
高硫石油焦的碱催化煅烧脱硫实验研究
2018-04-12 02:39赵普杰韩贺祥王际童龙东辉乔文明凌立成
石油学报(石油加工) 2018年2期
赵普杰, 韩贺祥, 王际童, 龙东辉, 乔文明,2, 凌立成
(1.华东理工大学 化学工程联合国家重点实验室, 上海 200237; 2.华东理工大学 特种功能高分子材料及相关技术教育部重点实验室, 上海 200237)
石油焦是石油加工产生的石油渣油、石油沥青经焦化后得到的固体炭质物料,其品质主要受原油质量、原油加工工艺以及渣油焦化工艺等因素的影响[1-3]。按焦炭中硫质量分数高低可划分为高硫焦(>3%)、中硫焦和低硫焦(<1.5%)3种。石油焦被广泛应用于电解铝、水泥、电力、钢铁等行业[4-10],特别是在铝电解用阳极中占整个预焙阳极的70%左右。
随着我国工业化的不断发展,进口原油逐年增多[11],进口原油中硫含量相对较高,造成我国石油焦中硫含量日趋增高,高硫石油焦在工业生产中的应用也日趋增多。专家预计[12-14], 未来五年内(到2020年)全球石油焦的增长率从2006~2011年的6%降到4%,并且中国、印度等亚洲国家将成为未来石油焦的重要增长市场。到2016年,中国和印度的高硫石油焦产量为1.7×108t,约占全球供应量的 1/4。工业应用中石油焦中所含的硫元素最终以硫氧化物的形式排出,不仅会增加生产成本也会对环境造成危害[12]。《大气污染防治法》中5次提及石油焦,预计对石油焦中硫质量分数有可能限制在3%~5%以下。因此,如何有效脱除高硫石油焦的硫元素,并成功提高高硫石油焦的利用率具有很高的价值与意义。目前,石油焦脱硫主要有高温煅烧脱硫[13]、添加剂脱硫[14]、化学氧化脱硫[15]、溶剂萃取脱硫[16]等方法,但是缺乏十分经济的方法实现高效的石油焦脱硫。张艳等[17]通过酸+过氧化氢这一混合试剂对石油焦进行处理,发现石油焦脱硫率可以达到20%左右;肖劲等[18]通过自制的一种脱硫剂在60℃条件下对石油焦进行脱硫处理,结果显示石油焦的脱硫率可以达到50%以上;杨晓彤等[19]通过硝酸+双氧水预氧化结合高温煅烧对高硫石油焦进行处理,发现石油焦的脱硫率可以达到84%左右。和晓才等[20]通过研究发现,在压力0.5 MPa、温度160℃条件下使用NaOH碱溶液对石油焦进行不断地浸出处理,最终石油焦的脱除率可以达到90%左右。虽然这些方法能将石油焦中的硫元素有效地脱除,但是其对脱硫后的石油焦质量的损害以及对设备、环境等的破坏使得其不能得到很好的应用,因此该方法并未从根本上解决石油焦脱硫及其应用问题。在H2气氛下添加具有碱性的Na2CO3作为脱硫剂对石油焦进行煅烧脱硫,能够显著地提高脱硫率并降低反应温度,从而降低能耗。
