
焊接热循环对A5083P-O和A7N01P-T4铝合金接头组织性能的影响
2018-04-17 13:05云中煌戴忠晨金文涛
电焊机 2018年3期
云中煌,戴忠晨,金文涛
(中车南京浦镇车辆有限公司,江苏南京210031)
1 概述
随着铝合金材料在轨道交通装备领域的广泛应用,对其焊接质量的要求越来越高,研究范围也从材料的焊接性能、疲劳强度、应力腐蚀等方面延伸到现场焊接技术的应用及实际质量问题的解决。补焊作为生产现场常用的焊接工艺,其过程及质量越来越受到重视。但是针对补焊对母材组织性能影响的研究较少,在此主要探讨多次焊接对铝合金性能和组织的影响,为生产制造提供参考依据。
2 试验准备
试验母材为A5083P-O、A7N01P-T4两种铝合金材料,板厚4 mm,下料规格均为450 mm×150 mm×4 mm,坡口角度30°,如图1所示,每种组合选用2组试件。填充材料选用ER5356,直径1.2 mm,焊接保护气选用99.999%的高纯氩,焊接设备选用KEMPPI半自动焊机。
3 试件焊接及试样制作
3.1 焊接环境
试件在温度20℃、相对湿度小于60%的环境下进行焊接,将母材夹持在专用工装上,工装夹持示意如图2所示。
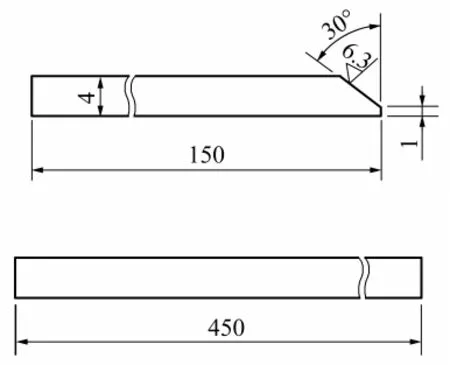
图1 母材下料规格
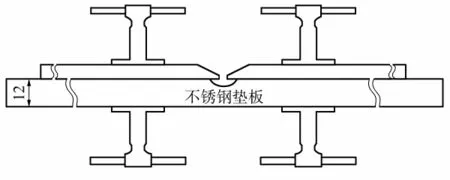
图2 焊接工装夹持示意
3.2 试验方法
焊接姿势为平焊(PA),焊接方法采用MIG半自动焊接。采用多重温度交换循环对比试验法,在刚性约束条件下进行试件焊接。试验焊接工艺参数要与实际生产焊接工艺参数相同,并记录焊接条件。试件制作过程如图3所示。根据预定焊接参数完成试板焊接(见图3a),然后进行PT、RT检测,合格后,切除试件焊缝余高,进行槽部加工(见图3b),加工深度应不超过板厚的1/2,并在PT、RT检测合格后,截取3块50 mm×30 mm的试样,两种材料分别做好标示。
