
激光焊在永磁电机磁极盒焊接中的应用
2018-04-17 13:05周迪生车三宏顾冬林李进泽胡叶平
电焊机 2018年3期
周迪生 ,车三宏 ,顾冬林,李进泽 ,胡叶平
(1.江苏中车电机有限公司,江苏大丰224100;2.上海阳东钢结构有限公司,上海201300)
0 前言
磁极盒结构是永磁电机固定磁钢(永磁体)的一种结构,由罩壳、基板、磁钢、胶组成[1]。罩壳需具有防腐蚀能力,一般选用不锈钢材质;基板具有导磁性和一定的强度,一般选用低合金结构钢。罩壳与基板通常采用焊接方式连接,本试验选择激光焊。激光焊是一种先进的、成熟的焊接方法,具有效率高、热影响区小、焊接变形小的特点[2]。
316L不锈钢(罩壳材质)与Q345D(基板材质)焊接为异种材料连接,有一定的焊接难度。但316L不锈钢和Q345D的碳当量均较小,焊接性能较好。为确保焊接可靠性,使用激光焊制作3个磁极盒试样,对磁极盒依次进行密封性测试、机械振动测试和冷热冲击测试。上述测试合格后,再对磁极盒进行密封性测试,对焊接接头进行渗透探伤、金相检测和维氏硬度检测。经检测,3个试样的密封性及焊接接头检测结果均合格。此次验证结果对永磁电机磁极盒制作具有一定的参考价值及实际意义,为磁极盒试验与检测提供技术支持。
1 试验材料及设备
1.1 试验材料
试验用磁极盒罩壳的材质为316L不锈钢,磁极盒基板的材质为Q345D,激光焊所用的焊丝材质为309不锈钢。罩壳、基板和焊丝的成分分别如表1~表3所示。
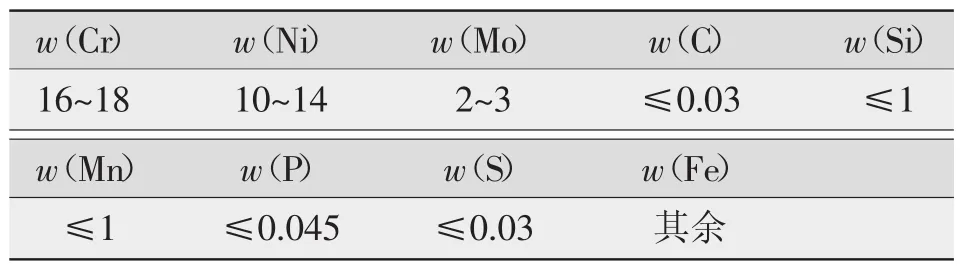
表1 316L不锈钢成分%

表2 Q345D不锈钢成分%

表3 309不锈钢成分%
1.2 试验设备
激光焊机、密封测试仪、机械振动测试仪、冷热冲击测试仪、金相显微镜、数显维氏硬度计等。
2 试样制备及试验方法
2.1 试样制备
罩壳与基板按照如图1所示进行激光焊接。焊接时要求熔深大于0.5 mm(罩壳厚度0.5 mm)。焊接时图中的a值不能太小,以集中热输入。

图1 激光焊接示意
激光焊接时需保证焊接功率、焊接速度、焊接角度、激光束的焦距、激光束的光斑大小、送丝速度、送丝角度等参数。完成激光焊接后,3个磁极盒焊缝均匀,无气孔,无漏焊,焊缝外观检查合格。
2.2 试验方法
依次对3个磁极盒进行密封性测试、机械振动测试和冷热冲击测试。
密封性测试方法:将磁极盒置入密封性检测仪水槽的水中(水槽下半部分是水,上半部分是空气),抽真空,压强 0.01~0.02 MPa,检测时间 20 s。试验完成要求磁极盒焊缝周围无气泡产生。