笔者以高硫石油焦为研究对象,考察了H2气氛下的脱硫过程中煅烧温度、Na2CO3添加量、石油焦颗粒粒度及反应时间对其脱硫率的影响,并且通过傅里叶红外光谱(FT-IR)、扫描电镜(SEM)、热重分析(TG)、X射线衍射仪(XRD)等表征手段对脱硫前后石油焦的理化性能进行比较分析,以期探索出较佳的石油焦脱硫方法及优化的脱硫工艺。
1 实验部分
1.1 原料和试剂
实验选用某石油炼化厂生产的高硫石油焦作为原料,经磨碎后筛分为不同粒径的颗粒,测得平均硫质量分数为5.79%。石油焦原料的工业分析和元素分析结果见表1。Na2CO3,纯度≥96.0%,上海凌峰化学试剂有限公司产品。H2,纯度为40%(摩尔比),上海伟创气体有限公司产品。

表1 石油焦的工业分析和元素分析Table 1 Proximate and ultimate analysis of petroleum coke
A—Ash; V—Volatile; FC—Fixed Carbon; M—Moisture; ad—Air-dried;
1) By difference
1.2 实验设备
电热鼓风干燥箱,DHG-9053,上海华连医疗器械有限公司产品;电子天平,AL204,上海精密科学仪器有限公司产品;高温炭化炉,YFFG150*400,上海意丰电炉有限公司产品。
按一定比例分别称量石油焦原料和Na2CO3,充分混合均匀后,在40%H2气氛(100 mL/min)下进行煅烧脱硫实验。对脱硫后样品用去离子水充分洗涤、过滤,然后放入真空干燥箱中进行干燥,测定试样中的硫含量,分析脱硫效果。
石油焦中硫元素的脱除率按照公式(1)计算。
η=(w0-w1)/w0×100%
(1)
式(1)中,η为脱硫率;w0、w1分别为脱硫前、后石油焦中的硫元素质量分数,%。
1.3 表征分析
(1)硫含量分析
本实验所用的测硫设备为HDS3000智能测硫仪,湖南华德电子有限公司产品,工作电压220 V,频率50 Hz,硫质量分数测量范围0.1%~20%,精确度为0.01%。
(2)热重分析
采用德国耐驰仪器制造有限公司生产的STA 449F3热重-差热同步分析仪测定脱硫前后石油焦的热力学性能,即热失重与温度的关系。测试条件:N2气氛,由室温(25℃)以10℃/min 升温到850℃。
(3)红外光谱分析
采用美国PerkinElmer公司生产的Spectrum 100系列傅里叶变换红外光谱仪测试脱硫前后石油焦的红外光谱,从而了解和分析脱硫前后石油焦的基团和有机结构组成。在测试过程中,使用溴化钾压片制样,测定范围为4000~400 cm-1。
(4)X射线衍射分析
采用德国布鲁克AXS公司生产的D8 Advance型号的X射线衍射仪测试脱硫前后石油焦的X射线图谱,从而了解和分析石油焦样品的晶型种类和晶型状态。
(5)微观形貌(SEM)分析
采用日本日立公司生产的HT7700型场发射扫描电子电镜来分析和观察脱硫前后石油焦样品的微观形貌。