切除剩余试件焊缝余高,重复图3b和图3c的过程一次,进行槽部加工,完成试板的二次补焊,并在PT、RT检测合格的区域截取50 mm×30 mm的试样3块,做好标示。
截除剩余试件焊缝余高,重复图3b和图3c的过程一次,进行槽部加工,完成试板的3次补焊,并进行PT、RT检测,如图4所示。
试板焊接完成后截取试样。试样制作如图5所示。试样截取情况如表1所示。
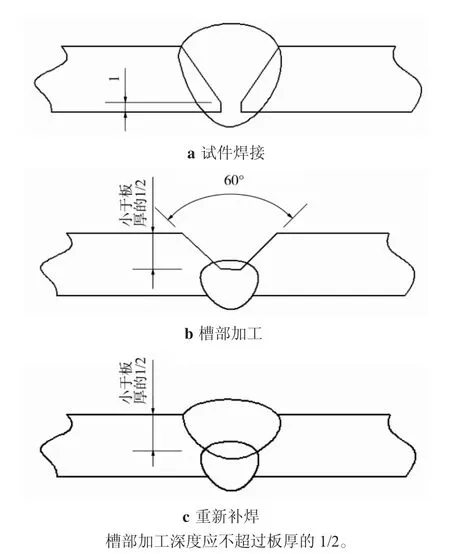
图3 试件焊接施工要领示意
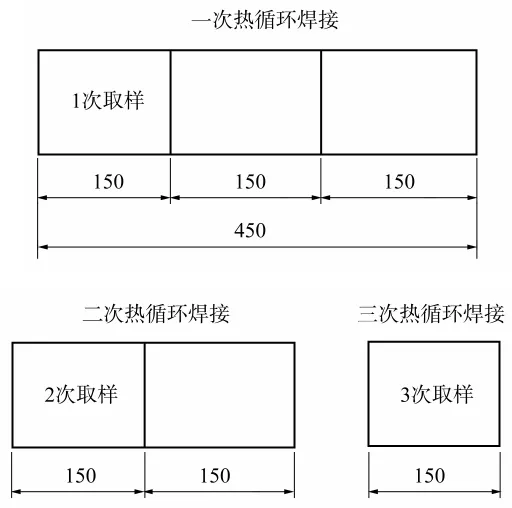
图4 温度循环要领示意
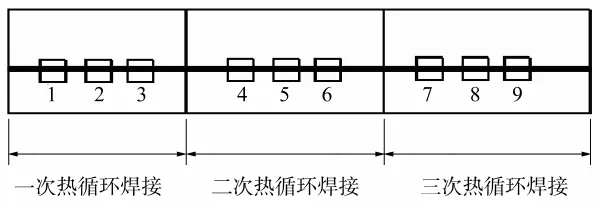
图5 试样截取示意
4 实验结果及分析
4.1 无损检测分析
对A5083P-O、A7N01P-T4一次循环焊接、二次循环焊接、三次循环焊接接头及热影响区(HAZ)进行PT探伤、RT射线探伤检测。结果表明:两种材质3种焊接工艺均未出现气孔及裂纹,达到ISO10042《铝及铝合金的弧焊接头——缺欠质量分级》中的B级焊缝等级要求。
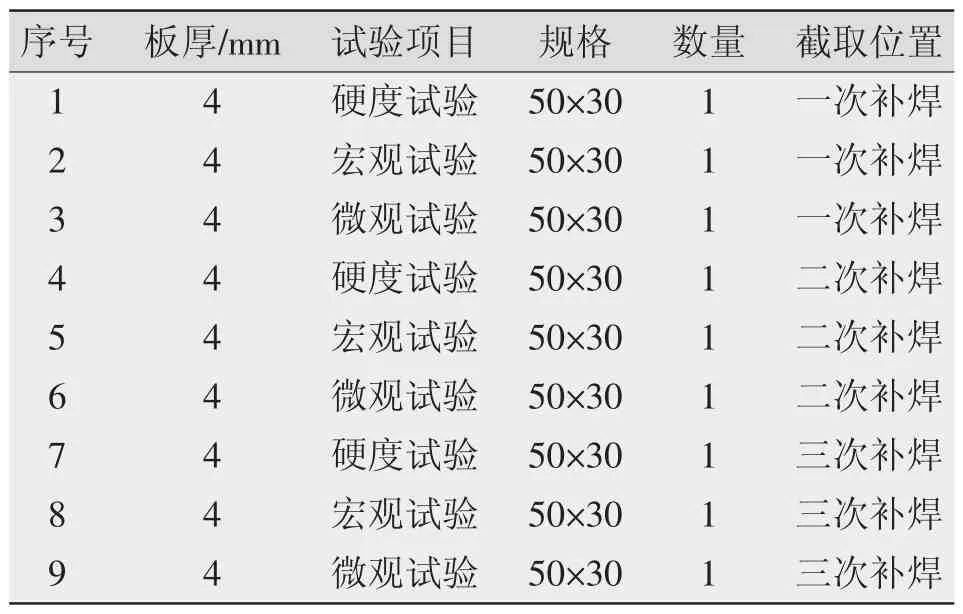
表1 试样截取情况
4.2 硬度试验
试样维氏硬度检查数据如表2所示。由表2可知,焊接次数对铝合金A5083P-O母材区、焊缝区及热影响区的硬度影响较小。A7N01P-T4焊缝区硬度随焊接次数的增加逐步略有降低;A7N01P-T4母材区和热影响区随着焊接次数的增加硬度先增加再降低。
4.3 宏观和微观分析
(1)宏观金相断面。
两种材料3次循环焊接工艺的接头宏观金相照片如图6所示。
由图6可知,各宏观断面均熔合良好,随着焊接次数的增加,熔合区逐渐增大,尤其A5083P-O材料随着焊接次数的增加熔合区域扩大明显,热影响区逐步扩大。
