09-14 08:59:38
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
机电安全(2021年11期)2021-08-27 02:18:28
华人时刊(2020年23期)2020-04-13 06:04:14
制造技术与机床(2019年9期)2019-09-10 07:36:42
现代园艺(2017年22期)2018-01-19 05:07:32
电子制作(2017年22期)2017-02-02 07:10:15
工业炉(2016年1期)2016-02-27 12:34:08
机电信息(2015年27期)2015-02-27 15:57:29