2 结果与讨论
2.1 碱催化煅烧条件对高硫石油焦脱硫效果的影响
2.1.1脱硫方法的选择
取一定量的高硫石油焦分别在N2气氛、H2气氛、H2+Na2CO3的条件下进行煅烧处理,煅烧温度取300~800℃。不同条件煅烧处理对石油焦脱硫结果的影响如图1所示。由图1可知,加氢脱硫和加氢碱催化脱硫的石油焦脱硫率比N2气氛下脱硫的石油焦脱硫率显著提高。这是因为石油焦中的硫元素主要以硫醇(酚)、硫醚及噻吩类有机硫形式存在。硫醇(酚)和硫醚在热解过程中均易生成H2S,反应式如式(1)~(4);而噻吩类化合物是最难脱除的一种含硫化合物,因为噻吩反应生成H2S需要先进行开环反应生成硫醇,再与氢自由基结合生成H2S,反应式如式(5)~(6)。由于石油焦中噻吩硫占总硫的90%以上,因此脱除石油焦中的硫主要是脱除噻吩硫。林蔚[21]通过对噻吩硫在H2气氛和N2气氛下热解这2个系统进行宏观正则系综(NVT)升温模拟,发现噻吩发生开环都是以C—S键的断裂开始的,加氢之后会使噻吩中的C—S键键能减小(由655.67 kJ/mol减小到516.91 kJ/mol),更容易断裂。另外H2还参与反应,为反应提供氢自由基生成H2S和烃基。所以在H2气氛下脱硫能显著提高石油焦的脱硫率。另外,由于H2S属于一种酸性气体,此时添加碱性物质(如Na2CO3)会与产生的H2S反应,使得H2S的转化率增加,从而有效地提高石油焦的脱硫率。鉴于在H2气氛、添加Na2CO3的条件下对高硫焦煅烧处理具有良好的脱硫效果,本实验中将着重考察在此条件下煅烧温度、Na2CO3添加量、反应时间、颗粒粒度对高硫焦脱硫效果的影响。
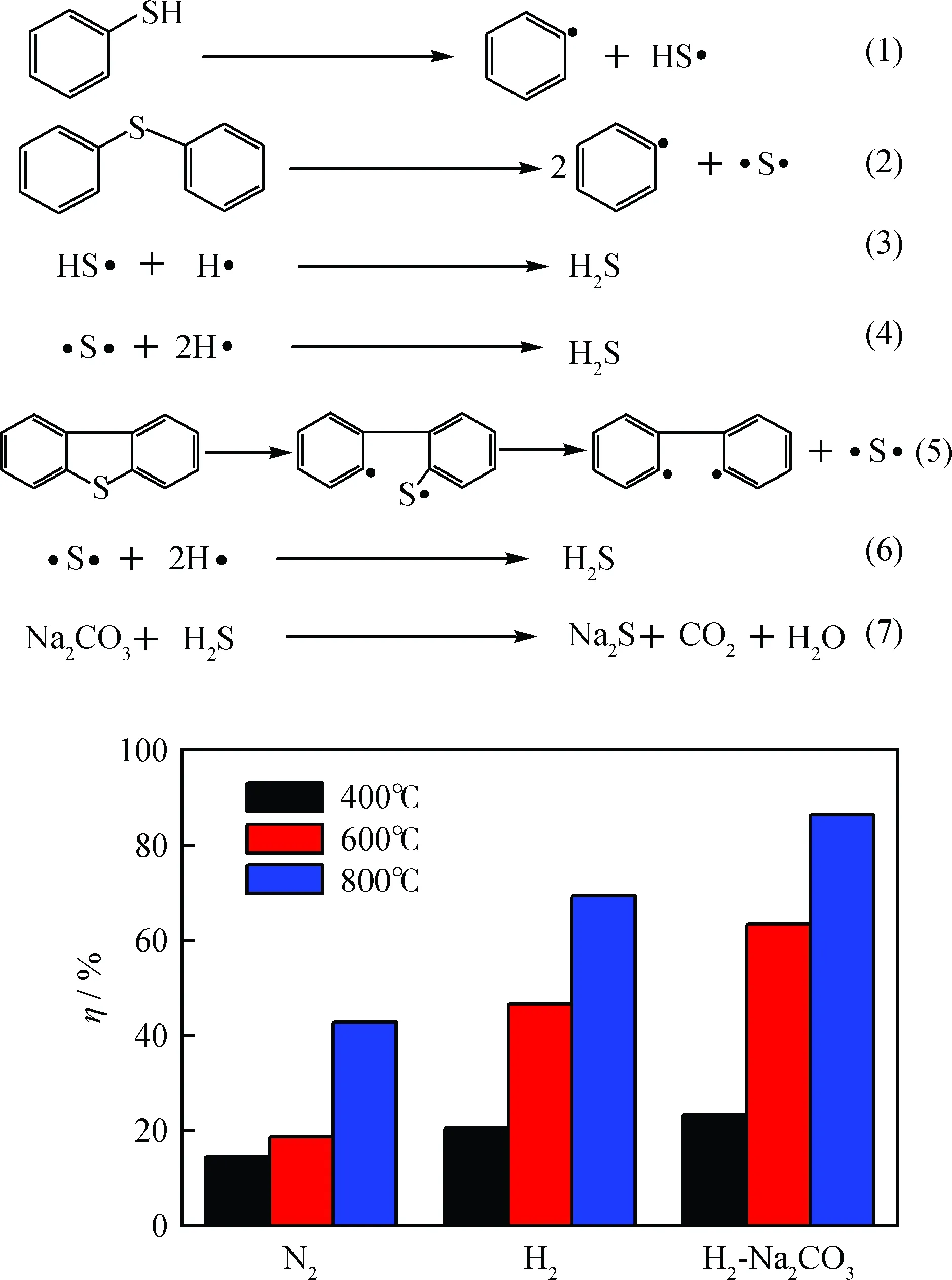
图1 不同煅烧处理对石油焦脱硫率(η)的影响Fig.1 Effect of different calcining treatment ondesulfurization rate (η) of petroleum coke Particle size 80 μm; Reaction time 120 min; w(Na2CO3)=20%;Velocity of temperature 3℃/min
2.1.2煅烧温度对脱硫效果的影响
在H2气氛、Na2CO3添加量(质量分数)为20%、煅烧时间为120 min、石油焦颗粒粒度为80 μm 的条件下,煅烧温度对石油焦脱硫率的影响如图2所示。由图2可知,石油焦脱硫率随着煅烧温度的升高逐渐增大,在500~600℃时脱硫速率最大,在700℃时达到很高的脱硫率为83.5%;继续升高煅烧温度,脱硫率并没有明显提高,因此选择700℃作为最佳煅烧温度。这可能是因为在低温阶段(<700℃)能脱除石油焦中大部分的硫醇和少部分简单的噻吩类物质,而由于石油焦中还含有更复杂的噻吩类物质,要脱去此类含硫物质,需要更高的反应温度,所以此时石油焦的脱硫率没有明显增加。