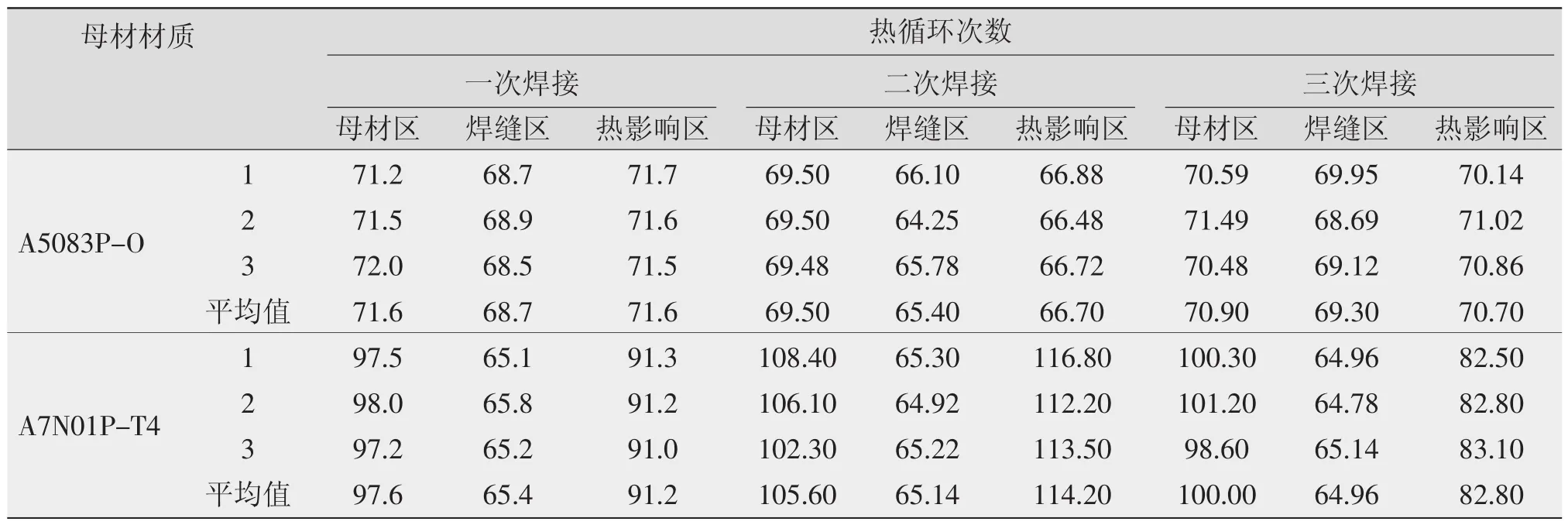
表2 硬度试验数据 HV

图6 6种焊接试样接头的宏观金相照片
(2)焊缝区微观组织。
两种材料3次循环焊接工艺接头的焊缝区400倍放大微观组织如图7所示。
由图7可知,A5083P-O、A7N01P-T4两种材料焊缝区组织在3次重复焊接的情况下,无明显区别。每次焊接过程都是焊丝金属及前一层焊道焊缝区金属熔合凝固过程,每次焊接工艺相同,热输入相同,因此焊缝区的微观组织基本相同,两种材料的3次循环焊接工艺焊缝区的硬度值变化不大,因焊缝区为铸造组织,其硬度值低于母材区,力学性能较差。
(3)热影响区微观组织。
两种材料3次循环焊接工艺的热影响区400倍放大微观组织如图8所示。

图7 6种焊接试样接头焊缝区的微观组织
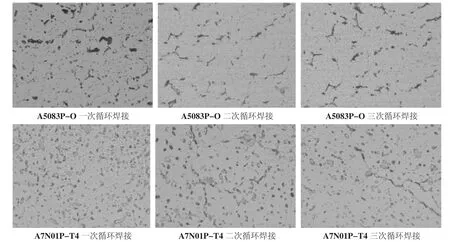
图8 6种焊接试样接头热影响区的微观组织
A5083P-O为Al-Mg合金,是非热处理强化铝合金,强化机理主要为固溶强化。从图8微观组织照片可以看出,A5083P-O 3种焊接工艺对热影响区的微观组织影响不大,非热处理强化铝合金随着焊接次数的增加,金属组织无明显改变,因此3次循环焊接工艺A5083P-O热影响区及母材区的硬度未发生明显变化。
A7N01P-T4为Al-Mg-Zn铝合金,是热处理强化铝合金,主要强化机理为第二相弥散强化、固溶强化等。由图8可知,二次循环焊接后第二相粒子略有减少,合金元素固溶于基体相中,固溶强化作用加强,因此二次焊接后热影响区硬度较一次焊接增加,三次循环焊接后第二相粒子明显减少,第二相弥散强化减弱,故硬度比第二次又有降低。