机械振动测试方法[3]:将磁极盒固定在振动平台上,在规定的振动参数(变频试验的加速度有效值约 4 g,频率 20~100 Hz,水平振动 x 方向 10 h、水平振动y方向10 h、垂直振动10 h)下进行振动试验。试验完成要求磁极盒焊缝无裂纹。
冷热冲击测试方法[4-6]:高温 85±3℃,低温-40±3℃,冷热温差125±6℃。冷热冲击介质为空气。冷热冲击周期12个,每个周期8 h(高、低温分别为4 h),温度转换时间小于5 min。
经检测,3个磁极盒的密封性测试、机械振动测试和冷热冲击测试均合格。再进行密封性测试、渗透探伤、金相检测、维氏硬度检测。
3 测试结果与分析
3.1 密封性测试
对3个磁极盒进行密封性测试,磁极盒焊缝周围无气泡产生,磁极盒的密封性测试合格。
3.2 渗透探伤
因316L不锈钢为奥氏体不锈钢,没有磁性,无法使用磁粉探伤。对焊缝进行渗透探伤,未发现表面裂纹等缺陷,磁极盒的渗透探伤合格。
3.3 金相检测
金相检测分为焊接接头的宏观金相检测和微观金相检测。
3个磁极盒的焊接接头宏观金相检测如图2所示。3个磁极盒焊接接头宏观金相中无气孔、裂纹,且焊接的一致性较好,宏观金相检测合格。
3个磁极盒的微观金相检测如图3所示。由图3可知,金相图片的灰白色区域为奥氏体(不锈钢区域),金相图片其余区域为板条马氏体(Q345D区域),奥氏体区域与板条马氏体区域熔合良好,微观金相检测合格。
3.4 维氏硬度检测
使用维氏硬度计(0.3 kgf)检测316L不锈钢和Q345D的母材及焊接区域。检测要求:母材及焊接区域的维氏硬度值低于380 HV[7]。
经检测,316L不锈钢的母材硬度为167 HV,Q345D的母材硬度为175 HV。各试样焊接区域的检测位置见图4中一排黑点。以图4中不锈钢区域和Q345D区域交界的黑线为0基点,分别向不锈钢区域和Q345D区域中以80 μm为间隔打硬度,检测结果如图5所示。
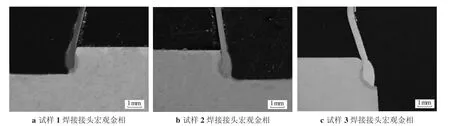
图2 各试样宏观金相照片
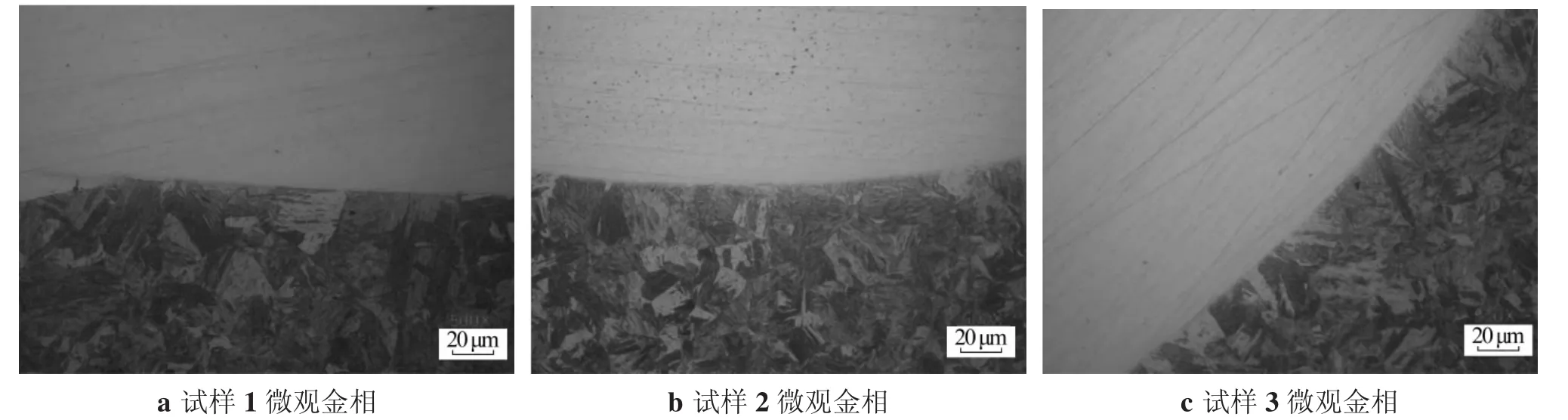
图3 各试样微观金相照片

图4 各试维氏硬度检测
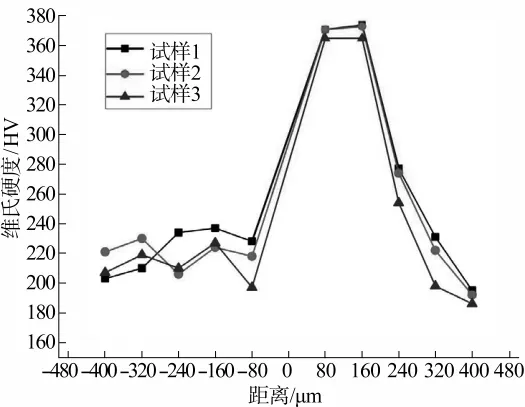
图5 维氏硬度检测结果