图2 煅烧温度对石油焦脱硫率(η)的影响Fig.2 Effect of calcination temperature ondesulfurization rate (η) of petroleum cokeParticle size 80 μm; Reaction time 120 min; w(Na2CO3)=20%;Velocity of temperature 3℃/min
2.1.3Na2CO3添加量对脱硫效果的影响
在H2气氛、煅烧温度为700℃、煅烧时间为120 min、石油焦颗粒粒度为80 μm的条件下,Na2CO3添加量对石油焦脱硫率的影响如图3所示。由图3可知,随着Na2CO3添加量(质量分数)的增大,石油焦的脱硫率出现先增大后减小的趋势。当Na2CO3添加量为25%时,石油焦脱硫率达到最大值为89.3%;继续增大Na2CO3添加量,石油焦脱硫率反而略有下降。这可能是因为过多的Na2CO3会堵塞孔道(SBET,25%=16.8 m2/g,SBET,30%=13.1 m2/g),导致H2不能与石油焦内部充分接触,反应不充分,因此会导致石油焦脱硫率下降。
2.1.4反应时间对脱硫效果的影响
在H2气氛、煅烧温度为700℃、Na2CO3添加量为25%、石油焦颗粒粒度为80 μm的条件下,反应时间对石油焦脱硫率的影响如图4所示。由图4可知,随着反应时间的延长,石油焦的脱硫率呈现先增大后逐渐平稳的趋势,当反应时间为120 min时,石油焦达到最大脱硫率为89.3%。出现这一趋势的原因,可能是随着反应时间的延长,H2与石油焦接触得更加充分,有助于产生更多的H2S气体,因此石油焦的脱硫率逐渐上升;继续延长反应时间,由于此时的反应温度不足以使得更复杂的含硫化合物中的C—S键断裂,H2无法与复杂的含硫化合物反应产生H2S气体,因此脱硫率没有进一步提高。

图3 Na2CO3添加量对石油焦脱硫率(η)的影响Fig.3 Effect of the amount of sodium carbonate ondesulfurization rate (η) of petroleum cokeParticle size 80 μm; Reaction temperature 700℃;Reaction time 120 min; Velocity of temperature 3℃/min
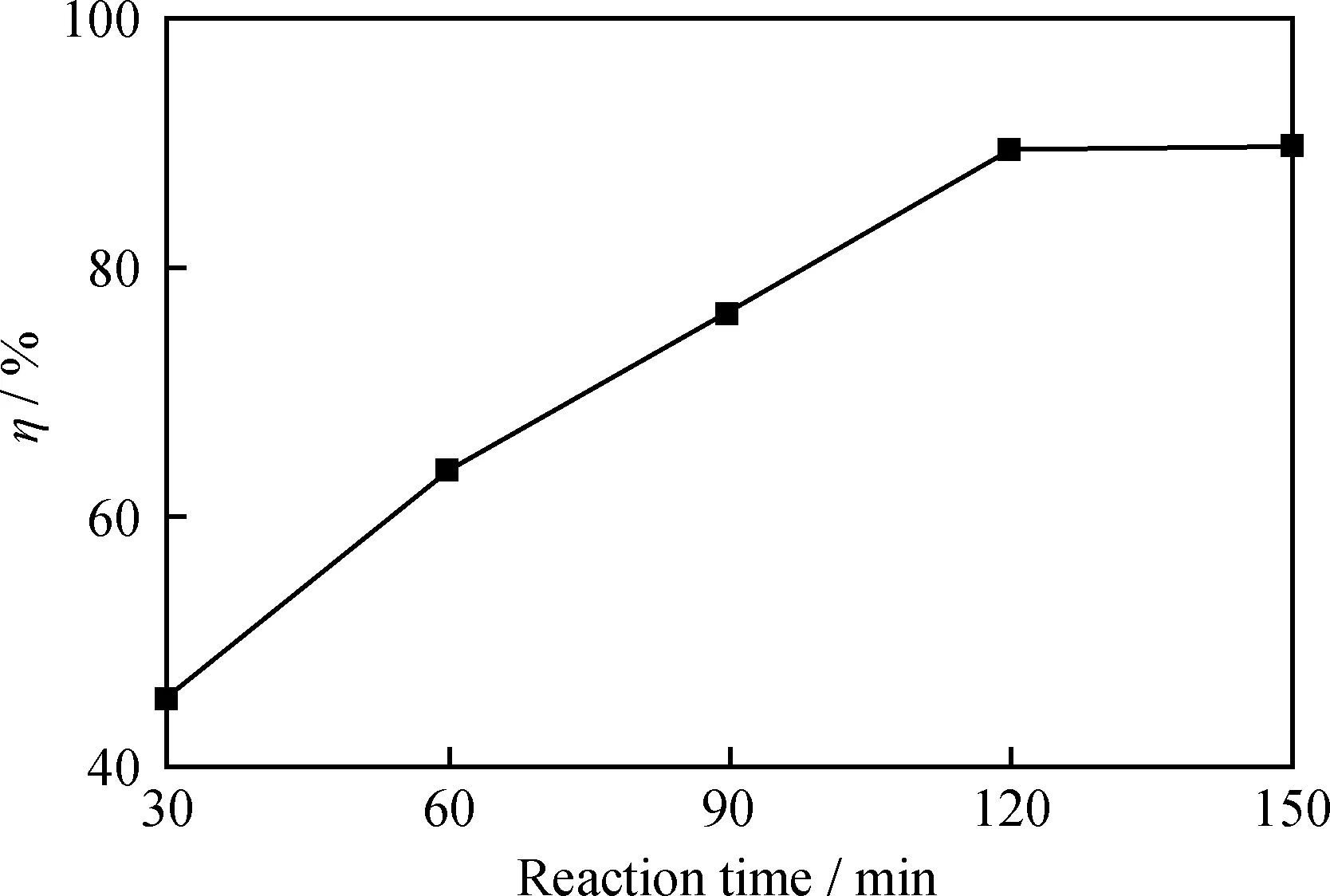
图4 反应时间对石油焦脱硫率(η)的影响Fig.4 Effect of reaction time on desulfurizationrate (η) of petroleum cokeParticle size 80 μm; Reaction temperature 700℃;w(Na2CO3)=25%; Velocity of temperature 3℃/min