A5083P-O和A7N01P-T4均未出现微观裂纹,但随着焊接次数的增加,A7N01P-T4在焊接热影响区出现低熔点共晶物,数量增加,这些低熔点共晶物存在于晶界处。另外由于铝的线膨胀系数比钢大将近一倍,凝固时的结晶收缩又比钢大(体积收缩率约为6.5%),铝及铝合金高温时强度低、塑性很差(如纯铝在约375℃时强度不超过9.8 MPa;在约650℃的伸长率小于0.69%),因此,焊接铝及铝合金焊件时会产生较大的内应力。内应力及低熔点共晶物两者共同作用的结果是焊缝中容易产生热裂纹。A5083P-O并未随着焊接次数的增加而出现低熔点共晶物。因此多次焊接A7N01P-T4的热裂纹倾向比A5083P-O敏感很多,A7N01P-T4不建议多次焊接。
5 结论
(1)随着焊接循环次数的增加,两种材料的熔合区均逐渐增大;焊缝区微观组织在3次重复焊接的情况下,无明显区别;对于A5083P-O多次焊接热循环对热影响区的微观组织影响不大,随着热循环次数增加,A7N01P-T4热影响区第二相粒子逐步减少,第二相弥散强化减弱,固溶强化增强。
(2)经过3次热循环,两种铝合金均未出现裂纹。但随着热循环次数的增加,A5083P-O未出现低熔点共晶物;A7N01P-T4在焊接热影响区晶界处出现低熔点共晶物并在增加,热裂纹倾向增大,建议7系铝合金尽量降低焊接次数。
(3)多次焊接热循环对A5083P-O材料焊缝、母材和热影响区及A7N01P-T4焊缝区的硬度影响不大,但随着焊接循环次数的增加,A7N01P-T4材料母材区和热影响区的硬度先增加后降低。
猜你喜欢
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年5期)2018-01-19
含能材料(2017年1期)2017-03-04
含能材料(2017年7期)2017-03-04
当代化工研究(2016年6期)2016-03-20
焊接(2016年1期)2016-02-27
诗选刊(2015年6期)2015-10-26
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
浙江人大(2014年8期)2014-03-20