由图5可知,各试样焊接接头区域的维氏硬度均小于380 HV,维氏硬度检测合格。焊接后316L不锈钢硬度增加约40~70 HV。该处被打硬度的不锈钢是完全熔化重新结晶的,由母材(316L不锈钢和)和焊丝(309不锈钢)组成。该处不锈钢硬度的增加主要是因为焊丝的含碳量(0.08%)高于母材的含碳量(0.03%),其次是因为 Q345D(w(C)≤0.18)中的碳向不锈钢中扩散,不锈钢碳含量增加会使不锈钢的硬度增加,其强化机理主要为固溶强化。Q345D在焊接时部分母材熔化重新结晶,由于冷速迅速,形成板条状马氏体,此处维氏硬度最高。其余区域随着距熔化区距离的增加,硬度依次下降。
4 结论
采用激光焊对磁极盒的罩壳和基板进行焊接,焊接效率高且焊接的一致性较好。采用激光焊焊接的磁极盒在进行密封性、机械振动、冷热冲击试验后,仍具有良好的密封性,各磁极盒焊接接头渗透探伤、金相检测和维氏硬度检测均为合格。
参考文献:
[1]谢华丽,段虎.永磁电机磁极盒的封装工艺[J].电机技术,2016(2):50-51.
[2]Jun Yan,Ming Gao,Xiaoyan Zeng.Study on microstructure and mechanical properties of 304 stainless steel joints by TIG,laser and laser-TIG hybrid welding[J].Optics and Laser in Engineering,2010(48):512-517.
[3]GB/T2423.10-2016,电工电子产品环境试验,第2部分:试验方法,试验Fc:振动(正弦)[S].
[4]GB/T2423.22-2002,电工电子产品基本环境试验规程,试验N:温度变化试验方法[S].
[5]GB/T2423.1-2001,电工电子产品基本环境试验规程,试验A:低温试验方法[S].
[6]GB/T2423.2-2001,电工电子产品基本环境试验规程,试验B:高温试验方法[S].
[7]ISO15614-1-2004,金属材料焊接工艺规范和鉴定,焊接工艺试验,第1部分:钢的电弧焊和气焊与镍及镍合金的电弧焊[S].
猜你喜欢
再生资源与循环经济(2022年8期)2023-01-06
中国特种设备安全(2021年7期)2022-01-19
装备制造技术(2021年4期)2021-08-05
计测技术(2021年2期)2021-07-22
煤气与热力(2021年5期)2021-07-22
电力安全技术(2021年5期)2021-03-30
理化检验(物理分册)(2020年3期)2020-03-22
制造技术与机床(2019年11期)2019-12-04
东方汽轮机(2017年3期)2017-10-12
现代传输(2016年2期)2016-12-01