2.1.5石油焦颗粒粒度对脱硫效果的影响
分别取粒度为16~24目(1000~700 μm)、24~32目(700~500 μm)、32~42目(500~355 μm)、42~180目(355~80 μm)以及大于180目(小于80 μm)的石油焦颗粒各一份,在H2气氛、Na2CO3添加量为25%、煅烧时间120 min、煅烧温度为700℃条件下,石油焦颗粒粒度对石油焦脱硫率的影响如图5所示。由图5可知,随着原料颗粒粒度的减小,石油焦的脱硫率逐渐增大,当颗粒粒度为80 μm时,石油焦达到最大脱硫率为89.3%。这可能是因为颗粒粒度越小,石油焦中的含硫基团暴露得越充分,H2更容易与这些含硫物质接触更充分,反应更完全,所以脱硫率更高。
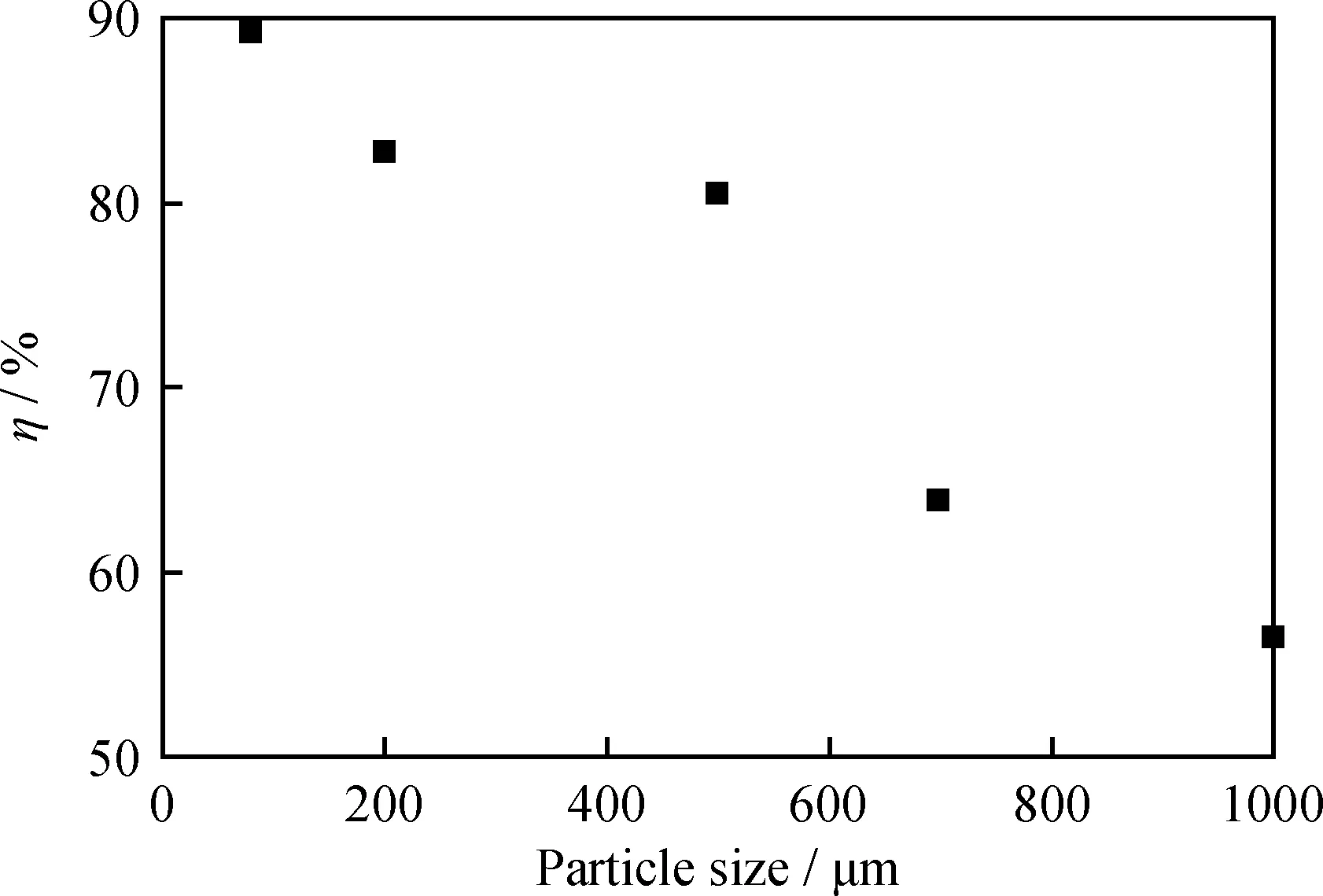
图5 原料粒径对石油焦脱硫率(η)的影响Fig.5 Effect of particle size on desulfurizationrate (η) of petroleum coke Reaction temperature 700℃; Reaction time 120 min,w(Na2CO3)=25%; Velocity of temperature 3℃/min
2.2 脱硫前后石油焦结构性能分析
2.2.1脱硫前后石油焦的微观形貌分析
图6(a)为石油焦原料的微观形貌照片,可以看出,石油焦颗粒的不同断面比较平整,致密度良好,没有明显裂纹和孔隙。图6(b)为在H2气氛下700℃高温处理后的石油焦SEM照片,石油焦颗粒表面变得较疏松且有小颗粒附着,局部有孔道结构形成;图6(c)为在H2气氛下添加25%Na2CO3、700℃煅烧处理后的石油焦SEM照片,石油焦颗粒表面变得更疏松且表面有大量的小颗粒附着,表面呈现明显的裂纹和堆积片层结构。说明煅烧过程中与Na2CO3发生反应,且石油焦中的轻组分逸出和含硫有机物在高温下挥发造成石油焦表面的孔道结构。
2.2.2脱硫前后石油焦的红外光谱分析
图7为石油焦原料、在H2气氛下700℃煅烧处理后的石油焦、在H2气氛下添加 25% Na2CO3高温煅烧处理后的石油焦的FT-IR谱图。由图7可以看出,在744 cm-1处,曲线(2)和(3)的噻吩特征峰消失,取而代之的是620 cm-1处的C—S键的伸展吸收峰,说明煅烧处理后石油焦中的噻吩硫转变为更稳定的有机噻吩类含硫物质;在863 cm-1处,曲线(2)和(3)的C—S特征吸收峰明显减弱,说明这2种煅烧处理方法均可有效地脱去石油焦中大部分有机硫。
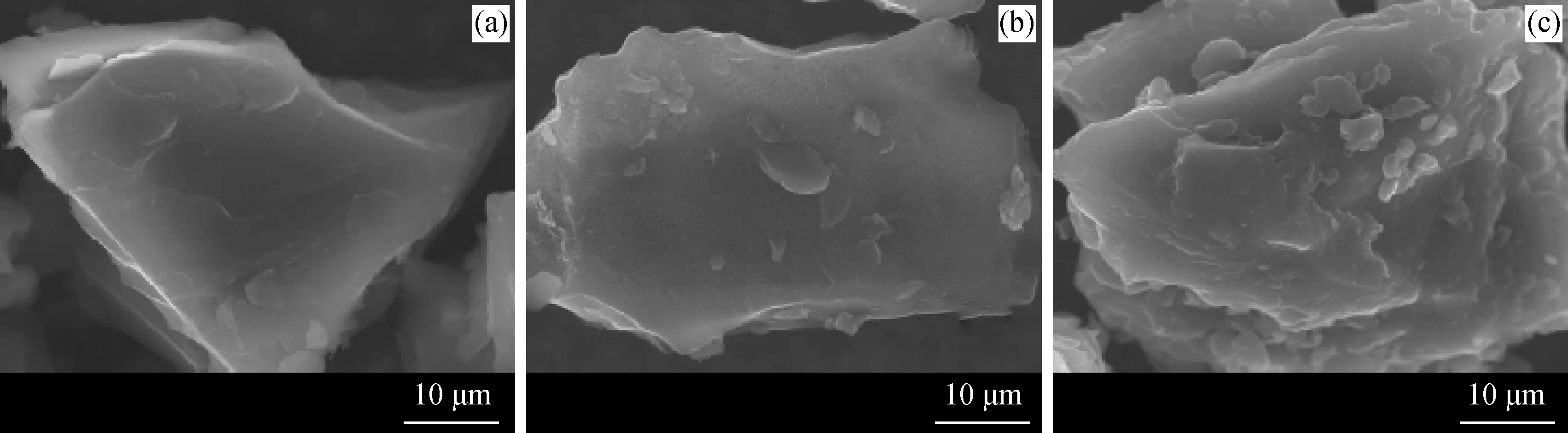
图6 脱硫前后石油焦的SEM照片Fig.6 SEM images of petroleum coke before and after desulfurization(a) Coke; (b) Coke-700℃-H2; (c) Coke-700℃-H2+25%Na2CO3
2.2.3脱硫前后石油焦的热稳定性分析
图8为脱硫前后石油焦的热重曲线。图8中曲线(1)为石油焦原料的热重曲线,可以看出,随着温度升高石油焦的质量不断较少,其质量变化过程可分为2个过程,在0~500℃区间内,其质量变化主要是由石油焦中的水分以及轻组分随着温度升高逐渐挥发所引起;在500~850℃区间内,其质量变化主要是由石油焦中的大分子物质发生一系列的分解与缩聚反应所引起。图8中曲线(2)和(3)分别为石油焦在H2气氛、700℃的条件下未添加Na2CO3与添加Na2CO3处理后的热重曲线,经两者处理后的石油焦热稳定性比未经处理的石油焦原料都有明显的提高,但前者稳定性更好,这可能是因为石油焦与Na2CO3发生反应,会在一定程度上破坏石油焦的结构,导致石油焦的稳定性有所下降;但两者都是经过高温处理,石油焦的轻组分逸出,所以煅烧处理后的石油焦稳定性比未经处理的石油焦原料稳定性有所提高。
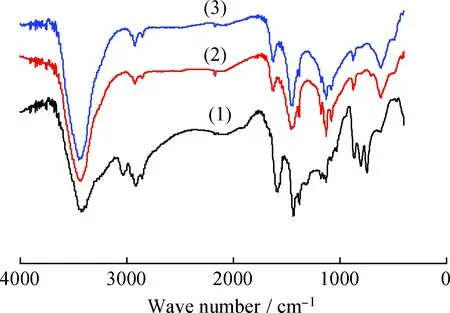
图7 脱硫前后石油焦的FT-IR谱图Fig.7 FT-IR spectra of petroleum cokes before andafter desulfurization(1) Coke; (2) Coke-700℃-H2; (3) Coke-700℃-H2+25%Na2CO3
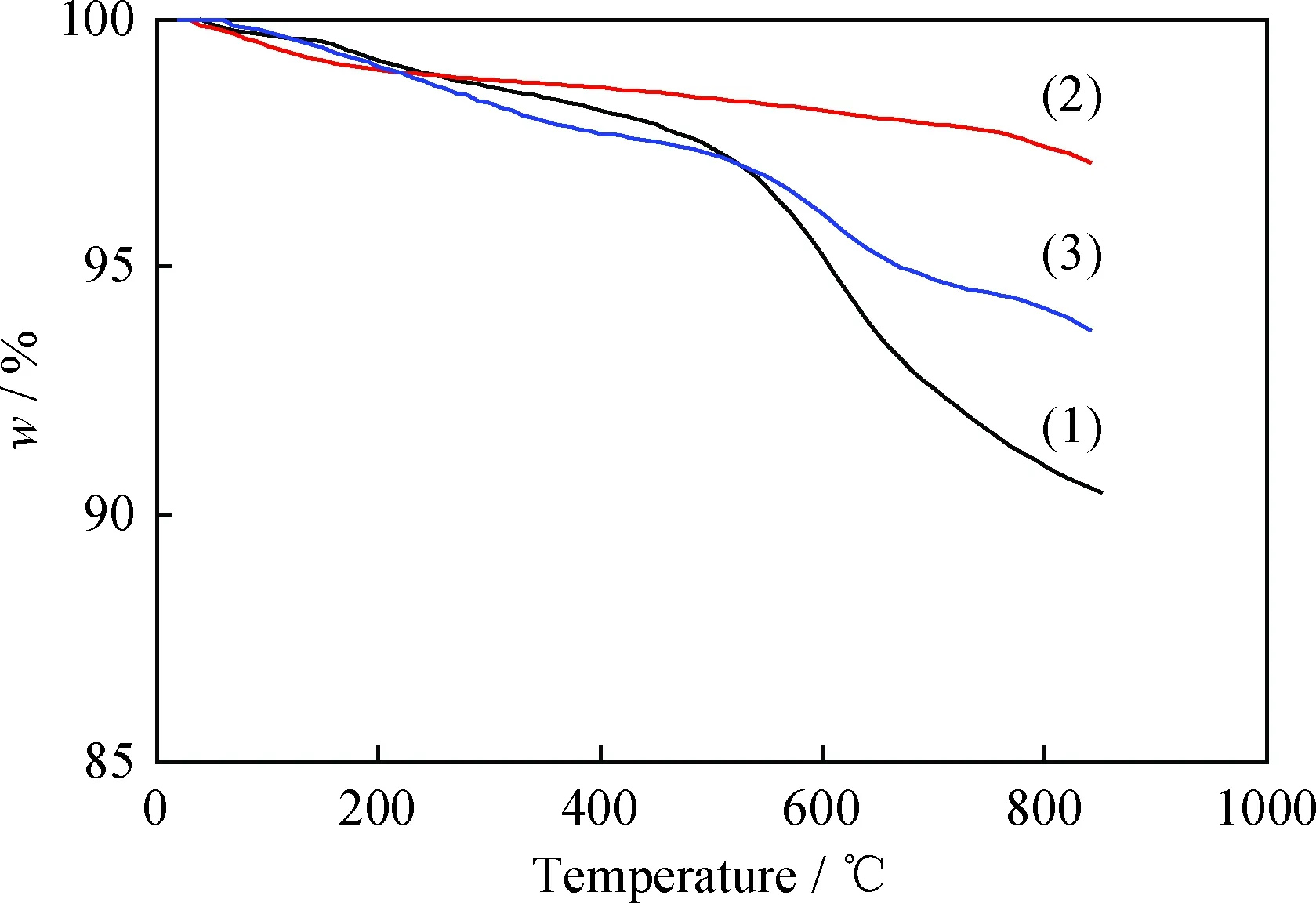
图8 脱硫前后石油焦的热重曲线Fig.8 TG curves of petroleum coke before andafter desulfurization (1) Coke; (2) Coke-700℃-H2; (3) Coke-700℃-H2+25%Na2CO3
2.2.4脱硫前后石油焦微晶结构分析
图9为石油焦原料、在H2气氛下700℃煅烧处理后的石油焦、在H2气氛下添加25% Na2CO3高温煅烧处理的石油焦的XRD谱图。脱硫前后石油焦的微晶结构参数如表2所示。由图9和表2可以看出,经过煅烧处理后石油焦的(002)峰比石油焦原料的(002)峰更加尖锐,说明经过煅烧处理的石油焦中无定形碳和脂肪族支链含量降低,芳族薄片取向度增加,石墨微晶单元生长,结晶度有所提高。
3 结 论
(1)石油焦在H2气氛下以Na2CO3作为脱硫剂煅烧脱硫的最佳工艺条件为:煅烧温度700℃,反应时间120 min,Na2CO3添加量25%,石油焦颗粒粒度80 μm,最大脱硫率达到89.3%。
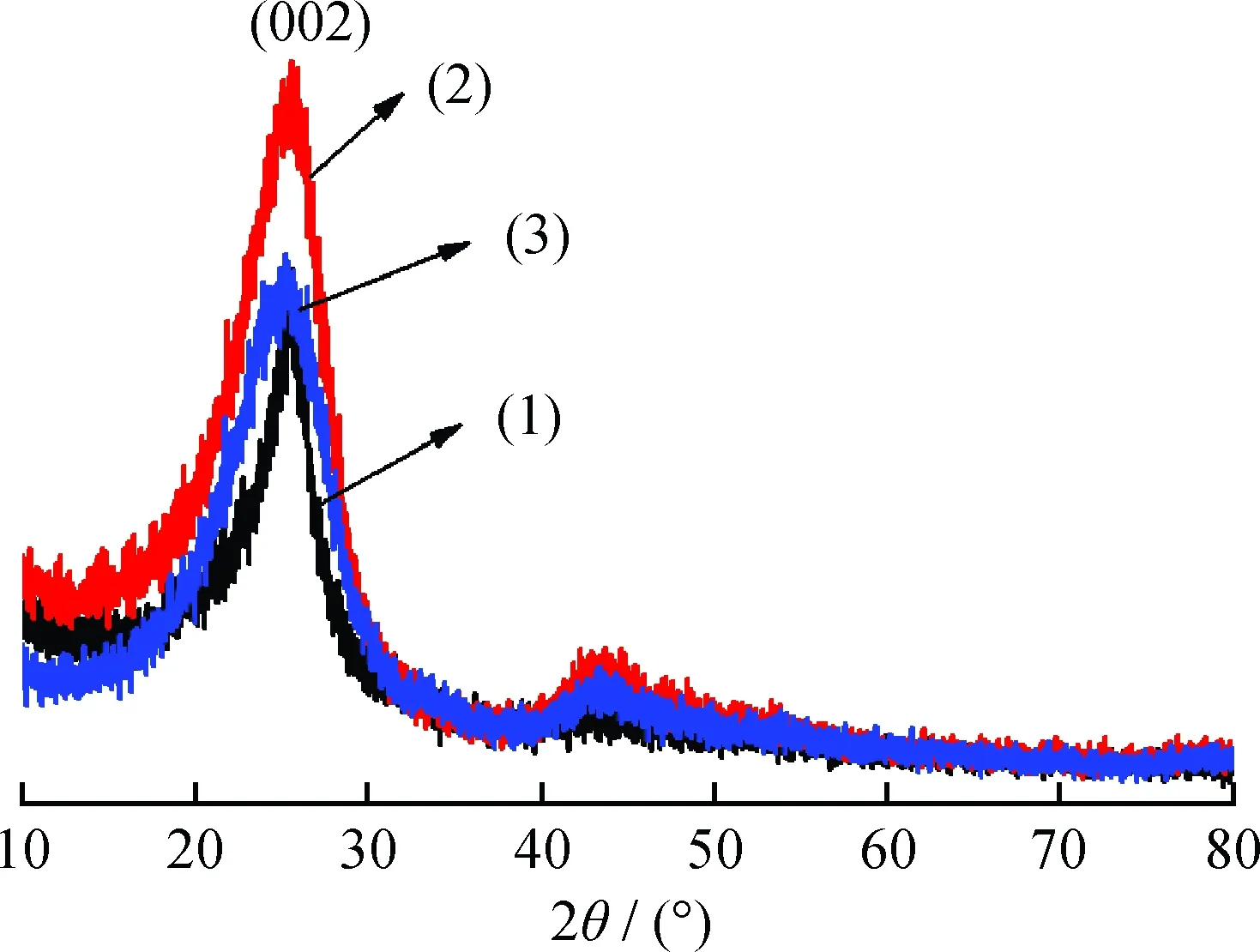
图9 脱硫前后石油焦的XRD谱图Fig.9 XRD patterns of petroleum cokebefore and after desulfurization(1) Coke; (2) Coke-700℃-H2; (3) Coke-700℃-H2+25%Na2CO3
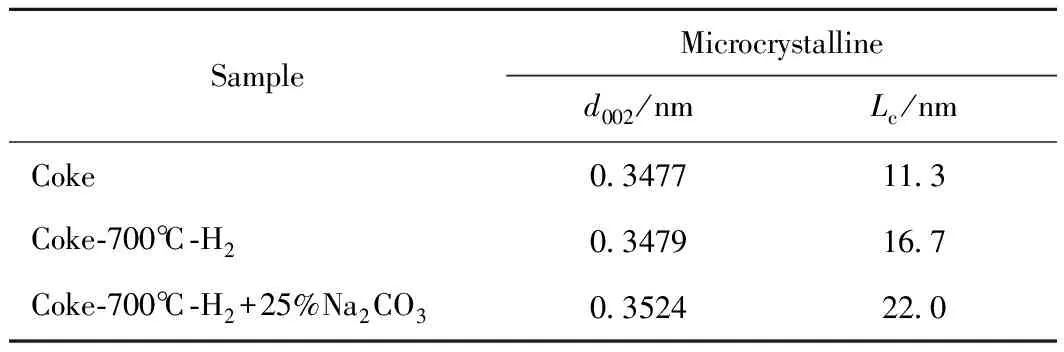
表2 脱硫前后石油焦的微晶结构参数Table 2 Microcrystalline parameters of petroleum cokebefore and after desulfurization
d002—Average layer spacing;Lc—Stacking thickness
(2)通过对石油焦的FT-IR分析得到,经过煅烧处理后的石油焦在863 cm-1和744 cm-1处的特征吸收峰明显减弱甚至几乎消失,说明在H2气氛下煅烧脱硫具有良好的脱硫效果。
(3)通过对石油焦的热重分析和微晶结构分析得到,经过煅烧处理后的石油焦的热稳定性更好,芳族薄片取向度有所增加,石油焦的结晶度有所提高。
[1] IBRAHIM A H H, ALI M M. The effect of increased residence time on the thermal desulfurization of Syrian petroleum coke[J].Periodica Polytechnical Chemical Engineering, 2004, 48(1): 53-62.
[2] LOSSIUS L P, NEYREY K J, EDWARDS L C. Coke and anode desulfurization studies[J].Light Metals, Pennsylvania, 2008, 36(1): 881-886.
[3] ANGELIQUE A, CAHILL R, BELZILE Y, et al. Minimizing impact of low sulfur coke on anode quality[C]//Light Metals, Pennsylvania, 2009: 957-962.
[4] 赵子明. 高硫石油焦的工业利用前景分析[J].中外能源, 1999, 11(5): 65-68. ( ZHAO Ziming. Analysis of the prospects for industry utilization of high-sulfur petroleum coke[J].China Foreign Energy, 1999, 11(5): 65-68.)
[5] 徐玉成, 李安平, 朱晓彬. 高硫石油焦作水泥替代燃料[J].中国水泥, 2009, 23(2): 68-71. (XU Yucheng, LI Anping, ZHUN Xiaobing. High-sulfur petroleum coke as cement alternative fuels[J].China Cement, 2009, 23(2): 68-71.)
[6] 王洪宇, 白秀娟. 高硫石油焦在铝用预焙阳极生产中的应用途径[J].轻金属, 2008, 44(4): 43-47. (WANG Hongyu, BAI Xiujuan. The application of high-sulfur coke in prebake anode production[J].Light Metal, 2008, 44(4): 43-47.)
[7] 王金宏, 冷冰. 高硫石油焦合理利用及其污染防治措施分析[J].环境保护与循环经济, 2009, 29(4): 27-29. (WANG Jinhong, LENG Bing. Rational utilization of high sulfur petroleum coke and its pollution control measures[J].Environmental Protection and Recycling Economy, 2009, 29(4): 27-29.)
[8] 谭华. 我国铝用阳极消费概况及石油焦的供应形势分析[J].中国科技博览, 2010, 36(31): 234-235. (TAN Hua. Analysis on the consumption of aluminum anode in China and the supply situation of petroleum coke[J].China Science and Technology Review, 2010, 36(31): 234-235.)
[9] 梁少忠, 陈维胜, 越武壮. 当前我国铝用阳极的生产、消费及石油焦市场供应形势[J].世界有色金属, 2003, 28(11): 30-32. (LIANG Shaozhong, CHEN Weisheng, YUE Wuzhuang. Current production and consumption of anodes used for domestic aluminum industry and situation of petroleum coke market supply[J].World Nonferrous Metals, 2003, 28(11): 30-32.)
[10] 徐可忠, 缪超, 宋爱萍. 高硫石油焦清洁利用技术浅析[J].广州化工, 2011, 39(20): 25-28. (XU Kezhong, MIU Chao, SONG Aiping. Simply analysis of clean utilization technologies in high-sulfur petroleum coke[J].Guangzhou Chemical, 2011, 39(20): 25-28.)
[11] 田春荣. 2014年中国石油和天然气进出口状况分析[J].国际石油经济, 2014, 23(3):29-41. (TIAN Chunrong. Analysis of China’s oil and gas import and export in 2014[J].International Petroleum Economics, 2014, 23(3): 29-41.)
[12] XIAO J, ZHANG Y B, ZHONG Q F, et al. Reduction and desulfurization of petroleum coke in ammonia and their thermodynamics[J].Energy & Fuels, 2016, 30(4): 3385-3391.
[13] 刘鑫, 张保申,周志杰, 等. 高温热处理对石油焦结构及气化活性的影响[J].石油学报(石油加工), 2011, 27(1):138-143. (LIU Xin, ZHANG Baoshen, ZHOU Zhijie, et al. Structure changes and gasification activity of petroleum coke after heat treatment[J].Acta Petrolei Sinica (Petroleum Processing Section), 2011, 27(1): 138-143.)
[14] 赵彬, 罗英涛, 苏自伟, 等. 石油焦脱硫技术研究进展[J].炭素技术, 2011, 30(2): 30-32. ( ZHAO Bin, LUO Yingtao, SU Ziwei, et al. Development on the petroleum coke desulfurization[J].Carbon Technologies, 2011, 30(2): 30-32.)
[15] 胡启静, 周志杰, 刘鑫, 等. 氯化铁对高硫石油焦-CO2气化的催化作用[J].石油学报(石油加工), 2012, 28(3): 463-469. (HU Qijing, ZHOU Zhijie, LIU Xin, et al. Catalytic activity of ferric chloride for high-sulfur petroleum coke-carbon dioxide gasification[J].Acta Petrolei Sinica (Petroleum Processing Section), 2012, 28(3): 463-469.)
[16] SHELWIT H, ALIBRAHIM M. Extraction of sulfur and vanadium from petroleum coke by means of salt-roasting treatment[J].Fuel, 2006, 85(5): 878-880.
[17] 张艳, 夏金童. 化学预氧化对高硫石油焦煅烧脱硫的影响[J].炭素技术, 2012, 31(3): 15-18. (ZHANG Yan, XIA Jintong. The effect of chemical pre-oxidation on the thermal desulfurization of high-sulfur petroleum coke[J].Carbon Technologies , 2012, 31(3): 15-18.)
[18] 肖劲, 伍茜, 何川, 等. 高硫石油焦脱硫方法比较研究[J].中南大学学报(自然科学版). 2013, 44(3):1-5. (XIAO Jin, WU Xi, HE Chuan, et al. Comparison of removal of sulfur from high-sulfur petroleum coke[J].Journal of Central South University (Science and Technology), 2013, 44(3): 1-5.)
[19] 杨晓彤, 何汉兵. 高硫石油焦的脱硫研究[J].化工环保, 2016, 36(6): 686-691. (YANG Xiaotong, HE Hanbing. Desulphurization of high-sulfur petroleum coke[J].Environmental Protection of Chemical Industry, 2016, 36(6): 686-691.)
[20] 和晓才, 李怀仁, 谢刚, 等. 从工业石油焦中脱除硅、铝、硫的实验研究[J].湿法冶金, 2012, 31(3): 175-178. (HE Xiaocai, LI Huairen, XIE Gang, et al. Test study on removal of Si,Al and S from petroleum coke[J].Hydrometallurgy of China, 2012, 31(3): 175-178.)
[21] 林蔚. 煤热解焦化和加氢脱硫的ReaxFF反应动力学分析[D].北京: 北京科技大学, 2015.
猜你喜欢
石油化工(2022年8期)2022-09-07
石油化工技术与经济(2021年3期)2021-07-13
汉语世界(The World of Chinese)(2021年2期)2021-04-22
汉语世界(2021年2期)2021-04-13
小学生作文(低年级适用)(2018年4期)2018-05-14
当代化工研究(2016年1期)2016-03-16
合成化学(2015年10期)2016-01-17
化工进展(2015年6期)2015-11-13
应用化工(2014年9期)2014-08-10
无机化学学报(2014年9期)2014-02-28
